

По оформлению
На листах форм. А4, с нумерацией стр. со 2 стр.
Структура ПЗ
1. Тит лист
Федеральное агентство по образованию
Северо-Западный заочный Технический Университет
Кафедра автоматизации производственных процессов
Курсовая работа.
По дисциплине: Автоматизация технологических процессов и
производств.
Выполнил:
Шифр:
Проверил
СПб
2006.
2. Содержание.
3. Задание
4. Источники литературы.
1. АнализОпределить структуру и состав технологических компонентов и подсистем ГАУ в соответствии с заданием.
Произвести расчет уровня автоматизации всех подсистем ГПС, обеспечивающих производственную программу в соответствии с заданной производительностью;
2. Описать функционирование подсистемы ГАУ в соответствии с шифром задания;
«Стружкодробление и удаление отходов производства в ГАУ»
3. Разработать алгоритм действий по перемещению материального потока подсистем ГАУ в соответствии с заданным маршрутом
4. Разработать схему управления ГАУ.
Производственная программа 10000 шт.
Деталь-представитель

Типовой технологический процесс

|
№ операции |
005 |
010 |
015 |
020 |
025 |
030 |
|
|
Время выполнения, мин |
2 |
5 |
6 |
3 |
3 |
1 |
20 |
1.1. Определить структуру и состав технологических компонентов и подсистем ГАУ в соответствии с заданием.
Произвести расчет уровня автоматизации всех подсистем ГПС, обеспечивающих производственную программу в соответствии с заданной производительностью;
Для определения структуры ГАУ необходимо рассмотреть возможности технологического оборудования, используемого существующем типовом ТП.
На заготовительной операции 005 используется отрезной станок 8Б72 – (8 тип станка разрезные) механическая ножовка.
|
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
ручное |
0 |
|
|
Установка заготовки на станке |
ручная |
0 |
|
|
Закрепление заготовки |
ручное |
0 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
ручная |
0 |
|
|
Контроль режущего инструмента |
ручная |
0 |
|
|
Смена инструмента |
ручная |
0 |
|
|
Снятие готовой детали |
ручная |
0 |
|
|
Удаление стружки |
ручная |
0 |
|
|
Выключение оборудования |
ручная |
1 |
|
Итого |
2
|
||
![]()
Учитывая низкий уровень автоматизации и то что станок не автоматизирован его не возможно использовать в составе ГПС без глубокой модернизации.
Возможные варианты действий:
-
вынести заготовительную операцию за пределы ГАУ в отдельную, не автоматизированную заготовительную позицию
-
заменить используемое оборудование на автоматизированное
-
разработать схему глубокой модернизации имеющегося оборудования.
На операциях 010 и 015 используется станок 16К20Ф3.

