

§ 2. Специальные и специализированные станки
Специальные станки создаются для обработки определенных деталей или даже для выполнения только отдельных операций и в основном используются в массовом и крупносерийном производствах. При проектировании специального станка необходимо:
а) сократить до минимума основное технологическое время, что достигается применением наивыгоднейших конструкций режущего инструмента, оптимальных режимов резания, многоннстру- ментной обработкой;
б) сократить до минимума вспомогательное время — дости гается полной автоматизацией управления станком;
в) сократить до минимума время, затрачиваемое на подналадку, что достигается применением быстросменных взаимозаменяемых инструментов и автоматизацией подналадки.
Наладка и настройка специальных стапков производится при помощи сменных зубчатых колес, сменных кулачков или копиров, что упрощает конструкцию привода по сравнению с универсальным станком.
Специальные станки изготовляются в одном экземпляре или небольшой серией, поэтому конструктор, применительно к единичному и мелкосерийному производству может более широко использовать сварные конструкции вместо литых, обработку деталей станка по разметке п т. п.
Так как специальные станки применяются для обработки конкретных деталей, надо стремиться создавать их переналаживаемыми с использованием в нх конструкции узлов уже освоенных станков.
Специализированные станки занимают промежуточное положение между универсальными и специальными станками. Эти станки при помощи сменных устройств и приспособлений в относительно короткий срок могут перепалаживаться на обработку другой детали этого же наименования, но с другими размерами Следовательно, специализированные стапки — это специальные станки, обладающие возможностью переналадки; их также можно отнести п к универсальным станкам упрощенной конструкции.
При проектировании специализированного станка необходимо учитывать особенности проектирования как универсальных, так и специальных станков. Специализированные станки следует создавать на основе нормальных рядов станков широкого назначения с максимальной унификацией основных узлов н детален
В последние годы резко повысились требования к точности и качеству поверхпостп деталей большинства современных машин и приборов. Столь высокие требования могут быть обеспечены только при изготовлении деталей на высококачественных прецизионных станках. Повышение точности работы станков достигается совершенствованием конструкций отдельных элементов п узлов, повышением жесткости и виброустойчпвости, уменьшением тепловых деформаций, повышением точности изготовления деталей и качества сборки станков.
Для повышения жесткости станков следует:
а) создавать замкнутые рамные конструкции станков;
б) применять цельные литые станины, имеющие коробчатую форму с впутренпнми перегородками и диагональными ребрами;
в) уменьшать число стыков и повышать качество их обработки;
г) правильно конструировать узлы с точки зрения рационального распределения нагрузок в станках;
д) применять предварительное нагружение (натяг) в сопряжениях и опорах (особенно опорах шпинделя);
е) применять направляющие каченпя с предварительным па- тягом:
ж) увеличивать диаметр шпинделя, уменьшать длину его консоли;
з) применять в прпводе подач шариковые и гидростатические винтовые пары;
и) сокращать количество звеньев в кинематических цепях;
к) повышать жесткость крепления инструментов;
л) применять надежное закреиленпе подвижных узлов в процессе обработки.
Для повышения виброустойчивости станков следует:
а) улучшать их статические и динамические характеристики;
б) производить впброизоляцию станков с целью умепыпепия влияния внешних возмущений, передаваемых через основание;
в) применять различные демпфирующие устройства;
г) выносить из станка источники вибраций — электродвигатели; насосы гидросистем, систем смазки и охлаждения и др.;
д) применять регулируемый электропривод для уменьшения количества зубчатых передач, которые могут быть источниками возмущений; особенно хорошие результат!.! дает тиристорный привод, имеющий низкий уровень шума;
е) применять разделенный привод;
ж) применять высокоточные подшипники в опорах шпинделя;
з) применять косозубыо колеса вместо прямозубых;
и) повышать точность изготовления зубчатых колес и шкивов ременных передач; применять в ременных передачах бесконечные ремни высокого качества;
к) выбирать рациональные режимы обработки и геометрию инструмента;
л) проводить балансировку быстровращающихся частей станка и электродвигателя;
м) повышать точность изготовления деталей и качество сборки станков и др.
Для уменьшения тепловых деформаций станков осуществляют следующие мероприятия:
а) создают термосимметрнчные конструкции узлов станков;
б) применяют конструкции, обеспечивающие компенсацию температурных деформаций;
в) выносят из стайка источники тепловыделепия (электрооборудование, баки гидросистемы, эмульсии и смазки);
г) применяют интенсивное охлаждепие встроенных приводов;
д) снижают потери на трепие в приводах;
е) подбирают для сопряжений материалы с близкими или одинаковыми коэффициентами линейного расширения, а также применяют материалы с малыми коэффициентами линейного расширения;
ж) размещают гндроцилипдр привода стола (или другого узла) рядом со станком, а не под столом;
з) прпмепяют устройства для охлаждения масла гидросистемы;
и) искусственно выравпивают температурное поло стапка путем подогрева или охлаждения отдельных его частей и др.
Точпость и качество работы станка, кроме того, обеспечиваются:
а) выбором рациональной компоновки станка;
б) правильным выбором материалов и термической обработки для ответственных деталей стапка;
в) применением направляющих качения и гидростатических направляющих;
г) применением в цепях подач и других узлах зубчатых колес с устройством для выбора зазоров;
д) применением устройств для защиты паиравляющнх;
с) применением устройств для тонкой очистки охлаждающей жидкости в целях повышения чистоты обработки;
ж) применением отсасывающих устройств для удаления пыли из зоны шлифовании и правки круга;
з) применением механизмов компенсации износа круга;
и) применением устройств цифровой индикации размеров;
к) применением средств автоматического контроля размеров деталей в процессе обработки с автоматической подналадкой иа размер;
л) высококачественным старепием базовых деталей станка;
м) закалкой и шлифовкой направляющих;
н) применением более совершенных метолов тонкого шабрепия направляющих;
о) повышением общей культуры производства.
Точность и шероховатость обработаппых на прецизионных станках поверхностей в значительной степени зависит от точности шпиндельных опор. В шпиндельных узлах прецизионных станков применяются подшипники скольжения с несколькими несущими

Рис.
90. Способы создаппя предварительного
натяга (штриховыми линиями показаны
шариковые радиально-упорные подшипники)
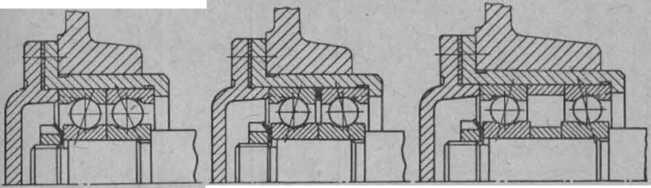
масляными клиньями (см. рис. 77 и 78), гидро- и аэростатические подшипники н специальные подшипники качения.
 Подшипники
качения. Для устранения зазоров между
телами качения и кольцами подшипников
и повышении жесткости опор п р и мен я
ют и ре два рител ьн ы й натяг. Для этого
подшипнико- I ^
Подшипники
качения. Для устранения зазоров между
телами качения и кольцами подшипников
и повышении жесткости опор п р и мен я
ют и ре два рител ьн ы й натяг. Для этого
подшипнико- I ^