

Глава III
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ НЕРЫБНЫХ ОБЪЕКТОВ ПРОМЫСЛА
ОБОРУДОВАНИЕ
ДЛЯ ОБРАБОТКИ КРАБОВ
Основной вид продукции из крабов — консервы. Все тело краба покрыто твердым панцирем, на головогруди находятся конечности — пара ног с клешнями и три пары ходильных ног. Части ног подразделяются на первый плечевой сустав — розочка, второй плечевой сустав — толстый членик, третий сустав — коленце, четвертый сустав — тонкий членик, клешня правая большая, клешня левая малая, коготь.
Съедобное мясо у краба расположено в панцире ходильных и клешненосных ног, а также в абдомене. Ноги краба состоят из панцирных трубок, соединенных кожистыми суставами. Для извлечения мяса панцирную трубку необходимо разрезать в области сустава.
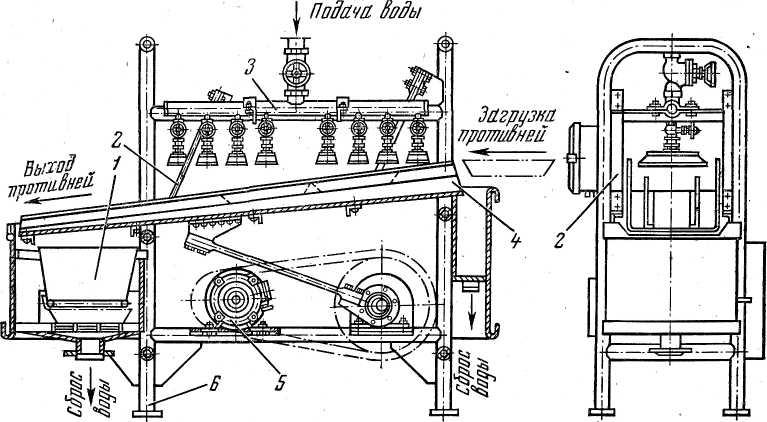
Машина ИСПК предназначена для срыва головогрудного панциря с краба, зачистки крабовых конечностей от абдомена и внутренностей. Машина двухлинейная и может обрабатывать крабов различных видов (размер панциря 125— 260 мм в поперечнике) с производительностью 70 шт./мин.
Основные узлы (рис. 100): станина, несущий пластинчатый конвейер, кулачки для утапливания панциря, кулачки для утапливания абдомена, клиновое устройство для срыва панциря, опорные лотки, желоб для отходов, загрузочный стол и привод.
Внутри станины размещен несущий конвейер, в состав которого входят ведущий и ведомый валы, натяжные устройства и транспортирующее пластинчатое полотно, собранное на трех ветвях втулочно-роликовой цепи с шагом 100 мм. Полотно собирается в определенном порядке из наборов специальных пластин. В наборе шесть пластин, каждая из которых имеет определенную форму, в целом же они образуют окно в полотне конвейера для размещения краба, называемое операционным.
Края пластин для жесткости имеют отбортовку, к третьей и шестой пластинам приварены пальцы-захваты, забирающие крабов со стола загрузки.
Стол загрузки принимает крабов из бункера-накопителя. Рабочая площадка стола изготовлена из листовой стали. В ней имеются два фигурных загрузочных гнезда, в нижней части которых сделаны продольные прорези для прохода пальцев-захватов рабочего полотна конвейера.
Фигурные гнезда предназначены для закладки крабов, поступающих на разделку. При передаче краба со стола загрузки в операционное окно туловище краба поддерживается опорными лотками прямоугольной формы.
Верхняя рабочая сторона лотка гладкая, нижняя снабжена ребрами жесткости и проушинами для крепления к станине. Опорные лотки подведены под операционные окна полотна конвейера в зоне от загрузочных гнезд до узла срыва панциря. Наличие пазов в проушинах позволяет регулировать высоту установки опорных лотков с требуемым углом наклона.
Крабы небольших размеров опускаются головогрудным панцирем до упора в лоток под действием собственной силы тяжести. Крупные крабы утапливаются до упора с помощью специальных кулачков.
В машине имеются два кулачковых узла: для утапливания панциря и абдомена. Комплект каждого узла состоит из вала, двух радиально расположенных сегментообразных кулачков, приводной звездочки и фланцевых подшипников скольжения. Движение кулачков синхронизировано с движением пластинчатого полотна несущего конвейера.
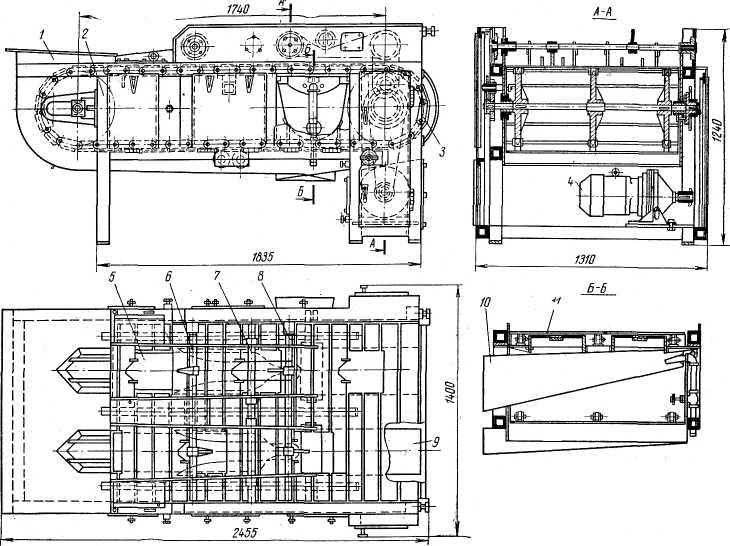
1—загрузочный стол; 2 — станина; 3 — несущий конвейер; 4 — привод; 5 — поддерживающий лоток; 6 — кулачки для утапливания панциря; 7 — направляющие; 8—кулачки для утапливания абдомена; 9—опорный лоток; 10— лоток для отходов; 11—клиновое устройство.
Основным рабочим узлом машины является клиновое устройство, отделяющее головогрудный панцирь вместе с внутренностями от конечностей краба. Узел состоит из двух клиньев, вилки и кронштейнов. Клинья левого и правого исполнения имеют плоскую форму с округленными кромками. В канавку между клиньями и кронштейном закладывается вилка, зубцы которой имеют плавный незначительный загиб вниз. Вилка отделяет абдомен от конечностей краба.
Кронштейн представляет собой площадку, на концах которой приварены пластины с прорезями для крепления к станине. На поверхности площадки имеется паз для захода концов клиньев, между которыми расположена вилка. Клинья крепятся к кронштейну винтами с потайными головками. Точность изготовления и установки клинового устройства определяет качество разделки крабов.
Под клиновым устройством между ветвями полотна конвейера устанавливается желоб из тонколистовой нержавеющей стали для сбора и выноса из машины всех отходов: головогрудного панциря, абдомена и внутренностей. Желоб крепится к станине под углом 13°. Для лучшего выноса отходов из машины к желобу подводится вода.
При укладке вручную в загрузочные гнезда подаваемые из приемного бункера крабы на столе загрузки ориентируются абдоменом вперед, головогрудным панцирем вниз. Из гнезд, крабы забираются пальцами-захватами и сдвигаются в соответствующие окна рабочего полотна.
Под действием собственной силы тяжести краб опускается до упора в опорный лоток, конечности его остаются на рабочем полотне, располагаясь по обе стороны окна. В таком положении краб рабочим полотном перемещается под кулачки для утапливания панциря, которые прижимают всех крабов до упора в опорные лотки, этим обеспечивается 100%-ный заход крабов головогрудным панцирем в зев клиньев клинового устройства для срыва панциря. Далее рабочее полотно проносит конечности над клиньями и головогрудным панцирь затягивается в просвет между ними. Внутренние кромки клиньев скользят по поверхности ножек, вдавливаются между ними и панцирем головогруди и разделяют их. Вместе с панцирем удаляются плотные и жидкие внутренности.
При дальнейшем движении рабочего полотна краб подается под кулачки для утапливания абдомена, которые вдавливают абдомен с остатками внутренностей между клиньями. Вилки, находящиеся между клиньями, удаляют внутренности.
Головогрудный панцирь, абдомен и все внутренности падают в желоб и выносятся в потоке воды из машины. Крабовые конечности подаются рабочим полотном на скребковый конвейер, передающий их на варку.
Мощность электропривода машины 2,2 кВт, ее габариты 2455Х1400Х1240 мм, масса 1350 кг.
Крабоварка ИКВ предназначена для варки и охлаждения крабовых конечностей, поступающих с машины ИСПК.
Основные узлы (рис. 101): цепной ковшовый конвейер, загрузочная площадка с охладителем, варочный аппарат, водяной и паровой теплообменники, приводная станция и гидросистема.
Цепной ковшовый конвейер состоит из двух цепных ветвей, между которыми с шагом 400 мм укреплены 32 ковша. Ковши имеют глухие боковые стенки, трапециевидное основание, к которому с шагом 65 мм приварены дугообразные прутки из нержавеющей стали, образующие стенки продольных сторон ковша. Каждый ковш вмещает до 130 крабовых конечностей.
Для направления движения цепей в варочном аппарате и охладителе установлены направляющие шины с ребордами, по которым перемещаются ролики цепей.
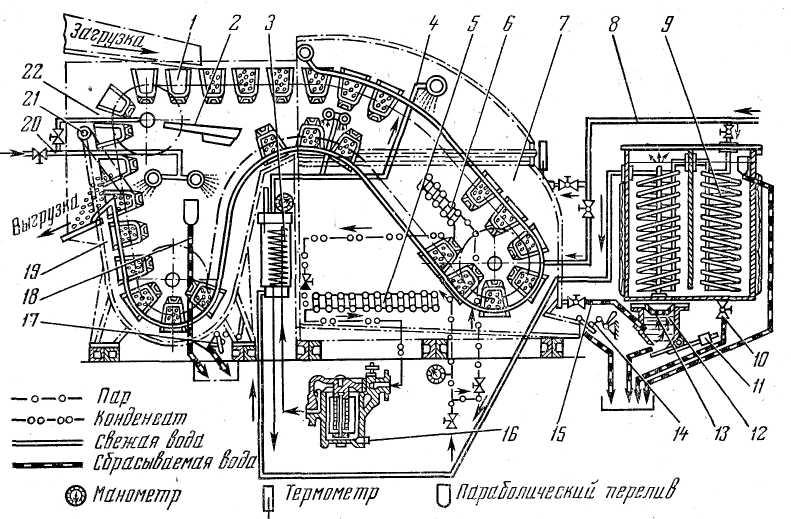
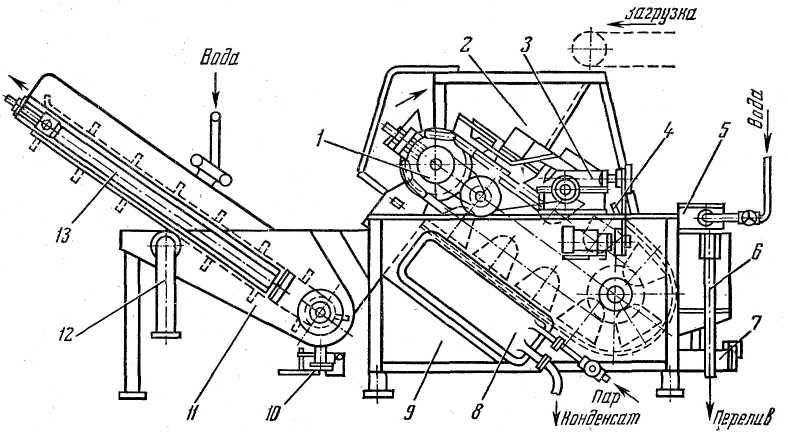
Рис. 101. Крабоварка ИКВ:
1 — ковшовый конвейер; 2 — поддон; 3 — паровой теплообменник; 4 — паровой нагреватель, 5 — дополнительный паровой нагреватель: 6 — варочный аппарат; 7 — водяной теплообменник; 8 — затвор отстойника; 9 — отстойник; 10 — фильтр; 11 —конденсационный горшок; 12 — механизм спуска воды из охладителя; 13 — охладитель; 14— разгрузочная гребенка; 15 — спускной трубопровод; 16 — конденсационный горшок; 17 — механизм спуска воды из охладителя; 18 — трубопровод отвода воды из охладителя; 19 —охладитель; 20 — трубопровод, подачи воды на охлаждение; 21 — разгрузочная гребенка; 22 — трубопровод подачи воды на подшипники.
По всей длине конвейера по направлению движения ковшей укреплена решетка из продольно расположенных прутков, которые заходят в просветы между прутками ковшей и образуют над ковшами как бы общую крышку, препятствующую выпаданию крабовых конечностей. В зонах загрузки и выгрузки ковшей направляющие прутки отсутствуют.
Для выгрузки из ковшей вареных крабовых ножек на выходе ковшей из охладителя предусмотрена разгрузочная гребенка, которая своими зубьями входит в просветы между прутками ковшей и принудительно выталкивает застрявшие конечности на приемный стол.
Загрузочная площадка крабоварки размещена над охладителем в головной части машины, с трех сторон ограждена перилами и снабжена двумя откидными трапами, расположенными по обе стороны крабоварки.
На площадке в районе загрузки имеется загрузочный стол, предназначенный для приема крабовых конечностей и загрузки их в ковши.
Охладитель представляет собой резервуар, через который проходит цепной ковшовый конвейер. В днище охладителя имеется механизм для спуска воды и люк для осмотра и санитарной обработки внутренней части. В месте разгрузки ковшей предусмотрен лоток. В средней части корпуса охладителя между боковыми стенками укреплена глухая перегородка, направляющая движение воды навстречу движению ковшей. Свежая холодная вода подается через коллекторы. Регулирование уровня воды в охладителе осуществляется с помощью параболического переливного патрубка.
