3. Разработка технологического процесса.
Разработка ТП ведётся под серийный тип производства. Основные признаки серийного типа производства применение станков разных типов; рабочие разной квалификации; работа проводится на настроенных станках; применяется разметка, специальные приспособления, номенклатура изделий ограниченна. Обработка заготовок производится партиями.
3.1. Разработка маршрутного технологического процесса.
При установлении общей последовательности обработки учитывают следующие положения:
1) каждая последующая операция должна уменьшать погрешности и улучшать качество поверхности;
2) в первую очередь следует обрабатывать поверхность, которая будет служить технологической базой для последующих операций;
3) поверхности, с которых снимается наибольший слой металла, следует обрабатывать вначале, что позволит своевременно обнаружить возможные внутренние дефекты заготовки;
4) обработка остальных поверхностей ведется в последовательности, обратной степени их точности: чем точнее должна быть поверхность, тем позже она обрабатывается.
Необходимо отметить, что последовательность операций, определенная в заводском технологическом процессе наиболее рациональна, так как сначала производятся операции, на которых создается чистовая технологическая база; в зависимости от требуемой точности одни поверхности проходят черновую, чистовую стадии, другие - чистовую, отделочную.
|
АО "Уральский завод Зенит" |
Технологический маршрутный процесс сборки и механической обработки корпуса нижнего подшипника ЕИАУ 365319 003 |
Изменения: 00 Дата: 28.02.2014 Стр 1 из 4 |
Технологический маршрутный процесс
сборки и механической обработки корпуса
нижнего подшипника ЕИАУ 365319 003
|
№ п/п |
Содержание |
Инструмент или доп. информация |
|
|
При выполнении механической обработки соблюдать правила безопасности согласно инструкциям №64,5,6,84. |
50-3960 резец токарный подрезной левый |
|
|
Контроль операций производить отделом технического контроля (ОТК) в процессе механической обработки. |
|
|
005 |
Заготовительная |
|
|
|
Отливка ЕИАУ 365319 003Л. Отливка
ТР1400 ( Изготовить
2 образца на растяжение по ГОСТ1497
L=55 из отливкиTP1400. Изготовление производить по техпроцессу механической обработки ОР 00 000 Изготовление 4 приварных ушек. |
|
|
|
|
|
|
010 |
Токарная |
|
|
|
1.Отрезать от отливки ТР 1400 заготовки L=52±1 мм – 4шт. |
|
|
|
2.Точить с перекреплением
наружную поверхность |
|
|
|
3.Зачистить переходы. |
Шкурка наждачная |
|
|
|
|
|
015 |
Слесарная |
|
|
|
1.Разметить деталь согласно эскизу. Разметить осевую линию на торце детали.
|
|
|
|
2.Кернить разметку. |
|
|
|
|
|
|
020 |
Фрезерная |
|
|
|
Развернуть шпиндель для получения радиуса. |
|
|
|
Фрезеровать с перекреплением по разметке. |
|
|
|
|
|
|
025 |
Фрезерная |
|
|
|
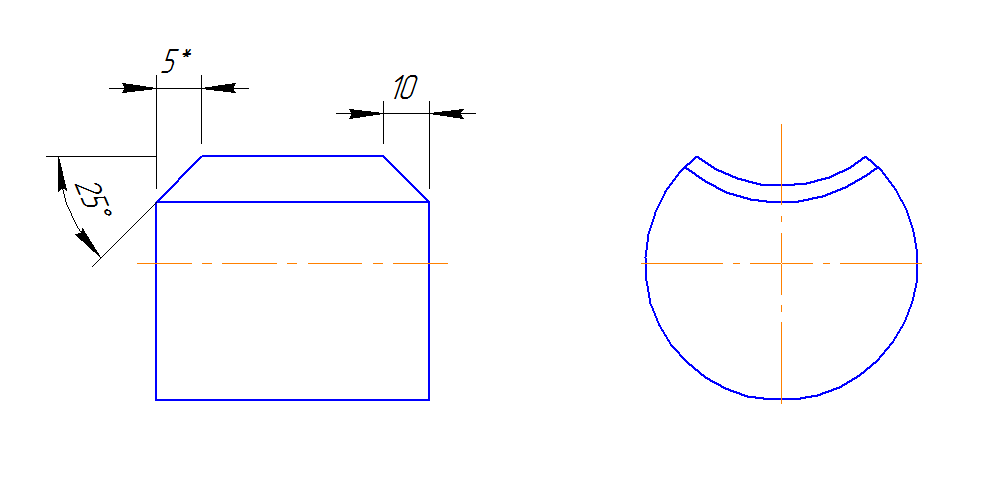
Фрезеровать фаски под сварку последовательно с перекреплением согласно эскизу.