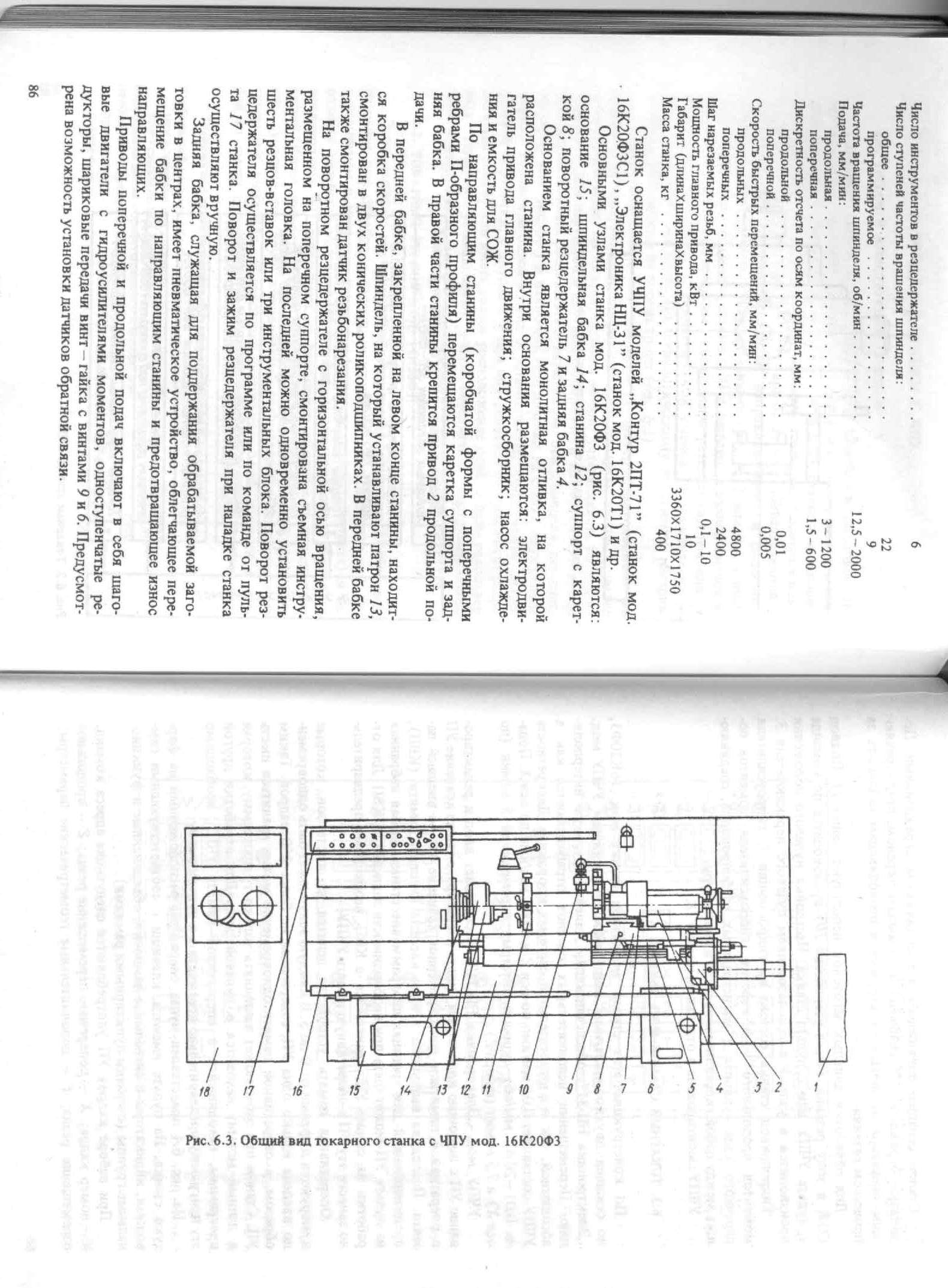
Технические Характеристики:
Наибольший диаметр устанавливаемого изделия над станиной - 500 мм.
Наибольшая длина устанавливаемого изделия в центрах - 900 мм.
Наибольший диаметр обрабатываемого изделия над станиной - 320 мм.
Наибольший диаметр обрабатываемого изделия над суппортом 200 мм.
Наибольший ход суппортов по оси Х - 210/по оси Z - 905мм.
Максимальная скорость быстрых перемещений: мм/мин
- продольных 5000
- поперечных 3000
Минимальная/Максимальная скорость рабочих подач: мм/мин
- продольных 1...2000
- поперечных 0,5...1500
Регулирование частот вращения шпинделя ступенчатое
Количество ступеней регулирования частот вращения шпинделя 3
Частоты вращения шпинделя на ступени I/II/III (с эл.двигателем 1500 об/мин) об/мин 80/220/660
Количество управляемых/одновременно управляемых координат 2/2
Система управления – контурная разомкнутая.
Количество входных/выходных сигналов 32/16
Число корректоров 6
Память управляющих программ байт 7900
Емкость архива управляющих программ Кбайт 16
Максимальное число кадров управляющих программ 254
Габариты(мм) 3700х2260х1650
Вес(кг) 3800
1.2. Станок модели 16к20ф3
|
№ п/п |
Наименование функции |
Уровень автоматизации |
Значение |
|
|
Включение оборудования |
автоматизированное |
0,5 |
|
|
Установка заготовки на станке |
ручная |
0 |
|
|
Закрепление заготовки |
автоматизированное |
0,5 |
|
|
Поиск инструмента |
автоматическое |
1 |
|
|
Установка нулевой точки инструмента |
автоматизированное |
0,5 |
|
|
Обработка заготовки |
автоматическое |
1 |
|
|
Контроль обрабатываемой поверхности |
ручной |
0 |
|
|
Контроль режущего инструмента |
ручной |
0 |
|
|
Смена инструмента |
автоматизированное |
0,5 |
|
|
Снятие готовой детали |
автоматизированное |
0,5 |
|
|
Очистка базовой поверхности патрона |
ручно |
0 |
|
|
Удаление стружки |
ручное |
0 |
|
|
Выключение оборудования |
автоматическое |
1 |
|
Итого |
6
|
||
![]()
Не смотря на невысокий уровень автоматизации оборудование может использоваться в составе ГПС после дооснащения его обеспечивающими системами:
-
подачи заготовок
-
контроля изделий и инструмента
-
удаления отходов
На 020 и 025 операциях используется станок 3Т160 – полуавтомат торцешлифовальный.

Полуавтомат предназначен для одновременного шлифования торца и прилегающей к нему цилиндрической поверхности методом врезания в условиях серийного и массового производства.
Класс точности полуавтомата П.
Шероховатость обрабатываемой поверхности, мкм: цилиндрической Ra 0,63, торцовой Ra 1,25.
Полуавтомат имеет высокую степень автоматизации и механизации основных и вспомогательных движений и может встраиваться в автоматическую линию.
Шлифовальная бабка повернута на угол 2(3°34/. Подача шлифовальной бабки производится в плоскости круга.
На полуавтомате можно выполнять следующие виды шлифования:
-
врезное при ручном управлении;
-
врезное по полуавтоматическому циклу до упора;
-
врезное по полуавтоматическому циклу с прибором активного контроля.
Полуавтоматический цикл работы станка после установки изделия в патрон осуществляется в такой последовательности:
-
зажим изделия в патроне;
-
подвод шлифовальной бабки к изделию, включение вращения изделия и насоса охлаждения;
-
форсированная подача шлифовальной бабки;
-
черновое шлифование и ввод измерительной скобы;
-
чистовое шлифование;
-
доводочное шлифование;
-
выхаживание;
-
отвод шлифовальной бабки и измерительной скобы, выключение вращения изделия и насоса охлаждающей жидкости;
-
разжим изделия.
На полуавтомате предусмотрена система охлаждения обрабатываемого изделия эмульсией, подаваемой из специального бака в зону шлифования и правки.
Очистка эмульсии от шлама осуществляется магнитным фильтром-сепаратором.
Корректированный уровень звуковой мощности LPA не превышает 102 дБА.
Год исполнения установочной серии—1975.