

2.11 Перехідні зубці
Перехідні зубці виконуються тільки у протяжок (круглих і шліцьових) групового різання. Вони призначені для плавного переходу від чорнових зубців до чистових і відрізняються від чорнових підйомом, що поступово зменшується, на зубець. Це призводить до плавного зменшення сили протягування при вступі до роботи чистових зубців.
Перехідні
зубці працюють групами по два зубця
(![]() =2).
Число груп і розподіл припуску Ап
(табл. 2.12) між ними встановлюється по
таблиці 2.15.
=2).
Число груп і розподіл припуску Ап
(табл. 2.12) між ними встановлюється по
таблиці 2.15.
Розміри перехідних зубців в торцевому перерізі приймаються точно такими, як і для чорнових зубців, у яких в групі два зубці . Профіль їх в осьовому перерізі однаковий з профілем чорнових зубців.
Таблица 2.15 - Число груп та розподіл припуску по групах
(Підйом на зубець) перехідних зубців
|
Припуск Ап , мм |
Число груп |
Розподіл припуску по групам, мм | ||
|
1 група |
2 група |
3 група | ||
|
до 0,1 |
1 |
Ап |
- |
- |
|
понад 0,1 до 0,24 |
2 |
0,67Ап |
0,33Ап |
- |
|
понад 0,24 до 0,52 |
3 |
0,53Ап |
0,33Ап |
0,17Ап |
|
Примітка. |
Розподіл припуску Ап при необхідності може бути скоректовано | |||
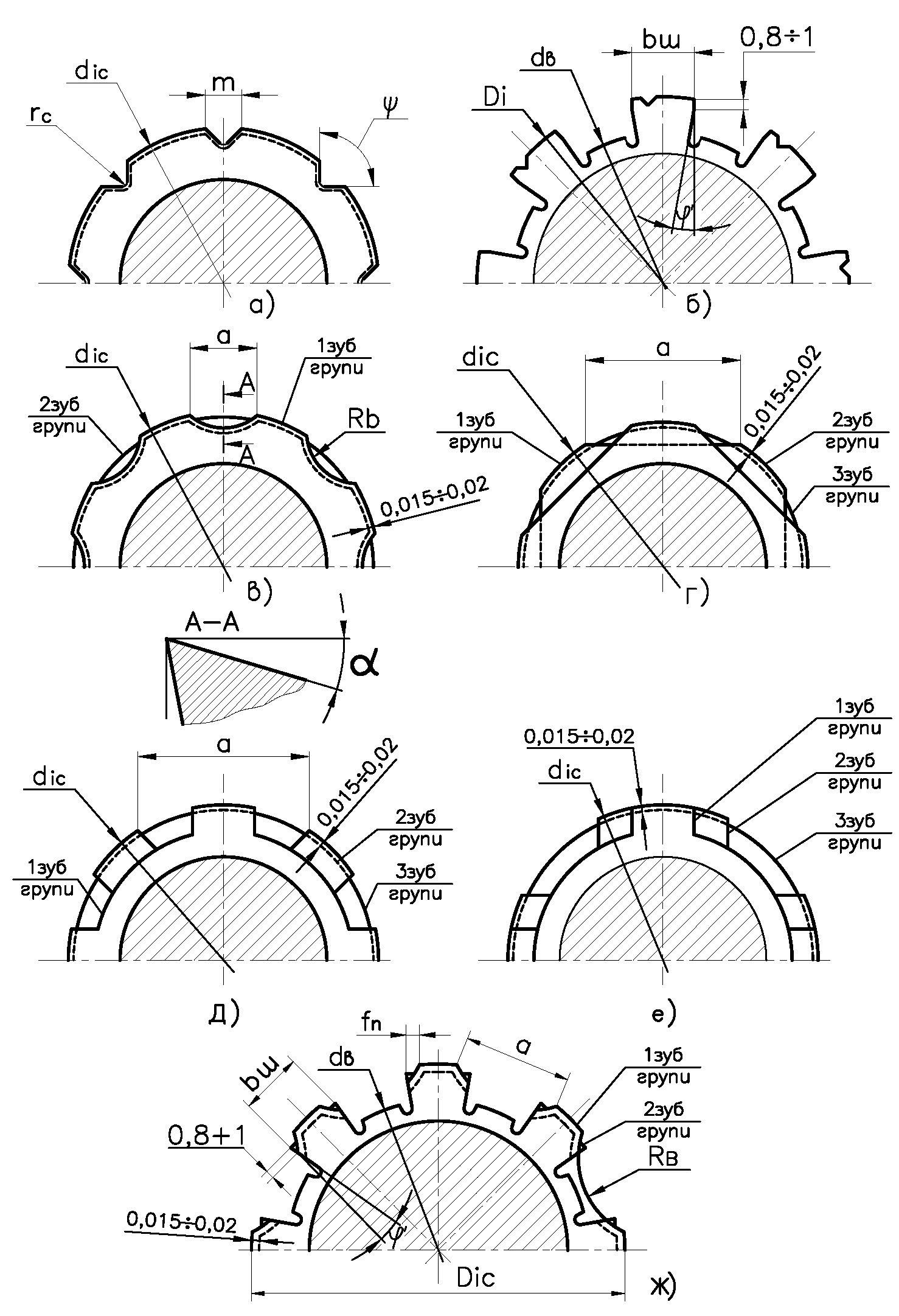
Рисунок 2.3 - Торцевий перетин (по западині) зубців протяжок
2.12 Чистові зубці
Чистові зубці призначені для видалення дефектного шару (величина припуску Ач табл. 2.13), що залишається після проходу чорнових перехідних зубців, і зменшення шорсткості обробленої поверхні. Ними, головним чином, визначається шорсткість протянутого отвору. Чистові зубці працюють взагалі по одинарній схемі різання з підйомом на кожен зубець, але у протяжок групового різання інколи можуть працювати по груповій з Zс=2.
Кількість чистових зубців і величину підйому на зубець Sч вибирають по таблиці 2.16.
Таблиця 2.16 - Число чистових зубців і величина підйому на зубець Sч, мм
|
Підйом на зуб на бік Sч, мм |
Число чистових зубців | ||
|
Параметр шорсткості обробленої поверхні Ra, мкм | |||
|
до 1,25 |
понад 1,25 до 2,5 |
понад 2,5 | |
|
0,02 |
2 |
2 |
2 |
|
0,01 |
3 |
2 |
1 |
|
0,00 |
1 |
1 |
1 |
При виборі діаметрів чистових зубців треба виходити з того, що діаметри останніх двох чистових зубців повинні бути рівні діаметру калібрувальних зубців. Для того, щоб розміри чистових зубців співпадали з
розмірами перехідних зубців, допустимо коректування їх числа у бік збільшення.
Розділення стружки (при одинарній схемі) виконується або стружкорозподільними канавками (табл. 2.10), або викружками, які розташовуються в шаховому порядку (рис. 2.4). Число їх [1, 4]
![]() ,
(2.19)
,
(2.19)
а ширина
ач = а – (23), мм .
Радіус викружок чистових зубців Rв приймають таким, як і для чорнових зубців.
Крок чистових зубців у протяжок одинарного різання, як правило, однаковий з кроком чорнових. У протяжок групового різання при кроці чорнових зубців t 10 мм крок чистових зубців
tч =(0,50,7)t,
причому пропорційно повинні бути зменшені всі параметри стружкової канавки. Якщо точність протягувального отвору нижча Н11 або крок чорнових зубців t<10 мм, то в цілях технологічності tч =t.
Для одержання малої шорсткості крок чистових зубців рекомендують робити змінним.