В корпусе варочного аппарата проходит цепной ковшовый конвейер, смонтированы нагревательные элементы, защитные козырьки и система направляющих устройств. Прямоугольный корпус имеет срез по контуру движения ковшей в верхнем углу, в противоположной от охладителя стороне. В этой зоне предусмотрена ловушка для сбора пены, образующейся при варке, и сброса ее в водяной темплообменник. Днище корпуса варочного аппарата выполнено с незначительным уклоном в сторону водяного теплообменника для образования выступа-ловушки, которая закрывается специальным запирающим устройством. В ловушке собираются все отходы, образующиеся в варочном аппарате в процессе варки: скоагулированные белки, кровь, внутренности, выпавшие из ковшей части крабовых конечностей. Накопившиеся в ловушке отходы сбрасываются в отводящий желоб поворотом рычага запирающего устройства. От верхней части ловушки отходит патрубок, соединяющий корпус варочного аппарата с отстойником водяного теплообменника. В нижней части корпуса в боковых стенках на рамках люков укреплен основной паровой нагреватель с поверхностью нагрева 8,4 м2.
Между ветвями конвейера установлен вспомогательный подогреватель с поверхностью нагрева 1,3 м2 предназначенный для подогрева воды в пусковой период, для случаев, когда температура окружающего воздуха падает ниже 0°С, и при обработке крабов, средняя масса которых превышает 2 кг.
К варочному аппарату крепится водяной теплообменник, предназначенный для использования тепла отработавшей кипящей воды с целью подогрева поступающей на варку воды. Корпус водяного теплообменника состоит из двух смежных камер, разделенных глухой перегородкой, имеющей в нижней части узкую щель для перехода воды из одной камеры в другую. В камерах установлены соединенные между собой змеевики из медных труб диаметром 25 мм. По змеевикам последовательно из одной камеры в другую и далее в варочный аппарат проходит свежая вода, подогреваясь до 50°С.
Для обеспечения крабоварки технологической морской водой предусмотрена система трубопроводов. Часовой расход воды на варку составляет 2300 л, на охлаждение 18 400 л.
В пространстве между варочным аппаратом и охладителем установлены паровой теплообменник и приводная станция.
Паровой теплообменник обеспечивает нагрев воды, идущей от водяного теплообменника, за счет тепла отработанного пара, выходящего из паровых нагревателей.
Приводная станция включает электродвигатель мощностью 1,1 кВт, червячный редуктор и вариатор скоростей. Привод обеспечивает движение ковшового конвейера с четырьмя скоростями от 0,6 до 1,2 м/мин и, следовательно, продолжительность варки от 7 до 3,5 мин и охлаждения от 4,6 до 2,3 мин.
Крабовые конечности, поступающие на скребковом конвейере от машины ИСПК, сбрасываются на загрузочный стол крабоварки. Работница, стоящая на загрузочной площадке, сдвигает со стола порцию до 130 шт. крабовых конечностей в непрерывно движущиеся ковши. Загруженные ковши перемещаются в варочный аппарат, на входе в который они орошаются из коллекторов горячей водой, поступающей после парового теплообменника. Затем ковши опускаются в кипящую морскую воду, в которой осуществляется варка крабового мяса. На выходе из варочного аппарата ковши вновь попадают в зону орошения. При этом происходит теплообмен между подаваемой из коллектора водой и более нагретым ковшовым элеватором с крабовыми конечностями. Стекающая вода образует водяную завесу, препятствующую выходу пара из варочного аппарата. Из варочного аппарата ковши переносятся в охладитель, попадают в зону орошения холодной водой, затем погружаются в холодную постоянно сменяющуюся воду. На выходе из воды ковши попадают в зону орошения второго коллектора. Конечности окончательно охлаждаются, промываются и выгружаются в разгрузочный лоток. Освободившиеся ковши, подаваемые на загрузку, промываются струями воды. Крабовые конечности передаются на разделку.
Производительность крабоварки в зависимости от режима работы составляет 2300— 4600 кг/ч, габариты 6000X2400X3250 мм, масса 7527 кг.
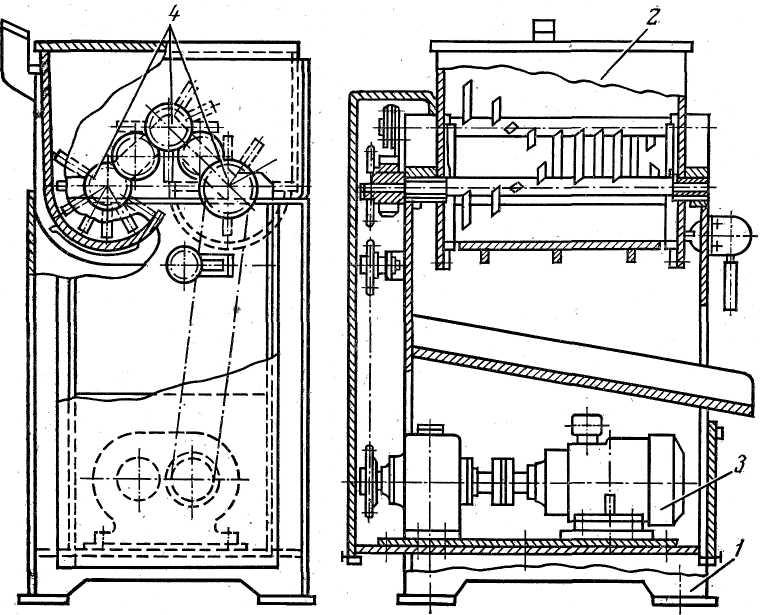
Крабоварка ИКВ-М представляет собой модернизацию крабоварки ИКВ. При модернизации внесен ряд конструктивных изменений, позволивших исключить резервуар охлаждения, уменьшить длину конвейера и соответственно металлоемкость, однако увеличился расход морской воды на охлаждение.
Основные узлы (рис. 102): цепной ковшовый конвейер, загрузочный стол с охладителем, варочный аппарат, водяной и паровой теплообменники, приводная станция и гидросистема.
Цепной ковшовый конвейер состоит из двух цепей с шагом 200 мм, между которыми укреплены ковши для загрузки крабовых конечностей. Для направления движения цепей в варочном аппарате установлены специальные шины, по которым движутся ролики цепей. По всей длине конвейера по направлению движения укреплена решетка из продольно расположенных прутиков, образующих общую крышку над ковшами, которая препятствует выпаданию крабовых конечностей. Выгрузка вареных ножек производится в наклонный лоток после выхода ковшей из охладителя. Охладитель расположен под загрузочным столом, состоит из верхнего, нижнего и дополнительного оросителей, каждый из которых включает систему труб с отверстиями для орошения.
Загрузочный стол размещен в головной части машины. С обеих сторон стола имеются загрузочные площадки, снабженные откидными лестницами и огражденные перилами.
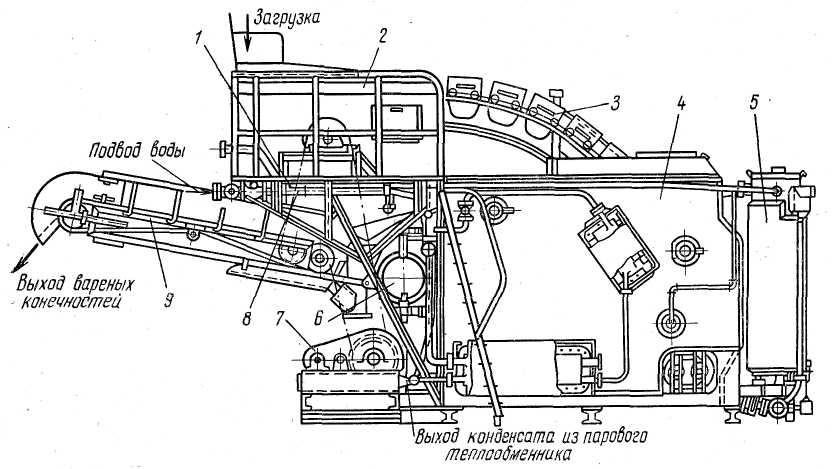
1—загрузочная площадка; 2 —. загрузочный стол с охладителем; 3 — ковшовый конвейер; 4 — варочный аппарат; 5 — водяной теплообменник; 6 — паровой теплообменник; 7 — приводная станция; 8 — гидросистема; 9 — разгрузочный конвейер.
Варочный аппарат представляет собой резервуар, внутри которого проходит ковшовый конвейер. Во время работы резервуар заполнен морской водой, температура кипения которой поддерживается паровыми нагревателями. Для подогрева подаваемой в варочный аппарат свежей воды используется тепло отработавшей воды и конденсата из паровых нагревателей. С этой целью установлены водяной и паровой теплообменники. Водяной теплообменник состоит из двух смежных камер, в которых установлены последовательно соединенные змеевики из медных труб. В нижней части теплообменника имеется отстойник с запирающим устройством для быстрого спуска воды и промывки фильтра. Паровой теплообменник представляет собой кожухотрубный аппарат, выполненный из латунных трубок, развальцованных в трубных досках. В трубках циркулирует подогреваемая вода, между ними — конденсат.
К варочному аппарату крепится конвейер выдачи вареных крабовых ножек. Привод конвейера осуществляется от привода ковшового конвейера. Приводная станция крабоварки размещается в нижней части на сварной раме, к которой крепятся электродвигатель мощностью 0,7 кВт, импульсный вариатор и редуктор. Продолжительность варки зависит от скорости движения ковшового конвейера и регулируется в пределах от 3,5 до 7 мин.
Загрузка крабовых конечностей в непрерывно движущиеся ковши производится двумя работницами с двух сторон загрузочного стола.
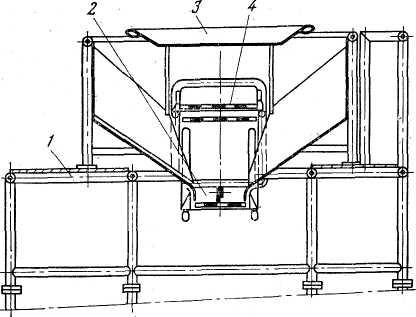
Рис. 103. Стол ручной разрывки крабовых конечностей:
1— рама; 2—конвейер клешненосных ног; 3 — столешница; 4 — конвейер ходильных ног.
Заполненные ковши вначале орошаются горячей водой, затем погружаются в кипящую воду. Из варочного аппарата ковши попадают в охладитель, в котором в зоне орошения верхнего и нижнего оросителей крабовые конечности охлаждаются холодной морской водой. При выходе из охладителя ковши разгружаются в лоток, по которому попадают на конвейер выдачи крабовых ножек, где охлаждаются дополнительным оросителем.
Расход морской воды на охлаждение составляет 25000 л/ч, габариты 7500X2400X3958 мм, масса 6200 кг.
Стол для разделения куста крабовых конечностей, соединенных между собой остатками панциря, представляет собой сварную конструкцию (рис. 103). В верхней части рамы на стойках закреплена столешница, на которой вручную разрывают куст крабовых конечностей. Под столешницей смонтированы тремя ярусами концевые звенья, ленточных конвейеров. Верхний из них предназначен для сбора и транспортировки ходильных ног, нижний — клешненосных. Лента нижнего конвейера снабжена перегородкой для раздельной транспортировки правых и левых клешненосных ног. По обе стороны столешницы расположено по три лотка в ряд для раздельной выдачи ходильных, правых и левых клешненосных ног. За столом работают четыре человека.
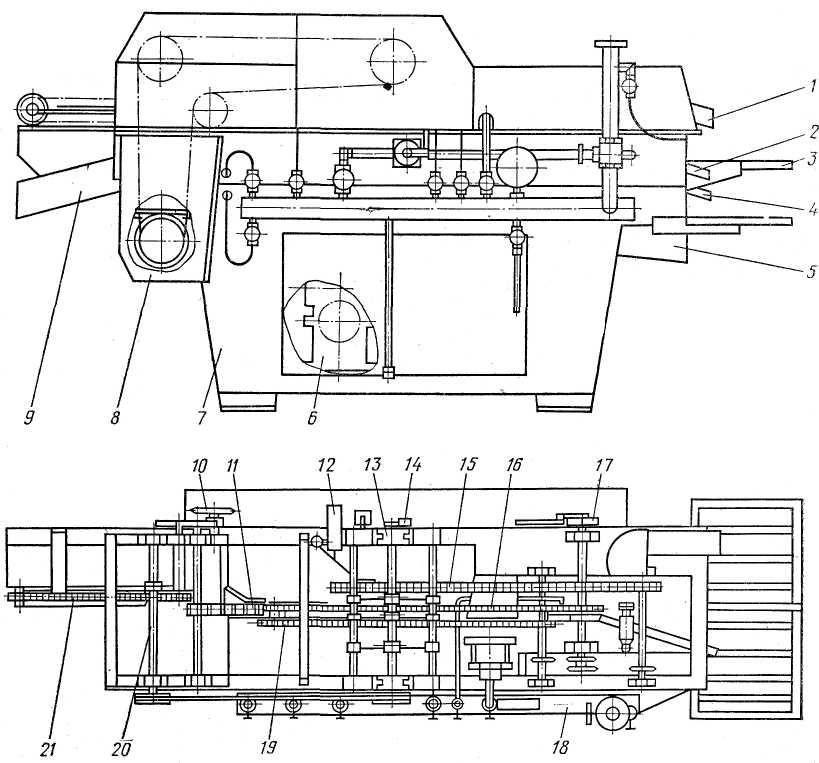
Машина ИРКХН (рис. 104) предназначена для разделки ходильных ног краба, в которых сосредоточена основная часть мяса краба. Машина, линейно-конвейерного типа, производительность ее 60 ножек в минуту.
Разделка ходильных ног заключается в отрезании розочки, когтя, вырезании двух сочленений с последующим извлечением мяса из панциря. Разрезание осуществляется дисковыми пилами, извлечение мяса — при помощи гидравлической струи. Мясо выдавливается водой из панциря, помещенного в специальные зажимы. Вода подводится к срезу членика в направлении расширения трубки панциря. Имеется узел резки, предназначенный для вырезания сочленений, обрезания розочки и когтя, и настройки дисковых пил на экономичный рез. Расстояние между ножами зависит от размеров ходильных ног, которые колеблются в значительных пределах. В основу конструкции узла положена пропорциональная зависимость длин частей ходильной ноги краба: толстого, тонкого члеников и коленца.
