

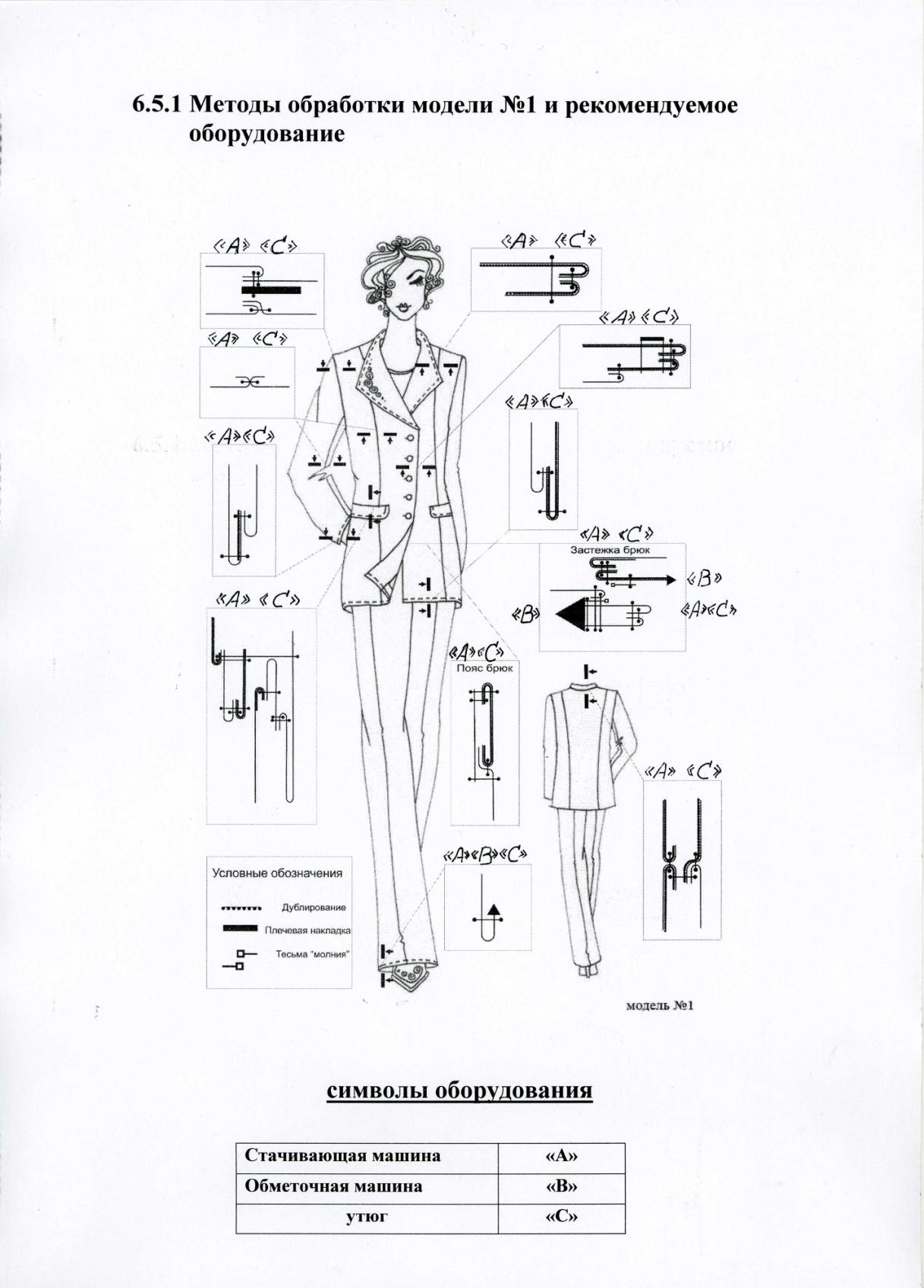
6.3.1 Методы обработки модели №1 и рекомендуемое
оборудование
|
|
6.3.2.Техническая характеристика оборудования,
рекомендуемого для обработки модели№1
пояснения к разделу:
перечень предлагаемого оборудования допускается систематизировать с присвоением цифровой или буквенной символики и оформить в виде таблицы
пример:
техническая характеристика оборудования
|
№ п/п |
Наименование Выполняемых работ |
Назначение Оборудования и средств малой механизации |
Класс марка символ |
Краткая техническая характеристика оборудования |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Стачивание, настрачивание, втачивание
|
Стачивание швов: боковых, плечевых, рукавов, воротников, подкладки, выполнение отделочных строчек, втачивание рукавов, воротника |
«Brother» SL-2010 «А» направительные линейки |
Стачивающая машина для обработки легких и средних тканей; Скорость 3500-4500об/мин; Длина стежка 0-5мм; Высота подъема лапки 6-13мм; Снабжена верхним транспортером, съемной консолью, лампой местного освещения |
|
2 |
Обработка срезов деталей |
Обмётывание срезов подкладки, шаговых, боковых, нижних срезов деталей брюк, подкладки карманов |
«Brother» 1029D «B» |
4хниточная стачивающе-обмёточная машина для лёгких и средних тканей;скорость 3000 об/мин; ширина строчки 3-8мм; снабжена дифференциальным устройством для предохранения срезов от растяжения, съёмной консолью, лампой местного освещения |
|
3 |
Влажно-тепловая обработка |
Дублирование деталей, разутюживание, заутюживание швов, отпаривание изделия |
«VeitHN2000» «С» специальные колодки, тефлоновая съёмная насадка на утюг |
Утюг электропаровой в комплекте с парогенератором и утюжильным столом; Мощность 1100Вт; пар с полным отсутствием конденсата; Оснащен защитой от пара и прикосновений |
6.3.3.Технологическая последовательность обработки «название технологического узла» модели №1
Пояснение к разделу:
1.таблицу технологической последовательности разрабатывать для одного, наиболее сложного и интересного узла модели №1
2.перед таблицей необходимо в краткой форме перечислить все технологические операции, предшествующие обработке выбранного узла
пример:
|
№ п/п |
Содержание операции и технические условия выполнения |
Специ альность работ |
Рекомендуемое оборудование класс, марка или символ |
