

9. ВСПОМОГАТЕЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ
9.1. Общие сведения
Для уменьшения трудоемкости и продолжительности цикла изготовления конструкций, а также для повышения качества, снижения себестоимости конструкций в цехах сборо-сварки применяют механизированное вспомогательное оборудование и приспособления.
Приспособления подразделяются на сборочные, сварочные и комбинированные. При сборке деталей и конструкций применяют винтовые прижимы, распорки,
домкраты, фиксаторы, кондукторы, быстродействующие зажимные устройства пружинного, эксцентрикового и рычажно-винтового типа.
На поточных сборочно-сварочных линиях применяют специализированные кондукторы, имеющие надежные и быстродействующие механизмы для зажатия деталей.
9.2. Установки сварочные |
|
|
|
|
|
|
|||
Для |
перемещения |
несамоходных |
сварочных головок, удобства |
работы и |
|
||||
максимальной загрузки |
при автоматической сварке часто используют |
различного |
|
||||||
типа самоходные тележки, в зависимости от назначения ее (габариты, конструктивная |
|
||||||||
форма |
изделия |
и |
.). т.пНаиболее |
распространены |
тележки |
глагольного |
и |
||
велосипедного типа. |
|
|
|
|
|
|
|
|
|
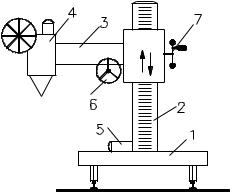
Тележки глагольного типа, например Т-38, имеют такую схему– |
рис.9.1; |
|
|||||||
применяют их на установках для рабочего и маршевого перемещения сварочных |
|
||||||||
головок. Подъем и изменение вылета консоли производят ручным |
приводом |
в |
|||||||
широких пределах: по высоте – 1300 мм, по горизонтали – 1000 мм. Рабочая скорость |
|
||||||||
движения |
тележки 16-80 м/ч и меняется коробкой |
скоростей |
или сменными |
||||||
шестернями. Маршевая скорость – 700 м/ч. |
|
|
|
|
|
|
|||
|
|
|
|
1 |
- самоходная платформа, |
|
|
||
|
|
|
|
2 |
– колонна с реечной передачей, |
|
|||
|
|
|
|
3 |
– подъемная консоль, |
|
|
|
|
|
|
|
|
4 |
– сварочная головка, |
|
|
|
|
|
|
|
|
5 |
– электропривод ходовой тележки, |
|
|||
|
|
|
|
6 |
– штурвал (маховик) для |
|
|
||
|
|
|
|
регулирования вылета консоли, |
|
||||
|
|
|
|
7 |
– штурвал подъема-опускания |
|
|||
|
|
|
|
колонны. |
|
|
|
|
|
Рис. 9.1. Самоходная тележка глагольного типа.
31

Тележка велосипедного типа – например Т-3, применяется в основном для сварки продольных и кольцевых швов цилиндрических изделий диаметром до 3,5 м. Тележка передвигается по двум рельсам, имеет подъемный балкон, на котором находятся
сварщик и |
сварочный |
автомат. Велотележка обеспечивает только |
маршевый |
ход |
|||
(рис.9.2.), |
на |
балконе |
же |
устанавливают |
направляющие |
для |
перемещени |
самоходного сварочного автомата (трактора). |
|
|
|
||||
1 – рама тележки,
2 – балкон,
3 – сварочный автомат,
4 – свариваемое изделие,
5 – опорные колёса тележки,
6 – горизонтальное колесо,
7 – роликоопоры роликового стенда
Рис. 9.2. Самоходная тележка Т-3.
9.3. Кантователи, манипуляторы, позиционеры, вращатели
Вид оборудования этой группы определяется прежде всего технологией сварки, размерами, формой, весом изделия.
Служат они для размещения и закрепления на них свариваемых , изделий установки их в положение, удобное для сварки, и перемещения в процессе сварки. Наиболее распространены на заводах кантователи, вращатели, манипуляторы, роликовые стенды, позиционеры.
Существующие стенды для сварки некоторых конструкций(рис.9.3) требуют многократного привлечения мостовых кранов для кантовки(поворота). Поэтому эффективнее являются, например, цепные кантователи. Для поворота коротких балок и колонн целесообразно использование центровых вращателей.
1 – положение при сварке 1 и 2 швов, 2 - положение при сварке 3 и 4 швов.
Рис.9.3. Стенд для сварки двутавровых балок.
32
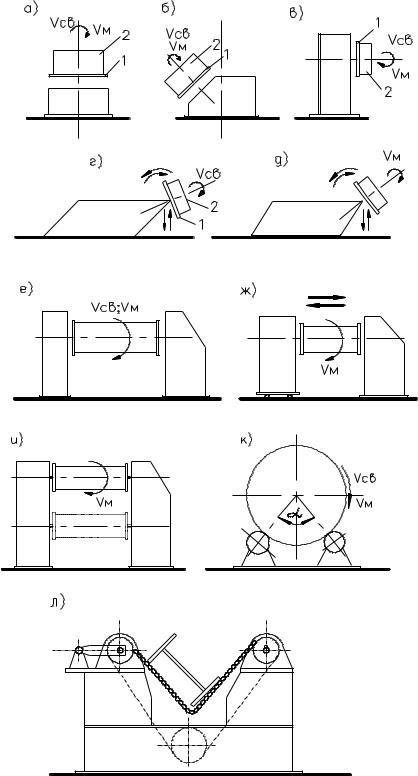
На рис. 9.4. представлены принципиальные схемы кантователей, вращателей, манипуляторов роликового стенда, позиционеров.
а – вращатель с вертикальной осью; б – то же наклонной осью; в - то же с горизонтальной осью; г – манипулятор; д – позиционер; е – двухстоячный кантователь с горизонтальной осью; ж - то же с подвижной стойкой; и - то же с подъемными центрами; к – роликовый стенд; л – цепной кантователь.
Рис.9.4. Принципиальные схемы кантователей для сварки конструкций.
33
Для |
вращения |
цилиндрических |
изделий |
среднего |
и |
большого |
диаметров |
(d³300мм) во время |
сварки кольцевых |
швов с необходимой |
для |
сварки скоростью |
|||
(Vсв) и для установки таких изделий при сварке продольных швов применяют роликовые стенды, например типов Т-15, Т-19, Т-30.
Для сварки и наплавки круговых и сложных швов широкое распространение
получили сварочные манипуляторы– такие как |
универсальный |
-Т25 и типа УСМ |
(-500, -1000М, - 1200, -3000, -5000, -10000; |
здесь числа – |
грузоподъемности |
манипуляторов в кг). |
|
|
34