Цепи транспортировки тонкого членика и коленца выполнены из нержавеющих втулочно-роликовых цепей. Основу цепи составляют створки зажимов, которыми зажимается тонкий членик и коленце. Просвет между створками выполнен в форме, обеспечивающей надежную фиксацию панциря, но предотвращающей защемление мяса при гидравлической выбивке. Цепь транспортировки после расчленения ноги передает тонкий членик в зажим узла гидравлической выбивки мяса тонкого членика. Мясо коленца выбивается из его панциря, защемленного между створками зажимов цепи.
Цепь транспортировки толстого членика конструктивно отличается от цепи транспортировки тонкого членика и коленца. Ширина цепи по соединительному пальцу (47,5 мм) обеспечивает устойчивость цепи и надежную фиксацию толстого членика при отрезании розочки и вырезании сочленения. При заправке ходильной ноги в створки зажимов цепей транспортировки тонкого членика и коленца нога ориентируется на планку изгибом коленца, толстый членик цепью не захватывается. В дальнейшем захватом цепи транспортировки толстого членика ходильная нога поднимается, выравнивается и фиксируется в определенном положении. После расчленения толстый членик передается в зажим узла гидравлической выбивки.
Основу узла гидравлической выбивки тонкого членика (рис. 105) составляет зажим, обеспечивающий плотное обжатие тонкого членика по периметру, его фиксацию и подвод воды к срезу со стороны вырезанного сочленения.
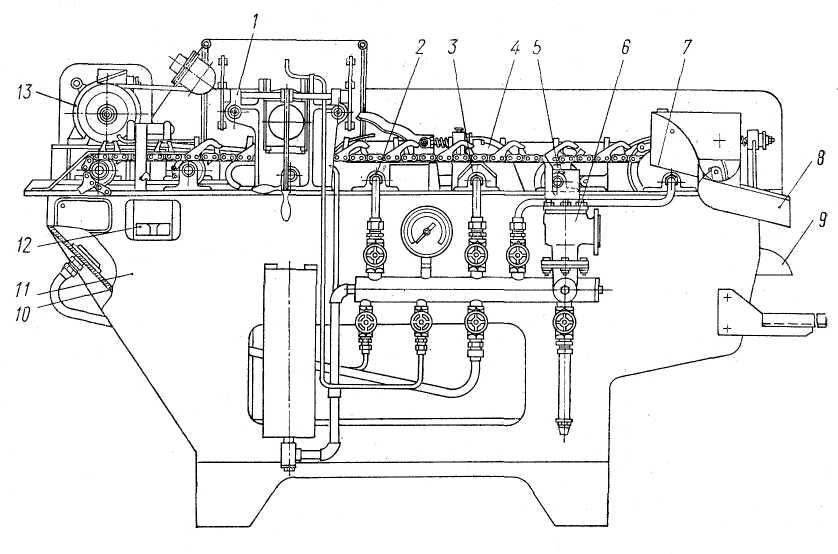
Рис. 104. Машина ИРКХН для разделка ходильных ног:
1 — узел резки; 2 — узел гидравлической выбивки тонкого членика; 3 — узел выбивки коленца; 4 — гидрожелоб для мяса коленца; 5 — ведущий вал; 6 — гидросистема; 7 — узел выбивки толстого членика; 8 — гидрожелоб для мяса толстого членика; 9 — гидрожелоб для мяса тонкого членика; 10 —гидрожелоб для отходов; 11 — станина; 12 — пост управления; 13 — привод.
Зажим состоит из двух шарнирно соединенных половин. Каждая половина имеет вкладыш из металла с наклеенной пористой резиной. Такая конструкция обеспечивает при закрытии зажима сжатие тонкого членика по периметру с образованием камеры для подвода воды к срезу. Нижняя половина зажима имеет сверление для сообщения с полой осью узла гидравлической выбивки, а верхняя — ролик на оси и направляющий штифт для принудительного закрытия зажима.
Узел гидравлической выбивки имеет три зажима, которые крепятся к корпусу под углом 120° друг к другу. В корпусе выполнены три радиальных сверления так, что они совпадают со сверлениями зажимов. Корпус посажен на полую ось на капроновой втулке. Ось имеет радиальное отверстие, расположенное так, что при повороте корпуса с гидрозажимами сверления зажимов поочередно совмещаются с радиальным отверстием оси, что обеспечивает подачу воды с давлением до 294 кПа в зажим.
Ось корпуса крепится на кронштейнах к станине, положение ее фиксируется стопорным винтом. Возможна установка определенного положения радиального отверстия оси относительно цепных зажимов. Принудительное закрытие зажима производится копирами для направляющего штифта и ролика верхней половинки зажима. Копир для ролика подпружинен, ход пружин регулируется. Зажимы узла гидравлической выбивки вращаются синхронно с зажимами цепи тонкого членика.
Узел гидравлической выбивки толстого членика принципиально не отличается от узла зыбивки тонкого членика. Узел гидравлической выбивки коленца представляет собой ступицу с закрепленными на ней четырьмя трубками, вращающуюся на полой оси, через которую подается, вода. Ступица приводится во вращение от редуктора через шестерню. Трубки вращаются синхронно с вращением зажимов цепи транспортировки коленца. Подача воды происходит в момент совпадения радиального сверления оси с отверстием трубки.
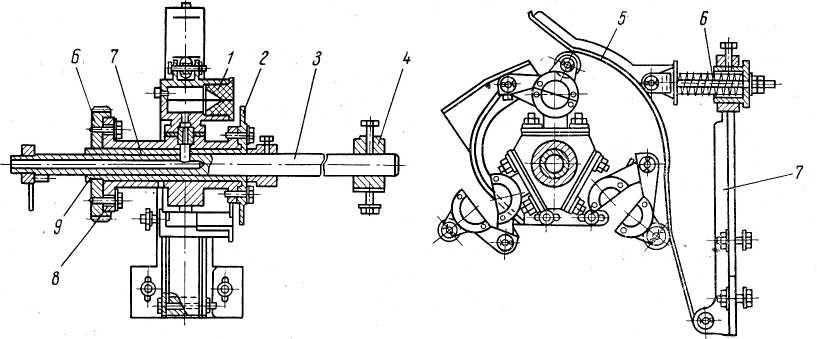
1— зажим; 2 — звездочка; 3 — ось; 4 — кронштейн оси; 5 — копир; 6 — пружина; 7 — кронштейн копира;
8 — шестерня; 9—втулка.
Через трубку в срез коленца под давлением поступает вода, мясо выбирается из панциря коленца. Ось узла покоится в кронштейнах, положение ее регулируется и фиксируется стопорными винтами.
Машину обслуживают два оператора: один закладывает ходильные ноги в раскрытые створки зажимов коленца и тонкого членика. При закладке ходильную ногу ориентируют по сочленению коленца и толстого членика на специальную поддерживающую рейку. Толстый членик и. розочка свободно свисают. При дальнейшем движении толстый членик клиновой планкой поднимается, ходильная нога выравнивается и толстый членик захватывается створками зажима; второй оператор настраивает дисковые пилы на экономичный рез с помощью специальной рукоятки. Мясо по видам (толстое, тонкое,, коленце) собирается в корзины.
Мощность электропривода машины 2,5 кВт, расход морской воды до 3 т/ч при давлении 245 кПа, габариты 2550x1345X1500 мм.
Полуавтомат ИПРК (рис. 106) предназначен для разделки ходильных ног краба с извлечением мяса. Автоматическая настройка дисковых пил на правильный рез обеспечивает производительность 60 ножек в минуту при обслуживании одним оператором.
Полуавтомат выполняет следующие технологические операции: отделяет розочку от ходильной ноги, ориентирует ходильную ногу на сочленение между толстым члеником и коленцем, выводит ходильную ногу в горизонтальное положение, настраивает дисковые пилы на правильный рез в зависимости от размера ноги, расчленяет ходильную ногу и извлекает мясо из панциря члеников, выдает мясо по видам на дальнейшую обработку.
В нижней части станины размещается привод технологических узлов с системой храповых механизмов, обеспечивающих прерывистое движение конвейеров. Основные технологические узлы размещены на верхней части станины. На переднюю стенку устанавливаются конвейеры заправки и перехвата ног. На боковой стенке станины размещается водяная система с запорной и измерительной арматурой.
Внутри станины смонтирован гидрожелоб для сбора и отвода отходов разделки. На задней стенке установлены площадки для размещения корзин, в которые собирается мясо по видам.
Конвейер заправки предназначен для загрузки полуавтомата. В зажимы конвейера укладывают ходильные ноги, ориентированные на специальную рейку для правильного отрезания розочки.
1—лоток вывода мяса толстого членика; 2— лоток вывода мяса тонкого членика; 3—подставки для противней; 4 — лоток вывода мяса коленца; 5 — гидрожелоб отходов; 6 — приводная станция; 7— станина; 8—привод дисковых пил; 9 — лоток вывода розочки; 10— привод конвейера перехвата; 11— конвейер перехвата; 12— гидроцилиндр; 13— узел расчленения; 14 — механизм подъема дисковых пил; 15 — цепь захвата толстого членика; 16 — цепь захвата коленца; 17 — механизм привода цепей захватов; 18 — коллектор; 19 — цепь захвата тонкого членика; 20—дисковая пила обрезания розочки; 21—конвейер заправки.
Конвейер состоит из двух звездочек и специальной втулочно-роликовой цепи с зажимами для толстого членика. Розочка обрезается дисковой пилой, . получающей вращение от электродвигателя узла вырезания сочленений мощностью 1 кВт.
Конвейер перехвата предназначен для передачи ходильных ног из зажимов конвейера заправки в зажимы цепей транспортировки, в которых происходит извлечение мяса из панциря члеников. Конвейер состоит из ведомой и ведущей звездочек и втулочно-роликовой цепи, имеющей специальные разделительные планки для перемещения ног по рейке при переориентации. На конвейере ноги ориентируются на сочленения между толстыми члениками и коленцами. При этом толстый членик располагается вертикально, а коленце с тонким члеником — горизонтально.
Цепи транспортировки выполнены по аналогии с цепями машины ИРКХН. Перед узлом расчленения ног установлен датчик следящей системы. Датчик выполнен в виде шарнирной планки. Ходильная нога срезом розочки отклоняет планку на определенный угол в зависимости от длины толстого членика. Планка связана тягой с золотником следящей системы. Перемещение золотника вызывает соответствующий ход гидроцилиндра, который системой рычагов связан с коромыслом и тягами раздвигания ножей узла расчленения ходильных ног. Узлы расчленения и гидровыбивки конструктивно подобны соответствующим узлам машины ИРКХН.
Мощность электропривода машины 2,5 кВт, ее габариты 2950X650X1500 мм, масса 820 кг.
Машина ИРКН для извлечения мяса из ходильных ног краба (рис. 107, а) состоит из транспортеров обрезания розочки и когтя и узла гидравлической выбивки. В основу работы машины положен принцип выдавливания водой мяса из ходильных ног, у которых предварительно отрезаны розочки и коготь. Производительность машины 60 ног в минуту.
Транспортер обрезания розочки представляет собой втулочно-роликовую цепь с зажимами, которые служат для жесткой фиксации ходильных ног за толстый членик.
Для правильной ориентации ходильных ног на обрезание розочки имеется ориентирующая планка. Пульсирующее движение транспортера обеспечивается кулисным механизмом. Число ходов кулисного механизма в минуту — 60 — определяет производительность машины. Розочка обрезается дисковой пилой. Отрезанная розочка выводится из машины по лотку.
Транспортер обрезания когтя предназначен для фиксации ходильной ноги за тонкий членик и подачи ее под дисковую пилу обрезания когтя. Транспортер представляет собой втулочно-роликовую цепь с зажимами, створки которых образуют просвет для обеспечения надежной фиксации тонкого членика. Транспортер имеет ориентирующую планку для правильной загрузки и направляющую цепи для предотвращения провисания и фиксации ее при действии усилия от дисковой пилы в момент отрезания когтя.
Основным операционным узлом машины является узел гидравлической выбивки (см. рис. 107,б), служащий для выдавливания мяса струей воды, подаваемой через срез когтя. Узел состоит из двух колес: верхнего и нижнего, между которыми происходят защемление панциря тонкого членика и подача воды через специальную камеру для выдавливания мяса. По конструкции колесо представляет собой трехрогую звезду. Колеса соединены между собой зубчатой парой так, что впадины их при вращении совпадают. Пространство, образованное впадинами звезд, является гнездом для панциря тонкого членика. Для надежной фиксации панциря и создания направленной струи воды впадины заполняются вкладышем из пористой резины, обжимающей панцирь по периметру и образующей камеру для подвода воды точно в срез когтя.
Нижнее колесо насажено на полую ось, через которую в момент совмещения радиальных отверстий колеса и оси под давлением 294 кПа подается вода. Попадающая в камеру, образованную впадинами колес, вода выбивает мясо из целой ноги через срез когтя. Привод колес осуществляется через цепную передачу от транспортера обрезания когтя, что обеспечивает синхронность работы узлов. Мясо, пустые панцири и когти отводятся по гидрожелобам. Мясо по гидрожелобу подается в корзину, установленную на специальной подставке, а отходы отводятся на утилизацию.
Обслуживают машину двое рабочих: один закладывает ходильные ноги краба в зажимы транспортера обрезания розочки с ориентацией их на правильный срез, второй закладывает освободившиеся из зажимов ходильные ноги в транспортер обрезания когтя, ориентируя их по линии реза.
Разделка ходильных ног краба на машинах ИРКН позволяет увеличить выход мяса на 25—30% из-за отсутствия потерь, вызываемых расчленением ходильных ног на машинах ИРКХН.
Мощность электропривода машины 1,7 кВт, ее габариты 1790X705X1370 м, масса 270 кг.
Устройство для сортировки отходов от краборазделочных машин предназначено для отделения члеников с неизвлеченным мясом от остальных отходов. В отходы от разделки крабовых конечностей попадает до 6% члеников с неизвлеченным мясом к общему количеству обработанных крабовых конечностей. Основные узлы (рис. 108): загрузочный конвейер, сортировочная камера, воздуховод.
