

Середньоквадратичне відхилення:
![]() ,
(1.2)
,
(1.2)
де
![]() – кількість вимірів;
– кількість вимірів;
![]() –переміщення
вимірювального стрижня датчика;
–переміщення
вимірювального стрижня датчика;
![]() –середнє
значення вимірюваного параметра.
–середнє
значення вимірюваного параметра.
Похибка
спрацьовування визначається окремо
для кожної пари контактів
датчика. Систематичною складовою похибки
датчика є похибка настрою-вання. Вона
характеризується зсувом центра групування
розмірів
![]() (рис. 1.2),
власне випадкових похибок датчика
(похибок спрацьовування), стосовно
роз-міру
(рис. 1.2),
власне випадкових похибок датчика
(похибок спрацьовування), стосовно
роз-міру
![]() (заданого керівникам робіт), на який
необхідно настроїти датчик, тобто
величиною:
(заданого керівникам робіт), на який
необхідно настроїти датчик, тобто
величиною:
![]() ,
(1.3)
,
(1.3)
Абсолютна
величина
![]() – частота попадання
– частота попадання![]() розмірів у відповідний інтервал.
розмірів у відповідний інтервал.
х 6
f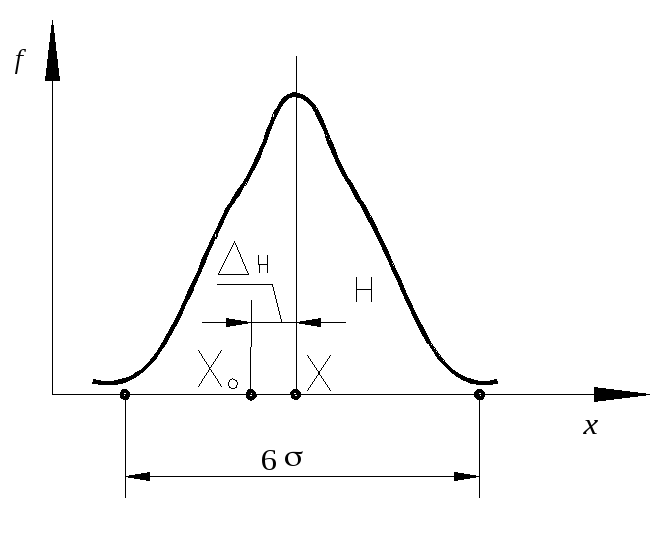
Рис. 1.2 – Графічне визначення похибки настроювання
Похибка настроювання виникає через деяке запізнення реакції оператора на сигнал спрацьовування, внаслідок чого гвинт настроювання контакту виявляється поверненим на трохи більший кут у порівнянні з тим положенням, при якому виникає сигнал спрацьовування. Похибка настроювання залежить від конструкції елементів настроювання, тобто від здатності забезпечити малі переміщення.
Істотний
вплив на параметр
![]() має похибка спрацьовування
має похибка спрацьовування![]() ,
тому що датчик настроюється при
випадковому положенні рухомого контакту,
оскільки при настроюванні діють ті самі
випадкові фактори, що і при роботі
датчика. Виходить, якщо повторити
операцію настроювання, то похибка
настроювання буде коливатися у деяких
межах, тобто вона має випадковий характер.
Однак, для деякого фіксованого настроювання
,
тому що датчик настроюється при
випадковому положенні рухомого контакту,
оскільки при настроюванні діють ті самі
випадкові фактори, що і при роботі
датчика. Виходить, якщо повторити
операцію настроювання, то похибка
настроювання буде коливатися у деяких
межах, тобто вона має випадковий характер.
Однак, для деякого фіксованого настроювання
![]() – цілком визначена величина, що вносить
систематичну помилку в результат
розсортовування контрольованих деталей,
тому що датчик виявився налаштованим
не на заданий розмір
– цілком визначена величина, що вносить
систематичну помилку в результат
розсортовування контрольованих деталей,
тому що датчик виявився налаштованим
не на заданий розмір
![]() .
Таким чином, характерна риса похибки
настроювання датчика полягає в тому,
що вона є систематичною щодо впливу на
результати розсортовуваннядеталей.