*..размер 5 по контуру кроме размера 10. |
|
|
|
|
|
|
030 |
Слесарная |
|
|
|
1.Зачистить заусенцы и перепады после фрезерования. |
|
|
|
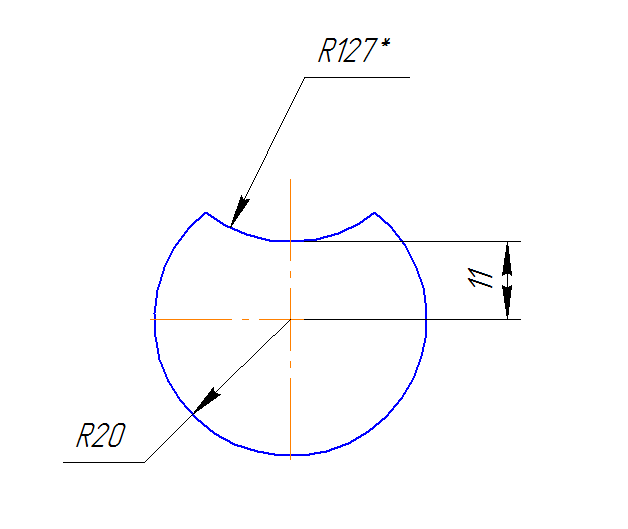
2.Разметить осевую линию на наружной поверхности по R20. |
|
|
|
3.Сборка корпуса нижнего подшипника с приварышем. |
|
|
|
|
|
|
035 |
Фрезерная |
|
|
|
Фрезеровать остатки прибылей и литников с отливки ЕИАУ 365319 003Л. |
|
|
|
|
|
|
040 |
Слесарная |
|
|
|
1.Разметить осевые
линии на |
На |
|
|
2.Снять
фаску на с˂25˚. |
|
|
|
|
|
|
045 |
Сборка |
|
|
|
1.Установить последовательно 4 ушка к корпусу нижнего подшипника, совместив осевые линии корпуса нижнего подшипника с осевыми линиями ушек. Подогнать ушки при установке. |
|
|
|
2.Закрепить под сварку. |
Струбцины цеховые |
|
|
|
|
|
050 |
Сварочная |
|
|
|
Прихватить и сварить установленные детали согласно тех.процессу на сварку. |
|
|
|
|
|
|
055 |
Слесарная |
|
|
|
Зачистить наплавы и брызги после сварки. |
|
|
|
|
|
|
060 |
Токарная |
|
|
|
Закрепить деталь
(База - |
|
|
|
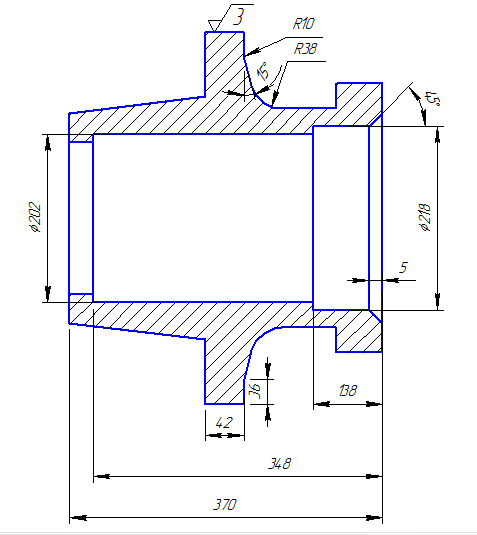
1.Подрезать торец в размер 370±0,7 (черт. размер 368). |
|
|
|
2.Подрезать торец
фланца |
|
|
|
3.Точить ˂15˚ с размера 36 (30+6 мм припуска) на торце фланца сопрягая с R38, выдерживаяR10. |
|
|
|
4.Расточить отв.
|
|
|
|
5.Расточить отв.
|
|
|
|
6.Расточить
фаску 5x45˚ на
|
|
|
065 |
Токарная |
|
|
|
Закрепить деталь
(База - |
|
|
|
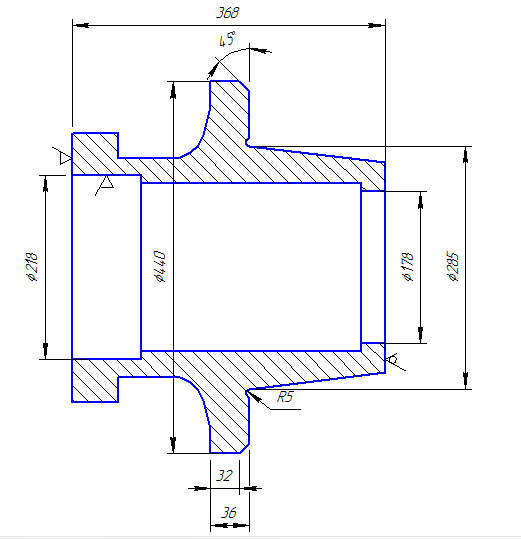
1.Подрезать торец в размер 368±0,7. |
|
|
|
2.Расточить отв.