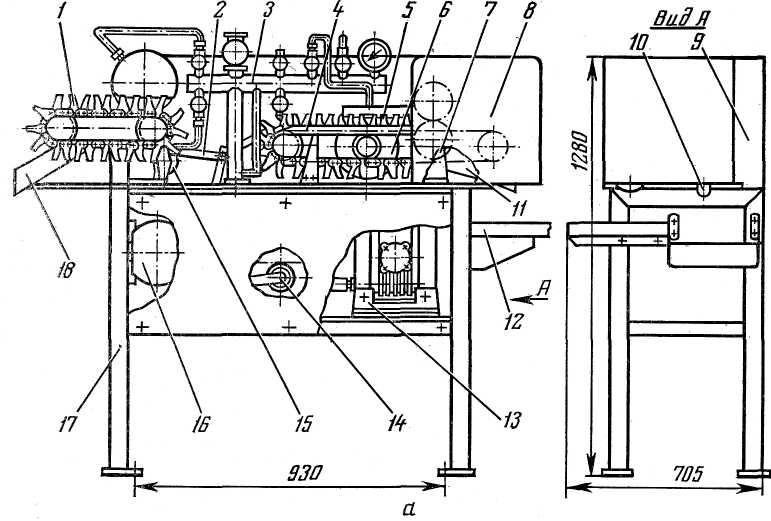
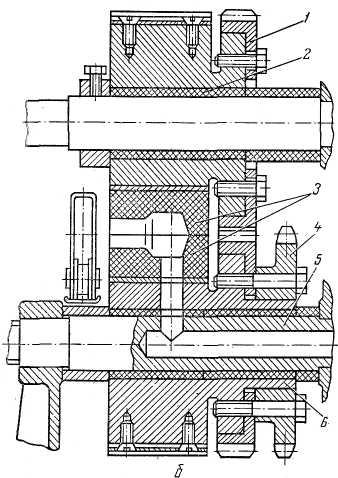
Рис. 107. Машина ИРКН для извлечения мяса из ходильных ног краба:
а — общий вид: 1—транспортер обрезания розочки; 2— кулисный механизм; 3 — водяной коллектор; 4 — ориентирующая планка; 5 — транспортер обрезания когтя; 6—дисковая пила; 7 — узел гидравлической выбивки; 8 — кожух; 9 - ограждение; 10—гидрожелоб; 11 — лоток для отвода мяса; 12 —подставка для корзин; 13 — привод транспортеров; 14 — натяжная звездочка; 15 — натяжной ролик; 16 — привод дисковых ножей; 17 — станина; 18 - лоток для отвода розочки;
б —узел гидравлической выбивки: 1— шестерня; 2 — верхнее колесо; 3 —вкладыши; 4 —звездочка; 5 —ось; 6 — нижнее колесо.
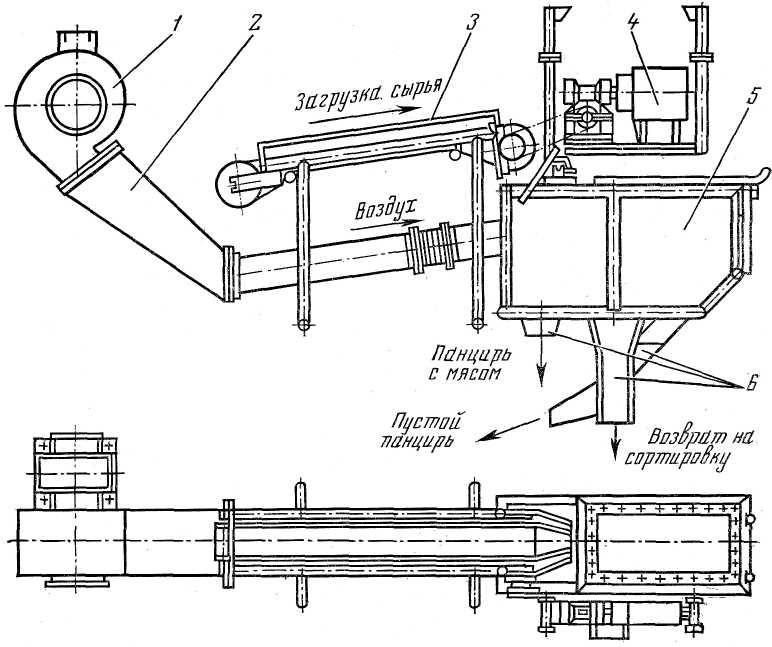
1 — вентилятор; 2 — воздуховод; 3 — загрузочный конвейер; 4 — приводная станция; 5 — камера; 6 — течки.
Разделение отходов на три фракции в зависимости от массы осуществляется в потоке воздуха. Сортировочная камера прямоугольной формы сварная, выполнена из труб и листовой стали. Крышка камеры и передняя стенка выполнены съемными из металлической сетки с ячеей 10X10 мм. Внутри камера перегорожена на три отсека для приема разных фракций рассортированных отходов. В первый отсек попадают членики с неизвлеченным мясом, в третий — только легкие пустые панцирные трубки, во второй — членики с неизвлеченным мясом и пустые панцирные трубки. В верхней части камеры установлена поворотная течка, имеющая регулирующий сегмент для установки распределительной течки с наклоном около 13°. На плоскости течки предусмотрены веерообразно расходящиеся ручьи для равномерного распределения подаваемых на сортировку отходов от краборазделочных машин.
В верхней части каждого отсека на шарнирах закреплены поворотные шторки, предназначенные для регулирования проходного сечения. В нижней части каждый отсек имеет отводящие рукава. Рукав первого отсека передает членики с извлеченным мясом на конвейер, подающий членики на последующую доработку по извлечению мяса. Рукав второго отсека возвращает смесь члеников с мясом и пустых панцирных трубок на скребковый конвейер подачи отходов к сортировочному устройству на повторную обработку. Рукав третьей секции передает пустые панцири на общий конвейер отходов. Передача отходов с подающего скребкового конвейера на распределительную течку осуществляется загрузочным ленточным конвейером.
Подача воздуха в сортировочную камеру осуществляется воздуховодом от центробежного вентилятора. Воздуховод выполнен из тонколистовой стали с вмонтированным в него мягким звеном из прорезиненного шланга, обеспечивающим изменение угла наклона струи нагнетаемого в камеру воздуха. Производительность устройства 10 м3/ч, габариты 3000Х800Х Х1500 мм.
1 — станина; 2 — цепь транспортировки тонкого членика; 3 — гидросистема; 4 — цепь транспортировки толстого членика; 5 — привод дисковых пил; 6 — подставка для корзин.
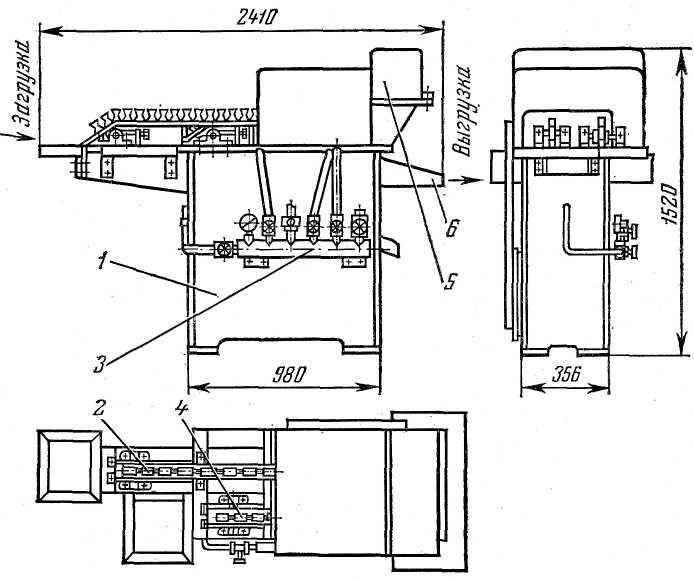
Машина ИДОК (рис. 109) для доработки отходов от краборазделочных машин предназначена для разделки члеников и коленец, остающихся в отходах после краборазделочных машин.
Две работницы укладывают членики и коленца в раскрытые зажимы соответствующих цепных конвейеров, смонтированных в верхней части станины. Цепь для тонкого членика имеет 56 зажимов, цепь для коленца — 34 зажима. Скорость движения конвейеров составляет 75 зажимов в минуту. При выходе конвейерных цепей на прямой участок зажимы закрываются и фиксируют членики и коленца, которые транспортируются к двум дисковым пилам. После обрезания членики и коленца перемещаются к узлу гидровыбивки мяса струей воды под давлением 196 кПа. Выбитое мясо по течкам поступает в противни. Панцирь из зажимов, раскрывающихся при повороте цепи, выпадает в гидрожелоб, по которому выносится на конвейер отходов.
Габариты машины 2410Х800Х1520 мм, масса 524 кг.
Машина ИРКЛ для разделки левых клешненосных ножек вырезает шейки и гидравлическим способом извлекает мясо из шеек, производительность ее 60 шт./мин.
Левая и правая клешненосные ножки краба значительно различаются; левая меньше правой. На консервы используется только мясо шейки. Остальные части левой клешненосной ножки не обрабатываются из-за малого содержания мяса и трудности механизации его извлечения. У правой клешненосной ножки используется мясо шейки и клешни.
Основные узлы (рис.110): станина, цепи транспортировки клешненосных ножек, узел резки с приводом, узлы гидравлической выбивки, привод технологических узлов, транспортер отвода мяса, гидросистема, система кожухов и ограждений.
Для транспортировки клешненосных ножек имеются две цепи со створками для зажима шеек. Створки служат звеньями цепи. Зазор между створками выполнен так, чтобы обеспечить надежную фиксацию шеек без нарушения панциря и заклинивания мяса. Концевые звездочки цепей разнесены по длине для обеспечения гидровыбивки мяса из двух шеек в разных точках. Начальные звездочки размещаются на одном валу, где осуществляется заправка клешненосных ножек в створки зажимов. В районе заправки ножек в створки зажимов имеется направляющий и ориентирующий пруток. -Для фиксации цепей при резке под цепями имеются коробчатые направляющие.
Узел резки предназначен для расчленения клешненосной ножки. Шейки вырезаются пилами. Набор дисковых пил обеспечивает вырезание сочленения между первой и второй шейками, обрезание клешни и безымянного членика с розочкой. Расстояние между дисковыми пилами остается постоянным. Привод осуществляется от индивидуального электродвигателя мощностью 1,5 кВт. Для улучшения условий резания к дисковым пилам подводится вода.
Машина имеет два узла гидравлической выбивки. Выбивка мяса из панциря производится водой под давлением 147— 196 кПа. По конструкции узлы не отличаются друг от друга. Узел выбивки представляет собой полую ось, на которую насажена ступица с крестовиной из трубок. Под крестовиной ось имеет радиальное отверстие, расположенное так, что при вращении ступицы отверстия трубок поочередно совпадают с радиальным отверстием полой оси.
1 — приводная станция; 2 — станина; 3—цепи транспортировки; 4 — звездочка; 5 — узел резки; 6—первый узел гидравлической выбивки; 7 — приводной вал первой цепи; 8 — второй узел гидравлической выбивки; 9 — приводной вал второй цепи; 10 — гидросистема.
Верхние концы трубок выполнены в виде сопел и совпадают при вращении с центром створок зажимов. Вода подается в полую ось, откуда при вращении ступицы поступает в трубки, через которые осуществляется гидровыбивка мяса. Ступица получает вращение от электродвигателя через редуктор и цепную передачу, синхронное с движением цепей транспортировки.
Гидросистема включает систему трубопроводов для подвода воды к узлам выбивки, арматуру для регулирования, воздушный компрессор, манометр.
Мясо, выбитое из панциря, по лоткам подается на ленточный транспортер и выносится из машины. Установленная мощность 2,5 кВт, габариты 2020X970X1370 мм. Обслуживает машину один оператор.
Машина ИРКП для разделки правых клешненосных ножек выполняет следующие операции: вырезает шейку, выдает правую клешню на стол разбивки, гидравлическим способом извлекает мясо из шеек.
По конструктивному решению машина ИРКП сходна с машиной ИРКЛ, но имеет отличия, связанные с особенностями строения и разделки правой клешненосной ножки.
Станина машины имеет окно и лоток для вывода правой клешни на специальный стол разделки. Створки зажимов выполнены с конфигурацией профиля, зависящей от размеров и формы правой клешненосной ножки. Технические и эксплуатационные характеристики машин ИРКЛ и ИРКП совпадают.
Машину обслуживает один оператор. Слева от машины расположен специальный столик. Оператор берет клешненосную ножку со стола и укладывает в раскрытые на повороте створки зажимов цепей транспортировки, сочленением между шейками на ориентирующий пруток. На прямом участке створки зажимов закрываются и зафиксированная клешненосная ножка подается к узлу резки. Вырезанные шейки, зажатые створками зажимов, подаются к двум узлам гидравлической выбивки. Цепи транспортировки имеют разную длину, и выбивка мяса шеек ведется поочередно. Мясо струей воды по лотку подается на ленточный транспортер и падает в корзину.
Производительность машины составляет 60 ножек в минуту, установленная мощность 2,5 кВт, габариты 2020x970X1370 мм.
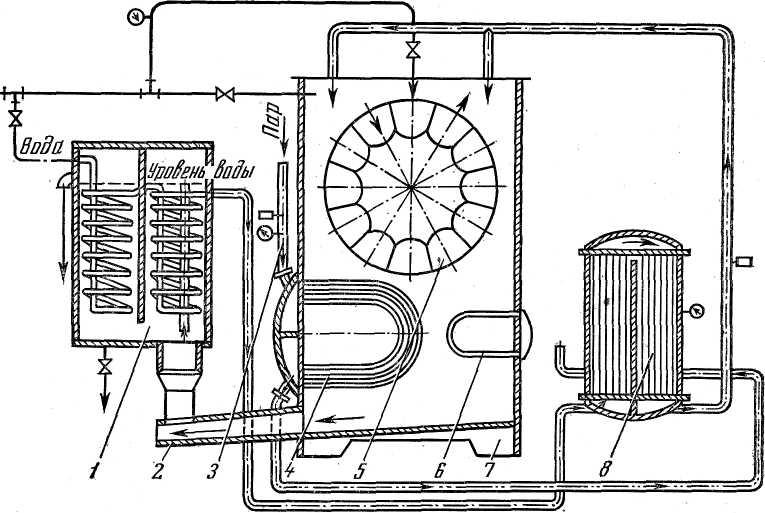
Машина для доварки розочек производительностью 2,5 т/ч необходима, поскольку различные части ходильной ноги краба имеют неодинаковые размеры и массу и при первой варке провариваются по-разному. Мясо розочки при самых оптимальных режимах варки получается несколько недоваренным, что отрицательно сказывается на их последующей механической разделке: количество отходов возрастает.