Поява цієї систематичної помилки –
випадкове явище.
.
Таким чином, характерна риса похибки
настроювання датчика полягає в тому,
що вона є систематичною щодо впливу на
результати розсортовуваннядеталей.
Поява цієї систематичної помилки –
випадкове явище.
Похибки спрацьовування і настроювання визначаються на спеціальному стенді, що складається з вимірювальної станції та блока індикації (рис. 1.3). На плиті 1 установлена стійка 8, на якій у кронштейні 6 закріплений датчик 7. Датчик установлюється переміщенням кронштейна 6 за допомогою гайки 5. Кронштейн 6 фіксується на стійці гвинтом. Розмір, при якому спрацьовує пара контактів датчика, перевіряється за допомогою клинового пристрою. При обертанні барабана мікрометричного гвинта 2 клин 3 пересувається напрямними 11, що закріплені на плиті 1 і викликає
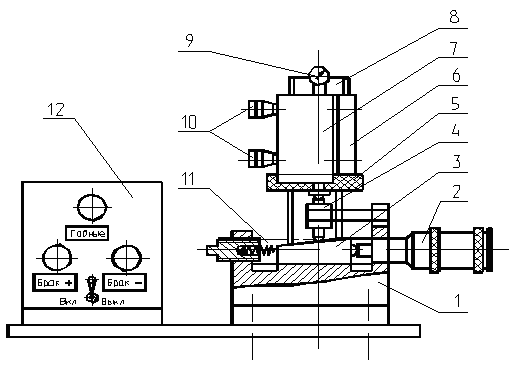
Рис. 1.3 – Стенд для експериментального визначення
Похибки настроювання (клинова установка)
вертикальне переміщення п’ятки 4 разом з вимірювальним стрижнем датчика 6. При повороті барабана мікрометричного гвинта 2 на одну поділку (0,01 мм) вимірювальний стрижень датчика 7 переміщується на 0,001 мм відліку за індикатором годинникового типу 9. Замикання і розмикання контактів фіксується сигнальними лампами блоку індикації 12.
1.2. Порядок виконання роботи
Вивчити схеми і конструкції електроконтактних датчиків за схемами і моделями, що є в лабораторії, вивчити конструкцію лабораторного стенда.
Установити на стенді датчик, що перевіряється і підключити його до блока індикації.
Включити блок індикації та прогріти його.
Плавно переміщаючи вимірювальний стрижень, перевірити спрацьовування контактів датчика.
Обертаючи барабан мікрометричного гвинта 2 (див. рис. 1.3), уста-новити клин 3 в середнє положення.
Плавно обертаючи гайку 5, установити датчик 7 так, щоб його рухомий важіль займав середні положення. Розмір, установлений під вимірювальним стрижнем, приймається за
 (товщина клина в площині осі стержня
датчиказ
точним відліком розміру за індикатором
9),
або задається керівником роботи.
(товщина клина в площині осі стержня
датчиказ
точним відліком розміру за індикатором
9),
або задається керівником роботи.Пара контактів, що перевіряється, настроюється за допомогою елементів 10 (див. рис. 1.3) на розмір
 .
Про замикання контактів судять за
загорянням сигнальної лампи блока
індикації.
.
Про замикання контактів судять за
загорянням сигнальної лампи блока
індикації.Обертаючи барабан мікрометричного гвинта 2, перемістити клин 3 до розмикання контактів. Плавно обертаючи барабан 2 у зворотну сторону, замк-нути контакти. При замиканні контакту зняти покази мікрометричного гвинта і індикатора 9. Дослід повторити 25-30 разів і результати занести у таблицю 1.1.
Таблиця 1.1 – Результати вимірювань
|
№ п/п |
Показник мікрометричного гвинта, мм |
Переміщення вимірювального стрижня, мкм |
Відхилення
|
Квадрат відхилення
|
|
1 2 3 ... 25 |
|
|
|
|
|
|
|
|
|
|
За результатами, визначити похибку настроювання за формулою (1.3), середньоквадратичне відхилення за формулою (1.2) і похибку спрацьовування за формулою (1.1).
Зробити висновки з роботи.