|
|
|
|
А. Поджать грибковым центром. |
|
|
|
3.Точить наружную
поверхность фланца до |
|
|
|
4.Подрезать торец
фланца |
|
|
|
5.Точить
R5 на фланце
|
|
|
|
6.Точить фаску 1x45
на |
|
|
|
|
|
|
070 |
Токарная |
|
|
|
Закрепить за |
|
|
|
1.Расточить
канавку *радиус инструмента. |
Резец ширина в=8 мм |
|
|
2.Расточить канавку
|
|
|
|
|
|
|
075 |
Токарная |
|
|
|
1.Расточить |
Допускается чистота 3,2 и на 1шт. дробь |
|
|
2.Расточить |
|
|
|
3.Расточить канавку
|
Резец ширина в=7.5H12 |
|
|
4.Расточить фаску 1x45˚. |
|
|
|
5.Подрезать торец
на фланце |
|
|
|
Допуски ⊥ - 0,05 мм; © - 0,03 мм; ↗ (0,05 мм) обеспечиваются тех.процессом. |
|
|
|
|
|
|
080 |
Токарная |
|
|
|
Закрепить за |
|
|
|
1.Расточить отв.
|
|
|
|
2.Точить фаску 2x45˚
на |
|
|
|
3.Расточить фаску
2x45˚ в отв. |
|
|
|
|
|
|
085 |
Слесарная |
|
|
|
1.Разместить две площадки с размерами 30 и ˂22˚30‘, выдерживая размер 144 (см. вид Б). |
|
|
|
2.Кернить разметку. |
|
|
|
3.Разметить и кернить
разметку центров 8 отв. |
|
|
|
|
|
|
090 |
Фрезерная |
|
|
|
Развернуть деталь на 22,5˚ относительно оси. Развернуть головку шпинделя на 45˚. Фрезеровать последовательно 2 площадки на R38 30x30 как чисто. |
|
|
|
|
|
|
095 |
Координатно-расточная |
|
|
|
1.Разметить центра
4-х отверстий под резьбу М16, выдерживая
размер |
|
|
|
2.Разметить центра
4-х отверстий |
|
|
|
3.Разметить центра
8 отверстий |
|
|
|
4.4 отв. |
|
|
|
|
|
|
100 |
Координатно-расточная |
|
|
|
1.Разместить центра двух отверстий на фрезерованных площадках, выдерживая ˂22,5˚ относительно оси фланца, выдерживая размер 144 мм. Допускается вместо размера 144 мм выполнить размер 154 мм, для пр.0300 зав.№2, остальное по чертежу. |
|
|
|
2.Кернить центра отверстий. |
|
|
|
|
|
|
105 |
Координатно-расточная |
|
|
|
1.Сверлить
последовательно 2 отверстия |
|
|
|
2.Сверлить
последовательно 2 отверстия |
Сверло |
|
|
3.Зенкеровать 2
отверстия |
Зенкер заточенный под ˂90˚. |
|
|
4.Зенкеровать 2 фаски
1x45˚
на |
|
|
|
5.Нарезать резьбу
М10x1 в двух отверстиях |
Метчик |
|
|
|
|
|
110 |
Фрезерно-расточная |
|
|
|
Фрезеровать 8 пазов по разметке, выдерживая размеры 32; R25 (см. сечение А-А). |
|
|
|
|
|
|
115 |
Координатно-расточная |
|
|
|
1.Сверлить 4 отверстия
|
|
|
|
2.Сверлить 4 отверстия
|
|
|
|
3.Сверлить 8 отверстий
|
|
|
|
А. Сверлить 4 отв.
|
|
|
|
4.Зенкеровать 2 фаски
2x45˚ в отверстиях |
|
|
|
5.Нарезать резьбу
М16x2 в 4-х отверстиях |
|
|
|
А. Нарезать резьбу
М16x1,5 в отверстие |
|
|
|
6.Зачистить
заусенцы в 4-х отверстиях в отв. |
|
|
|
|
|
|
120 |
Слесарная |
|
|
|
Зачистить заусенцы. |
Напильник |
|
|
|
|
|
125 |
Дробеструйная |
|
|
|
Дробеструить корпус нижнего подшипника, предварительно закрыв все рабочие поверхности корпуса. |
|
|
|
|
|
|
130 |
Малярная |
|
|
|
Произвести покрытие в соответствии с пунктом 4 чертежа. |
|