1 — ковшовый конвейер; 2— загрузочный бункер; 3 — приводная станция; 4 — направляющие пластины; 5 — водяной теплообменник; 6 — сливная труба; 7 — ловушка; 8 — паронагреватель; 9 — варочная камера; 10 — спускное устройство; 11—камера охлаждения; 12 — сливная труба; 13—-скребковый конвейер.
Основные узлы (рис. 111): варочная камера, охладитель, цепной ковшовый конвейер, выносной скребковый конвейер, водяной теплообменник и приводная станция.
Варочная камера размещена в сварном корпусе из листовой нержавеющей стали с наклонным днищем. Через нее проходит наклонный цепной ковшовый конвейер. Варочная камера заполнена морской водой, уровень которой регулируется переливной трубой. Вода в камере нагревается паронагревательным элементом, установленным под конвейером. На продольных стенках корпуса изнутри закреплены направляющие пластины для удержания крышек ковшей в закрытом положении при прохождении их через кипящую воду.
На уровне днища под теплообменником расположена ловушка отходов, соединенная с варочной камерой и теплообменником. Отработанная вода отводится через ловушку.
В верхней части корпуса установлены загрузочный бункер и направляющие планки.
Приводная станция смонтирована на площадке в верхней части корпуса. Привод машины включает электродвигатель мощностью 1,5 кВт и редуктор. Цепной ковшовый конвейер состоит из двух замкнутых втулочно-роликовых цепей с закрепленными на них ковшами, ведущего и ведомого валов. Цепи и крепления к цепям ковшей выполнены таким же образом, как в крабоварке ИКВ. Ковши эллипсовидной формы изготовлены из тонколистовой стали с частой перфорацией. Ковши снабжены перфорированными двустворчатыми крышками. Крышка закреплена на поперечной стенке ковша на шарнирах, может открываться и закрываться. Снаружи крышки снабжены роликами, скользящими по направляющей пластине, которая заканчивается в зоне выхода ковшей из воды. Крышки раскрываются под действием собственной силы тяжести и удерживаются в этом положении до подхода ковшей под загрузочный бункер направляющими планками. После загрузки розочками ковши закрываются фигурными планками.
Камера охлаждения сварной конструкции выполнена из листовой стали. Внутри камеры охлаждения смонтирован скребковый ленточный конвейер, которым розочки выносятся из машины. В днище камеры имеется спускное устройство для сброса отработанной воды. В стенке верхней части установлена сливная труба. Подача холодной воды на охлаждение розочек производится через коллектор, установленный над конвейером.
Продолжительность варки 1,5 — 2 мин, охлаждения — 2,0— 2,5 мин.
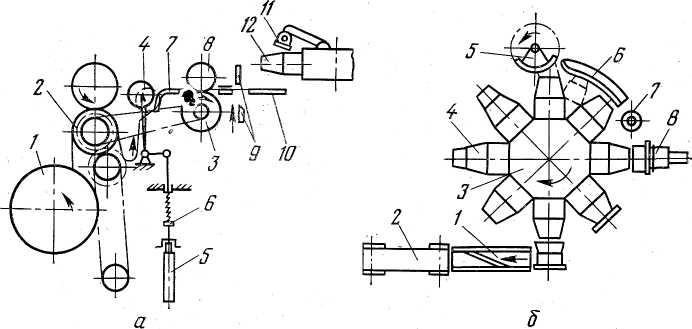
Машина ИКРР для разделки розочек производительностью до 60 шт./мин механизирует один из наиболее трудоемких процессов разделки крабов. В машине используется принцип гидровыбивки мяса из панциря.
Основные узлы (рис. 112, а): станина, операционный барабан, ленточный конвейер, гидросистема и привод.
В верхней части станины установлен операционный барабан (рис. 112, б), представляющий собой литую чугунную конструкцию с удлиненной в одну сторону ступицей, восьмигранным ободом и восемью полыми спицами. Каждая спица выходит на середину грани обода. На каждой грани обода имеются отверстия с резьбой для крепления площадок с зажимами. Площадка выполнена из плиты с рабочей трубкой, на которую насаживаются розочки. На площадке на пальце установлены подпружинные створки зажима. Каждая створка снабжена роликом, внутренняя полость створки покрыта пористой резиной. На площадке укреплены ограничители раскрытия створок. Для закрытия створок имеются планки, служащие направляющими для роликов. Барабан вращается с частотой 15 об/мин на полой оси, на одном конце которой предусмотрена резьба для подключения к гидросистеме. Второй конец оси глухой, на нем закреплен сектор поворота.
Подача воды (для выдавливания мяса) к рабочим трубкам при вращении барабана осуществляется полыми спицами, в которые вода поступает через сквозной паз втулки, насаженной на ось. На оси под втулкой выполнено радиальное сверление.
Вода под давлением до 294 кПа подается от гидросистемы, состоящей из трубопроводов, компенсатора, запорных вентилей и измерительных приборов. Питание гидросистемы производится от общей системы технологической воды.
Лента конвейера разделена продольной планкой на две части. По одной части из машины выносится мясо и сбрасывается в корзину, по второй — пустой панцирь, снимаемый съемником с трубки в нижнем положении барабана при раскрытых створках. Пустой панцирь на выходе из машины проходит инспекцию, невыбитое мясо вручную отделяют от панциря.
Розочки из накопителя самотеком поступают на загрузочный стол. Работница вручную надевает розочку безымянными члениками на рабочую трубку движущегося операционного барабана. При дальнейшем перемещении барабана створки зажимов входят в направляющие планки, сходятся и обжимают панцирную трубку розочки.
При, дальнейшем движении операционного барабана отверстие пустотелой спицы совпадает с пазом втулки и вода подается в панцирную трубку, выдавливая мясо.
Извлеченное мясо падает по течке на ленту конвейера. Панцирь сбрасывается с трубок в нижнем положении барабана на перегородку и конвейером выносится из машины.
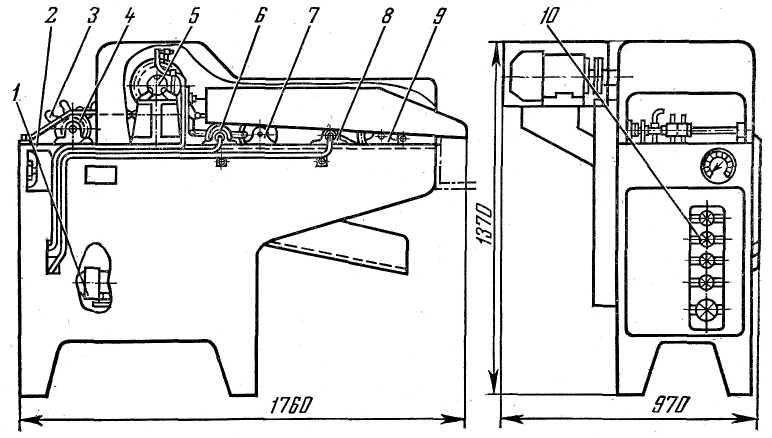
Мощность электропривода машины 1 кВт, габариты 1400X485x1450 мм.
Моечная машина применяется для первичной мойки всех видов крабового мяса, поступающего от машинной и ручной разделки. Первичная мойка необходима для предотвращения присыхания сгустков крови к поверхности мяса.
На общей раме (рис. 113) смонтированы вибрационный желоб, душевое устройство, привод и сборник отходов.
В верхней части сварной рамы крепятся душевое устройство и пластинчатые подвески, сделанные из дерева твердой породы и выполняющие роль пружин. К подвескам крепится вибрационный желоб прямоугольной формы, выполненный из листовой нержавеющей стали. Внутри желоба по всей длине приварены ребра, на которые опираются противни с мясом, проходящие через машину.
Над отверстием сливной трубы закреплена перфорированная подставка для пустых противней. Поток воды от желоба подается в сборник через ограждающий кожух.
Над желобом размещено душевое устройство, состоящее из коллектора с системой патрубков, на которых закреплены душевые коробки с запорными вентилями. Под желобом расположен сборник технологической воды и отходов. Сборник представляет собой поддон с четырехсторонним наклонным дном, в центре которого вмонтирована сливная труба.
Для сброса технологической воды в желобе имеется перфорация. Внизу на желобе укреплен хомут, связанный с кривошипно-шатунным механизмом, который получает движение от электродвигателя через кривошипный вал. При вращении кривошипного вала шатун совершает возвратно-поступательное движение, передающееся желобу. Подвески желоба изгибаются, вызывая частые колебания, встряхивающие противни с мясом.
Противни подаются с контрольного стола на ребра вибрационного желоба. При движении желоба противни перемещаются под душевым устройством. Вода орошает вибрирующие кусочки мяса, смывая сгустки скоагулировавшейся крови. Вместе с водой уносятся частицы мяса от раздробленных кусочков. В сборнике частицы улавливаются в противень и возвращаются в производство.
На выходе из машины противни с промытым мясом передаются на скребковый конвейер, которым подаются в консервный цех.
Производительность машины 28 противней в минуту, расход воды 1,8 т/ч, мощность электропривода 2,2 кВт, габариты 2130X890x1455мм.
Машина ИКФ предназначена для дробления обрезков мяса с целью получения крабового фарша.
Основные узлы (рис. 114): станина, камера, роторы и привод. Сварная станина четырехугольной формы выполнена из нержавеющей стали. На станине установлена камера приготовления крабового фарша. В корпусе камеры имеются два разгрузочных окна с заслонками.
Внутри камеры установлены три лопастных ротора. Ротор представляет собой вал с наваренными по винтовой линии лопастями, который вращается в подшипниках скольжения, размещенных в боковых стенках камеры. Объем камеры 0,12 м3. Машину обслуживает один оператор, загружающий обрезки мяса в камеру. Масса загруженной порции 25 кг. После заполнения камеры крышку закрывают, включают в работу роторы. Привод роторов осуществляется от электродвигателя мощностью 1,5 кВт через клиноременную передачу. Крабовое мясо перемешивается в течение 4 мин до получения однородной массы. Разгрузка машины производится через загрузочные окна. Фарш по лотку поступает в оборотные корзины.
Габариты машины 910Х655Х1240 мм, масса 240 кг.
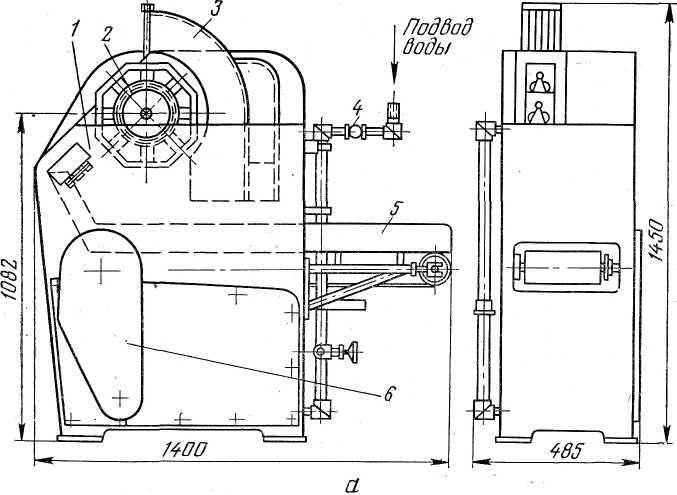
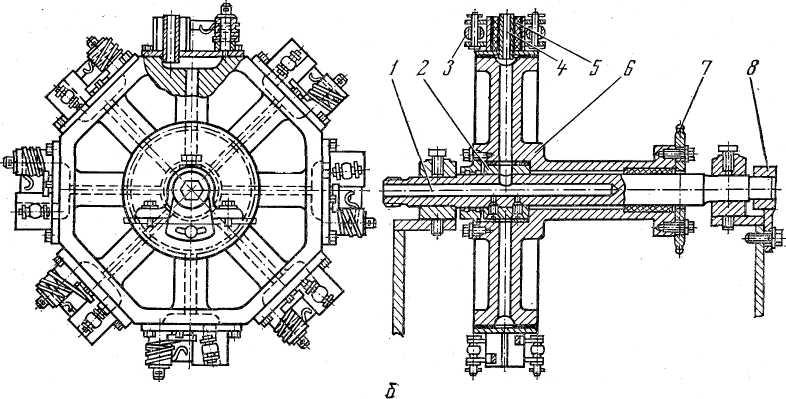
Рис. 112. Машина ИКРР для разделки розочек:
а — общий вид; б— операционный барабан: 1 — ось; 2 — втулка; 3 — ролик створок; 4 — рабочая трубка; 5 — створки; 6 — ступица; 7 — приводная звездочка; 8 — сектор поворота.
1 — сборник отходов; 2— подвеска; 3 — душевое устройство; 4 — виброжелоб; 5 — привод; 6—рама.
Пресс предназначен для удаления излишков влаги из крабового мяса, помещенного в противни.
В корпусе пресса (рис. 115) размещены две прессующие плиты — верхняя неподвижная и нижняя подвижная — и гидравлический привод. Сварной корпус пресса является одновременно резервуаром для масла — рабочей жидкости гидросистемы. В состав гидропривода входят электродвигатель мощностью 1 кВт, шестеренчатый насос, предохранительный клапан с переливным золотником, кран управления, гидравлический цилиндр и клиноременная передача между электродвигателем и насосом.
На задней стенке корпуса размещен патрубок для отвода влаги, отжимаемой из крабового мяса. Патрубок телескопически соединен с трубой нижней прессующей плиты. На передней стенке корпуса размещена горловина для заливки масла и кнопки управления масляного насоса.
Прессующие плиты выполнены сварными из листовой нержавеющей стали. На нижнюю подвижную плиту вручную устанавливают стопкой шесть противней с крабовым мясом. Управление ходом подвижной плиты осуществляется рукояткой, связанной с краном системы гидропривода. Усилие прессования регулируется.
Габариты пресса 810X680X1650 (2150) мм, масса 410 кг.
Машина А1-ИП2-Б для пергаментации консервных банок применяется при подготовке консервных банок к укладке крабового мяса. Мясо краба при укладке в банки не должно соприкасаться со стенками банки, поэтому порция мяса размещается в пергаментном стакане, который предварительно закладывается в банку. Машина пергаментирует банки № 6, 22 с производительностью 60 банок в минуту.