Схемы швов,операций
|
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Выполнить дублирование деталей кроя прокладочным материалом с клеевым покрытием: Детали переда фронтально; Боковые детали переда частично; нижний воротник, подборта, горловину спинки, детали брюк, |
У |
«С» тефлоновая накладка на утюг |
|
|
2 |
Притачать боковую часть к детали переда, уравнивая срезы, совмещая контрольные надсечки, на ширину шва 1,5см |
М |
«А» направительная линейка |
|
|
3 |
Приутюжить шов притачивания боковой детали к детали переда сначала «на ребро», затем заутюжить, направляя припуски в сторону детали переда |
У |
«С» тефлоновая накладка на утюг, специальная колодка |
|



Примечания:
-в графе№4 указать только одно из перечисленных названий: класс
оборудования или символ, присвоенный данному классу в таблице
раздела 6.5.2. (символы присваиваются произвольно)
-схемы должны быть выполнены четко, допускается в схемах
указывать размерные обозначения ширин швов, отделочных строчек
условные обозначения в графе№3:
«М» - работа, выполняемая с применением стачивающей или
специализированной машины
«А» - работа, выполняемая с применением машины
автоматического или полуавтоматического
действия
«У» - работа, выполняемая утюгом
«П» - работа, выполняемая на прессе
«Р» - работа, выполняемая вручную
Приложение к теме: «технологическая последовательность обработки»
для более полного раскрытия темы обработки лёгкой и верхней одежды рекомендуется оформить дополнительно раздел «дублирование деталей кроя» в произвольной форме.
В раздел можно включить следующую информацию:
-виды и свойства прокладочных материалов для дублирования деталей
-определение участков изделия, подлежащих дублированию
пример:
рекомендуемые режимы дублирования
|
Вид материала и область применения
|
температура |
давление |
Время фиксирования |
|
1 |
2 |
3 |
4 |
|
V908B57 нетканый прокладочный материал, флизелин, с рашелевым усилителем основы в продольном направлении и полиамидным клеевым покрытием; вес 46гр/м для дублирования деталей кроя |
127оC (без пара) |
250гс/см2 |
10сек |
|
Лента Vilene9145 нетканая с клеевым покрытием, укреплена по центру нерастягивающейся тесьмой, ширина ленты 1,0см. Применяется для стабилизации пройм жакета |
130оС (с паром) |
250гс/см2 |
5сек |