Машина выполняет следующие операции: разматывает рулон пергамента, подает определенную порцию пергамента под режущие ножи, отрезает пергамент, формует цилиндрическую часть пергаментного стакана, надевает банку на пергаментный стакан, выдает пергаментированную банку.
Основные узлы: станина, привод, рулонодержатель, механизмы размотки, подачи и резки пергамента, механизм формования цилиндра и дна стакана, механизм подачи и надевания банки, устройство выдачи банки.
1— станина; 2-— камера; 3 — привод; 4 — роторы.
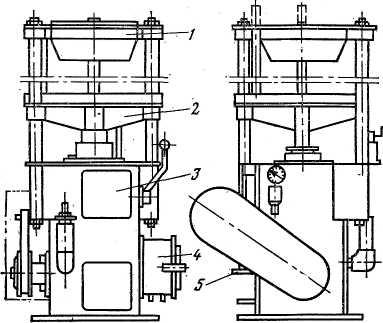
Рис. 115. Пресс для отжатия влаги из крабового мяса:
1 — корпус; 2 — верхняя прессующая плита; 3 — нижняя прессующая плита; 4 — гидравлический привод; 5 — патрубок для отвода отжимаемой влаги.
Рулонодержатель служит для установки рулона пергамента. Рулон помещается в кассету из нержавеющей стали для предотвращения попадания влаги на пергамент. На одном конце вала закреплено устройство для установки оси рулона в нужном положении, перекос пергамента устраняется регулировочными винтами кронштейнов рулонодержателя.
Механизм размотки пергамента предназначен для непрерывной размотки рулона со скоростью, соответствующей производительности машины. Механизм состоит из ведущего и нажимного обрезиненных валов. Нажимной вал выполнен на шарнирно закрепленных в станине рычагах.
Механизм подачи пергамента подает под режущие ножи порции пергамента длиной 120— 150 мм. Он состоит из подающих валиков и ограничителя подачи.
Механизм резки, отрезающий бланки пергаментов заданной величины, состоит из двух ножей: верхнего неподвижного и нижнего подвижного.
Механизм формования цилиндра и дна стаканчика предназначен для формирования цилиндра из пергамента на патроне карусели. Механизм состоит из сварного каркаса, по направляющим стойкам которого скользят ползуны. На каждом ползуне шарнирно укреплены по две тяги, из которых верхняя связана с крыльями, нижняя — с системой рычагов, передающих движение от кулачкового вала ползунам.
Заготовка пергамента переносится по операциям каруселью, представляющей собой восьмигранный корпус, в каждую грань которого вмонтирован конический патрон. Внутри патрона перемещается толкатель для снятия банки вместе с пергаментом после окончания пергаментации.
Механизм формования дна состоит из подвижной и неподвижной направляющих. Неподвижная направляющая включает центральную шарнирно закрепленную планку, две боковые винтовые поверхности и приглаживающую планку. Подвижная направляющая смонтирована на валике и приводится в движение от кулачка парой шестерен и системой рычагов.
Механизм подачи банок состоит из питателя роторного типа и подающей каретки. Питатель представляет собой ротор, насаженный на горизонтальный вал. Ротор с восемью гнездами для банок приводится в движение от вала карусели через пару конических шестерен, что обеспечивает синхронность подачи банок. На питателе установлен фотоэлемент, выключающий машину при прекращении подачи банок к машине.
Каретка служит для перемещения банки из очередного гнезда ротора питателя и надевания ее на патрон карусели с отформованным пергаментным стаканом. Привод каретки осуществляется кулачковым механизмом. Каретка имеет микропереключатель, выключающий машину при неправильном надевании банки на патрон карусели.
Механизм выдачи пергаментированных банок состоит из рычагов, приводимых в движение от кулачка и служащих для выдвигания толкателей из патронов карусели, винтовой течки с встроенной в нее цепью с пальцами и ленточного конвейера, выдающего пергаментированные банки из машины.
Машина (рис. 116) работает следующим образом. Рулон пергамента надевают на конусы вала рулонодержателя и вкладывают в кассету. Конец ленты пергамента заправляют между валиками размотки и подачи пергамента. При работе машины подающие валики непрерывно вращаются, однако пергамент подается под режущие ножи периодически. Это достигается работой резинового ролика — ограничителя подачи, который под действием кулачка и пружины опускается и прижимает пергамент к неподвижной планке. В это время прижимной ролик не вращается, валики разматывают пергамент из рулона, образуя перед ограничителем петлю пергамента длиной 150 мм для банки № 6 или 120 мм для банки № 22. Далее резиновый ролик под действием кулачка поднимается, лента пергамента валиками подается между раздвинутыми лезвиями ножей на формующие крылья. Поданный пергамент отрезается ножами. При подходе очередного патрона карусели формующие крылья поднимают и формуют цилиндр пергаментного стаканчика на патроне карусели. В это время прижим пергамента поднят над патроном.
Левое крыло формующих крыльев идет с опережением. Кромки пергамента, образующие цилиндр, ложатся одна на другую.
По окончании формования цилиндра прижим пергамента опускается, закрепляя пергамент на патроне. Затем карусель поворачивается на 45°.
При следующем выстое карусели формуется первая сторона дна пергаментного цилиндра.
Подвижная планка формующего механизма, поворачиваясь вперед, загибает край пергаментного цилиндра с одной стороны.
Дальнейшее формование дна производится при повороте карусели на следующие 45°. При этом вначале неподвижной планкой загибается сторона, противоположная загнутому краю, а затем при помощи винтовых планок подгибаются остальные две стороны пергаментного цилиндра.
Образованное в виде конверта дно пергаментного стакана при дальнейшем движении карусели приглаживается обрезиненным роликом. Далее карусель подает пергаментный стакан для надевания на него банки. К машине банки подаются по течке. Из течки очередная банка забирается ротором питателя и подается к каретке.
После того как патрон со сформированным на нем пергаментным стаканчиком встанет против каретки, последняя передвинет банку и наденет ее на пергаментный стакан. Двумя последующими поворотами ротор переносит банку в позицию, в которой производятся съем банки с пергаментным стаканом с патрона и передача ее на винтовую течку. Продвигаемая по винтовой течке банка поворачивается на 90°, становится дном вниз и переходит на выходной ленточный транспортер.
Мощность электропривода машины 1 кВт, габариты 2005X1035X1410 мм.
1— схема подачи пергамента к формующему механизму: 1 — рулон пергамента; 2, 3 — подающие валики; 4 —резиновый ролик; 5—кулачок; 6 — пружина; 7 —неподвижная планка; 8 —- прижимной ролик; 9 — ножи;10— формующие крылья; 11—прижим пергамента; 12— патрон;
б — схема формования пергаментного стаканчика: 1—винтовая течка; 2—ленточный конвейер; 3 — карусель;4 — патрон; 5 — подвижная планка; 6 — неподвижная планка; 7 — обрезиненный ролик; 8 — каретка.
Машина ИКЩМ применяется для мойки оборотных корзин, в которые собирается крабовое мясо от разделочных машин, производительность ее 14 корзин в минуту. Габариты корзин 400X400X80 мм.
Все узлы машины (рис. 117) крепятся на сварной станине. Грязные корзины вручную устанавливают на лоток, выполненный с уклоном 15°, по которому они скользят до упора. Корзины подаются в моечную камеру конвейером, полотно которого выполнено из двух цепей с шагом 25 мм из нержавеющей стали. На цепях с шагом 500 мм укреплены захваты. Конвейер приводится в движение от натяжного блока элеватора, который отводит чистые корзины.
Захват забирает корзину и кладет на полотно, которым она транспортируется через моечную камеру, представляющую в сборе закрытую коробку, состоящую из внутреннего кожуха, поддона и верхнего щита. В камере над полотном и под ним размещены коллекторы с отверстиями диаметром 2 мм. Корзина моется сверху и снизу струями воды, подогреваемой пароподогревателем до температуры 70—80°С. Вода подается от судовой магистрали, расход ее 7 м3/ч. Вымытая корзина выталкивается толкателем по выходному лотку на элеватор.
Габариты машины 2190X880X1740 мм, масса 385 кг.
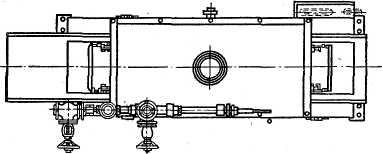
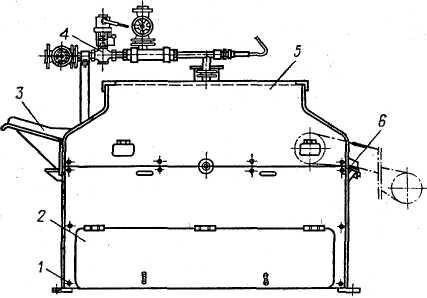
Рис. 117. Машина ИКЩ-М для мойки оборотных корзин:
1 — станина; 2 — крышка люка; 3—загрузочный лоток; 4 — система подачи воды; 5 — верхний щит; 6 — разгрузочный лоток.
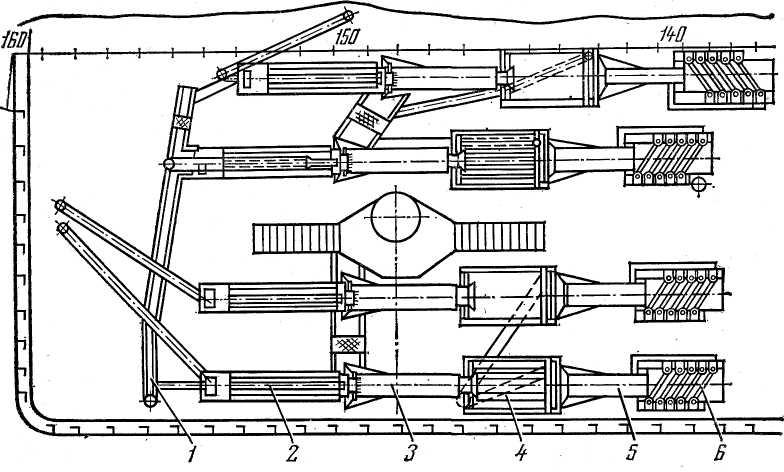
Линия производства натуральных консервов из крабов устанавливается на плавзаводах типа «Андрей Захаров».
Выловленные крабы доставляются мотоботами к борту плавзавода. Грузовыми лебедками и стрелами, установленными на палубе надстройки, стропы с крабами поднимаются на борт и устанавливаются по обе стороны приемного ленточного конвейера. В стропах крабы могут находиться не более 3 ч (с момента вылова).
Разделка краба осуществляется в краборазделочном цехе, размещенном на верхней палубе плавзавода (рис. 118). Краб-сырец приемным конвейером подается через люк в приемный бункер, из которого двумя потоками по лоткам поступает к двум машинам ИСПК для срыва головогрудного панциря. В дальнейшем деление поступающего на обработку краба на два потока сохраняется и ведётся по левому и| правому борту.
Отходы из машины ИСПК отводятся ленточным конвейером. Крабы с сорванным панцирем от каждой машины ИСПК скребковым конвейером подаются к двум машинам ИКВ для варки крабов. Сваренные и охлажденные крабы выдаются на стол ручной разрывки крабовых конечностей. Стол снабжен системой выносных лотков для ходильных ног, левой и правой клешненосных ножек. Части краба по лоткам выдаются на соответствующие конвейеры и транспортируются к разделочным машинам. Отходы со стола разрывки отводятся конвейером на общий конвейер отходов.
Ходильные ноги конвейером подаются к машинам ИРКХН для разделки. В линии установлено десять машин ИРКХН, по пять с каждого борта. У конвейера в местах установки машин имеются бункера-накопители, загружаемые плужковыми сбрасывателями. Бункеры предназначены для создания запаса ходильных ног перед их разделкой. Конвейер подачи ходильных ног и плужковые сбрасыватели обслуживаются со специальной площадки, расположенной вдоль конвейера.
На машине ИРКХН производится выбивка мяса из ходильных ног. Мясо по видам собирается в противни, которые по мере наполнения подаются многоярусным конвейером к столу учетного взвешивания. Конвейер обслуживает машины ИРКХН правого и левого бортов. Розочки, обрезанные на машине ИРКХН, течкой выдаются на конвейеры сбора и системой промежуточных конвейеров передаются в машину для доварки. Отходы ходильных ног по гидрожелобу выводятся на транспортеры отходов левого и правого бортов и скребковым конвейером подаются в устройство для сортировки отходов.
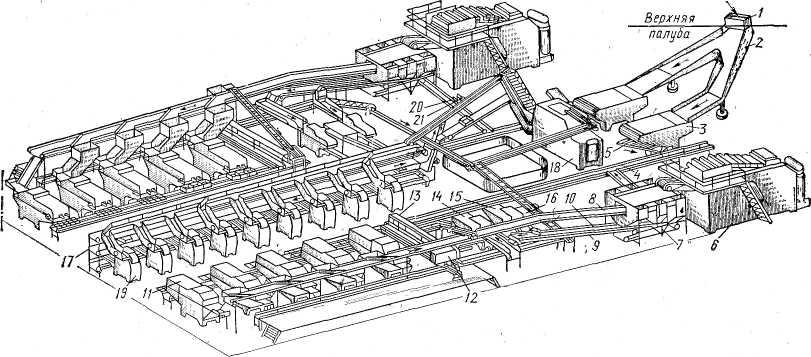
Рис. 118. Расположение технологического оборудования в краборазделочном цехе:
1 — люк; 2 — приемный бункер; 3 — машина ИСПК для срыва головогрудного панциря; 4 — конвейер отходов; 5 — скребковый конвейер; 6 — крабоварка ИКВ; 7 — стол разрывки конечностей; 8 — конвейер ходильных ножек; 9 — конвейер левых клешненосных ножек; 10 — конвейер правых клешненосных ножек; 11 — машина ИРКХН для разделки ходильных ножек; 12 — устройство сортировки отходов от машин ИРКХН; 13 — конвейер ручной доработки; 14 — машина ИРКЛ для разделки левых клешненосных ножек; 15 — машина ИРКПдля разделки правых клешненосных ножек; 16 — стол разбивки правой клешни; 17— центральный многоярусный конвейер; 18 — машина для доварки розочек; 19 — машина ИКРР для разделки розочек; 20 — машина дляпервичной мойки мяса; 21 — конвейер подачи мяса в консервный цех.
Пустой панцирь в потоке воздуха отделяется от члеников с мясом и системой конвейеров подается в шахту спуска в утильцех. Членики с невыбитым мясом подаются на столы для ручной обработки. Пустой панцирь от столов отводится в общую систему конвейеров сбора отходов, а мясо в противнях поступает в общий поток мяса.
Левые клешненосные ножки со стола разрывки по лотку и конвейеру подаются к двум машинам ИРКЛ для разделки. Мясо шеек клешненосных ножек собирается в противни и вручную подается на общий конвейер сбора и транспортировки мяса к столу учетного взвешивания. Отходы от разделки клешненосных ножек гидрожелобом удаляются из машин и поступают в общую систему конвейеров сбора отходов.
Правые клешненосные ножки обрабатываются на двух машинах ИРКП. Правая клешня по лотку от машины ИРКП подается на стол для разбивки и извлечения мяса, которое в противнях подается в общий поток мяса.
Обработка розочки ведется на машинах ИКРР. В линии устанавливается девять машин для извлечения мяса из розочки. Розочка после доварки системой конвейеров подается на ленту центрального трехъярусного конвейера, загружающего машины ИКРР. Мясо от машин ИКРР собирается в противни и подается на одну из лент центрального конвейера, несущего весь поток мяса, извлеченного на машинах ИРКХН, ИРКЛ, ИРКП. Панцирь розочки конвейером подается на одну из лент трехъярусного конвейера, вдоль которого расположены рабочие места по ручному извлечению остатков мяса розочки, собираемого в противни. Пустой панцирь отводится в общую систему конвейеров отходов.
Все мясо, извлеченное из ходильных и клешненосных ног, в противнях подается конвейером к столу учетного взвешивания. На столе ведется весовой учет мяса по видам: толстое, тонкое, коленце, левой клешненосной ног, правой клешненосной ног, правой клешни, розочки, а также учет выработки мяса по каждой машине линии.
Противни с мясом со стола учета поступают на машину для первичной мойки мяса душированием при встряхивании противней.
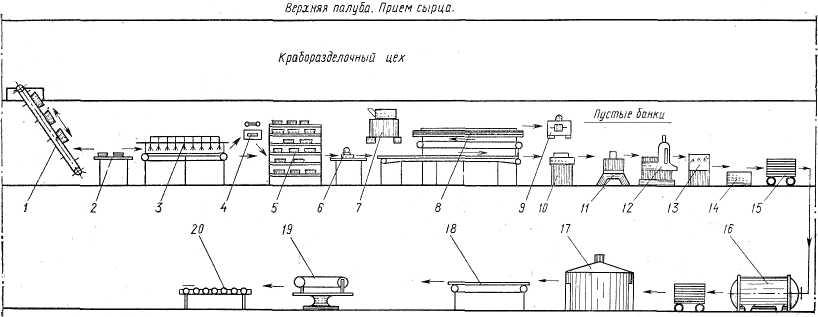
Рис. 119. Расположение технологического оборудования в консервном цехе:
1 — конвейер подачи мяса; 2 — стол; 3 — моечно-сортировочный конвейер; 4— пресс; 5 — стеллаж; 6 — столнабора порций; 7 — машина ИКФ для приготовления крабового фарша; 8— укладочный конвейер; 9— машинадля пергаментации банок; 10— стол контрольного взвешивания; 11 — машина предварительной закатки; 12—вакуум-закаточная машина; 13 — моечная машина; 14 — стол наборки решет; 15 — автоклавная тележка; 16—автоклав; 17— охладитель; 18 — конвейер протирки банок; 19 — этикетировочная машина; 20 — рольганг.
1—устройство для отделения пустого панциря; 2—инспекционный конвейер; 3, 5 — элеваторы; 4 — вальцевая дробилка; 6—устройство для отделения мяса от панциря; 7 — шнековый подъемник; 8 — центрифуга; 9 — стечной конвейер; 10 — стол; 11 — пресс.
Противни скребковым конвейером подаются на палубу завода, расположенную ниже разделочного цеха (рис. 119). Этот же конвейер используется для возврата пустых противней в разделочный цех, в котором имеется система конвейеров для доставки противней к разделочным машинам.
Противни с мясом подаются на моечно-сортировочный конвейер. Мясо моется под душем в течение 3 мин, сортируется по видам и размерам. Особенно тщательно сортируют розочки.
Целые розочки, предназначенные для залицовки консервов, направляют на стечку. Розочки, предназначенные для внутренней закладки, направляют на смешивание с другими видами мяса. Целое качественное толстое и тонкое мясо сортируют по размерам и складывают по размерным группам в отдельные корзины. Битое толстое и тонкое мясо сортируют и обрезают по размерам для залицовки консервов первого сорта. Из несортового мяса приготавливается лапша, из которой прессованием удаляется свободная влага.
Перед фасовкой мяса в банки предварительно набирают порцию в специальные пластмассовые тарелочки на столе набора. Мясо на тарелочки набирают вручную в соответствии с требованиями стандарта и принятыми эскизами залицовок на крабовые консервы. Тарелочки с набранными порциями передаются на укладочный конвейер, куда также поступают консервные банки. Предварительно банка моется горячей водой и проходит пергаментацию вручную или на машинах ИПБ.
Наполненные банки по одной из лент укладочного конвейера подаются на контрольное взвешивание. Затем пергаментный пакет закрывается, и банка системой конвейеров подается последовательно на предварительную закаточную и вакуум-закаточную машины. Закатанная консервная банка проходит струйную мойку и поступает на сборочный стол, предназначенный для механизированной укладки банок в автоклавные решета. Автоклавные решета набираются на автоклавной тележке и образуют строп. Автоклавная тележка по продольному рельсовому пути подается на поперечный траверсный путь, по которому направляется к автоклаву для стерилизации консервов.
После стерилизации готовые консервы проходят охлаждение. Далее банки протирают и этикетируют. Консервы укладывают в ящики, которые обвязываются лентой и направляются в трюм на хранение. Производительность линии составляет 120 банок в минуту, установленная мощность 92,5 кВт, расход морской воды 120 т/ч, обслуживают ее 75 человек.
Линия извлечения мяса из отходов от разделки краба перерабатывает отходы от краборазделочных машин: сочленения, вырезанные из ходильных и клешненосных ножек, левые клешни, розочки.
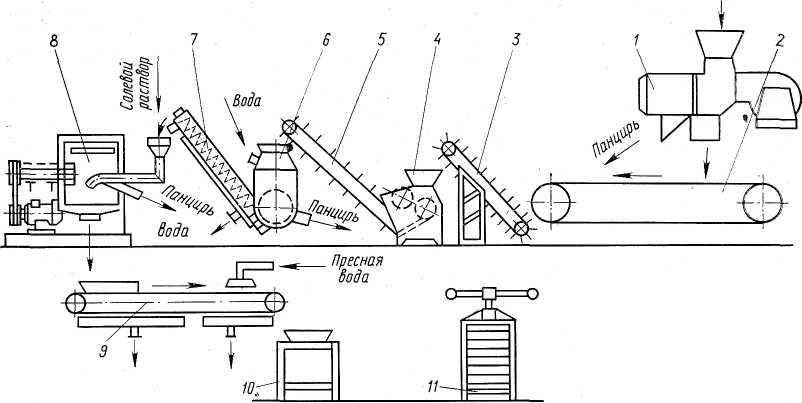
Для извлечения пищевого мяса из всех отходов от разделки крабов принята следующая технология. Первоначально отделяется пустой панцирь, затем отходы дробятся для последующего отделения измельченного панциря от мяса в солевом растворе. Полученное мясо промывают в пресной воде, прессуют и направляют в консервное производство (рис. 120).
Все отходы от краборазделочных машин подаются в бункер устройства для отделения пустого панциря. Разделение пустых и заполненных мясом панцирей происходит в потоке воздуха, за счет разности удельных весов. Мясо с неотделившимся панцирем выводится по течке из устройства на инспекционный конвейер для удаления непищевых включений. С транспортера отходы подаются в элеватор, загружающий вальцовую дробилку, в которой мясо и панцирь измельчаются двумя рабочими валками. Производительность дробилки 1,5 т/ч. Измельченные отходы элеватором передаются в устройство для отделения мяса от панциря. Мясо вымывается из панциря водой при интенсивном перемешивании. Вода подается через лопасти шнека, транспортирующего отходы через устройство. Пустой панцирь выводится шнеком к разгрузочному лотку, мясо с потоком воды проходит через перфорацию корпуса шнека в лоток, по которому направляется к шнековому подъемнику. При транспортировке мяса к центрифуге происходит полное отделение воды.
В линии устанавливается центрифуга периодического действия. В ней происходит окончательное отделение остатков панциря от мяса в солевом растворе, который приготавливается в солеконцентраторе и подается насосом к центрифуге.
Далее мясо с солевым раствором направляется на сетчатый конвейер для стекания раствора и промывания водой от излишков соли. Осаждающийся в центрифуге панцирь снимается специальным ножом и направляется на транспортер отходов.
Мясо, промытое морской или пресной водой, выгружается в перфорированные корзины, в которых помещается для стекания на стеллажах. Завершающей операцией является прессование мяса, осуществляемое на винтовом прессе. Отпрессованное мясо направляется на приготовление пресервов, консервов или сушеной продукции.
Производительность линии по готовому продукту 1—1,5 т/сут, расход морской воды до 50 т/сут, обслуживают ее пять человек, занимаемая площадь 35—40 м2.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ КРЕВЕТОК
Пищевая продукция, производимая из креветок, очень разнообразна: сырые и вареные, разделанные и неразделанные креветки, замороженные в брикетах, консервы «Креветки натуральные» и др. Мука из отходов от разделки используется как минеральная подкормка для животных.
Машина ИНВК предназначена для непрерывной варки в заданном режиме предварительно промытых и отсортированных креветок и устанавливается на судах промыслового флота. Варка производится в морской воде, загрузка и выгрузка креветок автоматические. В зависимости от размеров креветок, температуры окружающей среды и морской воды устанавливаются четыре режима варки, которым соответствует следующая часовая производительность машины при максимальной загрузке ковша: 1800, 1000, 700 и 600 кг.
Основные узлы (рис. 121): варочный аппарат с роторным устройством, загрузочное и разгрузочное устройство, водяной и паровой теплообменники, привод.
Варочный аппарат имеет прямоугольный корпус с наклонным двойным дном, воздушная прослойка гарантирует теплоизоляцию дна. Наружная поверхность корпуса покрыта теплоизоляцией. Внутри аппарата, заполняемого морской водой, вращается ротор, состоящий из диска и двух колец, связанных перегородками, образующими 16 ковшей. Насыпная максимальная емкость ковша составляет 3,3 кг. В каждом ковше имеются нижняя и верхняя двустворчатые крышки.
На одной из продольных стен корпуса прикреплена направляющая для нижних крышек ковша, на торцовых стенках — направляющие для верхних крышек. Ротор крепится на диск, приваренный к валу, опоры которого закреплены на корпусе аппарата. Время полного оборота ротора составляет 4,4; 7,33; 10,89; 13,2 мин в соответствии с режимом работы. При вращении ротора нижние крышки ковшей скользят по направляющей, прерывающейся у разгрузочного устройства. Верхние крышки придерживаются направляющими, прерывающимися для открывания, выстоя и закрывания ковшей в безводном пространстве. Открывание и закрывание верхних крышек осуществляется с помощью прутковых направляющих, смонтированных с внутренней стороны продольных стен крышки аппарата.
На крышке смонтирован бункер-дозатор с металлической шторкой, шарнирно укрепленной на регулируемой планке. Шторка опущена в ковш. Шторки при вращении ротора закрываются перегородкой между ковшами.
Варка креветок происходит при прохождении ковшей через кипящую воду. Продолжительность варки в зависимости от режима составляет 3,5; 5,5; 8 и 9 мин. Максимальный расход морской воды на варку составляет 2 м 3/ч.
В зонах загрузки и разгрузки предусмотрено орошение ковшей горячей водой во избежание присыхания мяса креветки к панцирю. Орошение осуществляется через барботеры, вставленные в верхнюю часть крышки корпуса.
Вареные креветки разгружаются в разгрузочный лоток, прикрепленный к продольной стенке корпуса таким образом, что ковши ротора вращаются вокруг него. Когда очередной ковш находится над лотком, крышка открывается, так как в этом месте направляющая нижних крышек прерывается. Для ускорения разгрузки на наклонное дно лотка подается под напором вода.
1 — паровой теплообменник; 2 — спускной патрубок; 3 — патрубок для контрольных приборов; 4 — паровой водонагреватель; 5 — ротор; 6 — электронагревательные элементы; 7 — корпус; 8 — водяной теплообменник.
Нагревание воды осуществляется в паровом теплообменнике, представляющем собой систему V-образных медных труб, завальцованных в трубную решетку. К решетке крепится чугунная крышка, разделенная перегородкой на две части. Площадь нагрева составляет 3,9 м 2.
Для подогрева воды в пусковой период предусмотрены электронагревательные элементы. На машине установлены два блока электронагревателей, на панели каждого блока смонтировано по 12 трубчатых элементов мощностью 5 кВт каждый. Максимальный расход пара на варку 280 кг/ч, электроэнергии 20 кВт/ч.
Для подогрева свежепоступающей воды используется тепло отработавших воды и пара. Водяной теплообменник, работающий по принципу противотока, крепится к наружной торцевой стене корпуса. Вода, проходящая по змеевикам двух сообщающихся камер теплообменника, подогревается за счет тепла выбрасываемой в теплообменник вспененной воды.
Габариты машины 2235X990X2100 мм, масса 1400 кг.
Машина для разделки шеек креветок фирмы «Джонсон» (США) роторного типа устанавливается в судовых линиях обработки креветок. На машине разделываются предварительно обезглавленные и отсортированные креветки всех видов массой от 7,5 до 28,2 г. Машина выполняет операции снятия панциря с шейки и удаления из нее внутренностей. Производительность машины до 60 шеек в минуту.
На роторе машины (рис. 122) размещены рядами вспомогательные и основные захваты, которыми шейки креветок перемещаются к технологическим узлам разделки, смонтированным на станине в последовательности, соответствующей последовательности разделки: фреза, разрезающая панцирь, дисковая щетка, удаляющая внутренности, вилка для съема шейки, устройство очистки захватов. В машине имеется также накопительный бункер, загрузочный и выносные конвейеры.
Обезглавленные шейки подаются в бункер-машины, откуда забираются работницей и вкладываются в кассеты загрузочного конвейера. С конвейера шейки снимаются очередным рядом вспомогательных захватов, которые укладывают их в основные захваты.
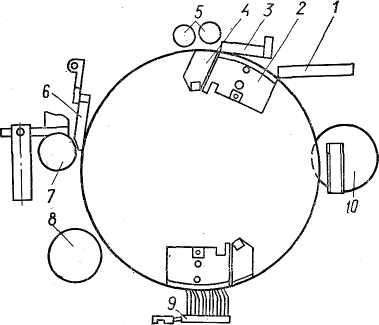
Рис. 122. Схема работы машины для разделки шеек креветок:
1 — загрузочный лоток; 2 — основной захват; 3 — направляющие пружины; 4—вспомогательный захват; 5 — направляющие ролики; 6 — направляющая планка; 7 — фреза; 8 — дисковая щетка для удаления внутренностей; 9 — съемная вилка; 10 — устройство очистки захватов.
Положение каждой шейки фиксируется направляющими пружинами и роликами. При вращении ротора шейки подаются к блоку фрез, разрезающих панцирь и надрезающих мясо. Затем дисковыми щетками удаляются внутренности и частицы панциря.
В нижнем положении захватов шейки захватываются съемными вилками и направляются на выносной конвейер. Панцири продолжают движение в захватах и достигают щеточного устройства. Захваты раскрываются, панцири и остатки мяса снимаются щетками. Панцири падают на конвейер отходов и выносятся из машины.
Машина имеет приспособление для отключения механизма снятия панциря. В этом случае только вскрывается панцирь и удаляются внутренности. Предусмотрена подача воды к режущим фрезам.
Габариты машины 635X787X915 мм, масса 136 кг, установленная мощность 0,25 кВт, обслуживает ее один человек.
Линия производства варено-мороженых креветок устанавливается на судах типа СРТМ.
Механизированная линия (рис. 123) включает Приемный бункер, инспекционный транспортер, моечный барабан, машину ИНВК для варки креветок, ванну для мойки и охлаждения креветок после варки, стол расфасовки и морозильный аппарат.
Выловленные креветки подаются в деревянный разборный приемный бункер размером 3500X6000X800 мм для временного хранения улова. Днище бункера наклонено в сторону борта, устанавливается он в средней части траулера. На одной из бортовых стенок бункера имеется окно с шибером для подачи креветок на инспекционный транспортер.
На инспекционном транспортере отбираются посторонние включения: камни, ракушки, водоросли, мелкая рыба и непригодные для последующей обработки экземпляры креветок. Длина транспортера 4500 мм, ширина ленты 500 мм.
Инспекционным транспортером креветка подается в моечную машину. При использовании моечного барабана его обтягивают в несколько слоев сетным капроновым полотном, предотвращающим выпадание креветок через отверстие в барабан.
После мойки креветки подаются элеватором типа «Гусиная шея» в машину ИНВК для варки в горячей морской воде. Загрузка и выгрузка креветок производятся автоматически.
Отваренные креветки по течке поступают в ванну для охлаждения, заполненную морской водой. Вода подается через сопло, промытые креветки выносятся на прутковый водоохладитель. С водоотделителя креветки через горловину передаются в морозильное отделение. Здесь их расфасовывают в противни с последующим замораживанием.
Блоки мороженой креветки упаковывают в картонные ящики и направляют на хранение в трюм.
Линия производства консервов «Креветка натуральная» устанавливается на плавзаводах. В состав линии входят четыре механизированных участка разделки креветок, оборудованных машинами фирмы «Пеллер» (США) для обработки мелких креветок. Помимо консервов из креветок на плавзаводе вырабатывается мороженая разделанная креветка, сырая или вареная в брикетах.
Механизированные участки разделки креветок размещены на двух палубах (рис. 124). В состав каждого участка входят машины для разделки и удаления панциря с шейки, сепаратор, сортировочная машина и транспортирующие средства.
Креветка-сырец, пересыпанная льдом в соотношении 1:1, доставляется на плавзавод с добывающих судов в оборотных ящиках. При производстве сыромороженых креветок ящики подаются в аккумуляторное отделение для охлаждения до 0—2°С и выдержки в течение 6— 8 ч перед последующей обработкой. Емкость аккумуляторного отделения обеспечивает единовременное хранение 70 т сырца.
Для производства варено-мороженых креветок и консервов сырец из ящиков разгружается в приемный бункер. В кормовой части бункера имеются два лотка для подачи креветок в два гидрожелоба, каждый из которых служит для подачи сырца на один участок разделки.
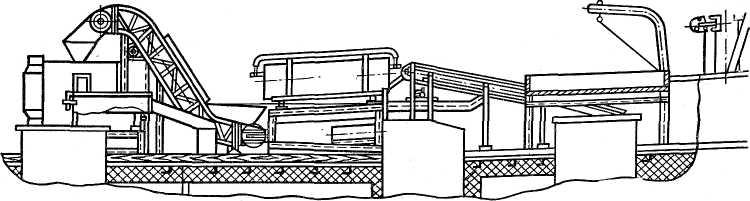
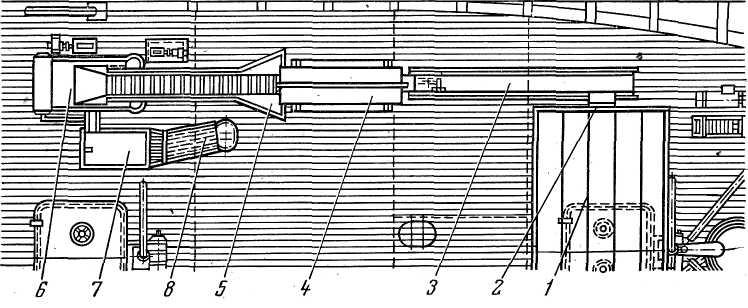
Рис. 123. Судовая линия производства варено-мороженых креветок:
1 — бункер; 2 — шибер; 3 — инспекционный конвейер; 4 — моечная машина; 5 — элеватор типа «Гусиная шея»; 6 — машина ИНВК для варки креветок; 7 — ванна охлаждения; 8 — водоотделитель.
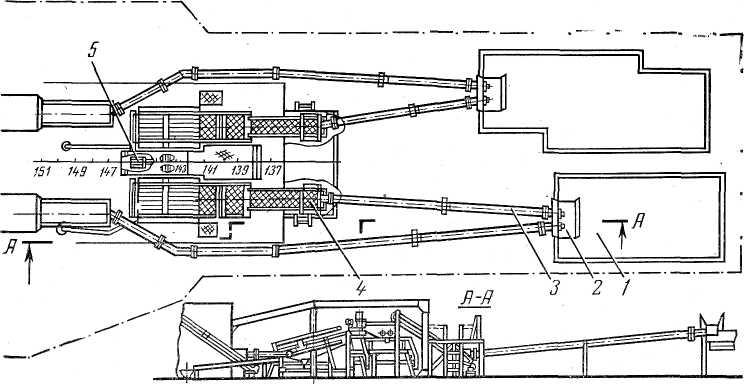
Рис. 124. Расположение технологического оборудования участка разделки креветок на палубе надстройки плавзавода: 1 — бункер; 2 — приемный карман; 3 — гидрожелоб; 4 — разделочная машина; 5 — водоотделитель.
1 — гидрожелоб; 2 — машина для удаления панциря; 3 — скребковые конвейеры; 4 — сепаратор; 5 — скребковый конвейер; 6 — сортировочная машина.
По гидрожелобу креветки подаются в бункер загрузочного сетчатого конвейера разделочной машины (рис. 125). На гидрожелобе и конвейере креветки проходят инспекцию с отбором экземпляров, не пригодных для дальнейшей обработки. Равномерный слой креветок на полотне загрузочного конвейера (30—40 мм) обеспечивается скребком, установленным над полотном и совершающим колебательное движение.
На разделочной машине головогрудь отделяется от шейки и частично отделяется панцирь. Машина состоит из двух расположенных одна за другой наклонных секций. Каждая секция представляет собой решетку из параллельных великов, совершающих возвратно-вращательное движение. Над валиками размещена рама с подпружиненными толкателями, совершающая возвратно-поступательное движение. Креветка захватывается смежными валиками, головогрудь отделяется от шейки с помощью толкателей, и частично разрушается панцирь. Отделенные части проваливаются между валиками в поддон для отходов. Креветки подаются на первую секцию и по наклонным валикам передаются на вторую, установленную ниже. Валики непрерывно орошаются водой под давлением, способствующим продавливанию голов и панциря между валиками.
Дальнейшая обработка шеек осуществляется на машине для удаления панциря. Шейки креветок в потоке воды подаются на приемный перфорированный лоток машины. На лотке, совершающем колебательное движение, происходит частичное отделение воды с мелкой панцирной крошкой. С лотка шейки подаются на наклонное дно корпуса машины, над которым вращаются 38 резиновых роликов, укрепленных на одном валу. Ролики, прокатываясь по сегментам панциря, окончательно измельчают панцирь и отделяют его от шейки.
Шейки с панцирной крошкой скребковым транспортером подаются в сепаратор для окончательной очистки. Рабочий орган состоит из десяти пар приводных валиков, над смежными парами расположены свободно вращающиеся верхние валики. При вращении валиков частицы панциря попадают в зазоры между верхними и нижними валиками и сбрасываются в поддон для отходов. Очищенные шейки попадают в выходной лоток.
При производстве консервов очищенные шейки креветок собираются в сетчатые носилки емкостью до 20 кг, в которых помещаются в ванну для варки в морской воде в течение 2— 3 мин.
После варки шейки охлаждаются в проточной морской воде до температуры не выше 30°С. Охлажденные креветки передаются в консервный цех.
В специальном устройстве, выполненном в виде наклонного проволочного вращающегося барабана, от шеек отделяются частички панциря и остатки усов. Окончательно очищенные шейки подаются на фасовочный конвейер, где работницы взвешивают порции шеек и укладывают их в банки. Заполненные банки передаются на закатку, стерилизацию и последующее товарное оформление.
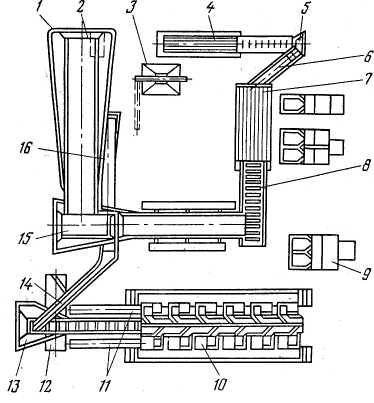
Рис. 126. Линия обработки креветки на судах типа БМРТ:
1 — моечная машина; 2 — патрубок вакуум-насоса; 3— тельфер; 4—сортировочная машина; 5, 8—конвейеры; 6 — наклонный конвейер; 7 — сортировочная машина; 9 — упаковочный стол; 10 — панциресъемная машина; 11, 12 — конвейеры отвода отходов; 13 — моечная машина; 14 — лоток; 15 — инспекционный конвейер; 16 — конвейер подачи охлажденных шеек.
Для производства мороженой продукции из креветок очищенные шейки подаются на сортировку. Сортировочная машина сортирует шейки на пять размерных фракций. Шейки в потоке воды попадают на наклонный стол машины. Над столом поперечно под углом к потоку шеек установлены вращающиеся валы со шнековой навивкой небольшой высоты. Зазоры между валами и столом различны и уменьшаются по ходу потока. Самые крупные шейки отводятся первым валом в соответствующий лоток, менее крупные проходят в зазор между валом и столом и отсортировываются на следующем валу.
Рассортированные шейки подаются на фасовочный конвейер для укладки в противни по 2,5—5 кг, в которых направляются на замораживание.
При производстве варено-мороженой продукции шейки перед фасовкой отваривают, так же как при производстве консервов.
Производительность механизированного участка 484 кг/ч, производительность линии в смену 10 туб консервов, обслуживают ее 39 человек, расход воды составляет 102 м3/ч, потребляемая мощность 52 кВт.
Линия производства мороженых, сырых и вареных шеек креветок устанавливается на промысловых судах типа БМРТ. Линия обрабатывает крупную тепловодную креветку.
На борту добывающего судна креветок обезглавливают и пересыпают дробленым льдом. Далее смесь шеек со льдом с помощью вакуум-насоса подается на плавбазу в приемный бункер моечной машины (рис. 126).
Моечная машина состоит из приемного бункера, моечной ванны, пластинчатого конвейера и электропривода. Наклонный участок конвейера находится в бункере, а на горизонтальном участке шейки транспортируются через моечную ванну. При мойке от шеек отделяются кусочки льда.
Затем шейки передаются на инспекционный конвейер, где отбираются некондиционные экземпляры, и по наклонному конвейеру поступают на две сортировочные машины фирмы «Сорт Райт» (США). Первая машина сортирует мелкие шейки на четыре размерные фракции, вторая — более крупные на пять размерных фракций.
Сортировочные машины работают по принципу расходящейся щели, которая образуется вращающимися валами, расположенными под углом один к другому. Регулируемый зазор между валами увеличивается в направлении движения креветки. Шейки в зависимости от размеров проваливаются между валами в соответствующие зазоры и попадают в лотки.
Мелкие креветочные шейки после сортировки подаются на фасовку к упаковочным столам, где их вручную фасуют по 2350 г в картонные коробочки. В заполненную коробочку добавляют 150 г воды и направляют на замораживание в туннельные морозильные аппараты. После замораживания коробочки снова направляют к упаковочным столам, где их вскрывают, глазируют, упаковывают и направляют на хранение.
Крупные креветочные шейки пересыпают льдом и направляют в трюм для охлаждения до 0—2°С и выдержки в течение 6—8 ч. Затем охлажденные шейки наклонным конвейером подаются в моечную машину. После мойки шейки распределительным транспортером подаются к 12 машинам для разделки шеек фирмы «Джонсон» (США), расположенным по шесть с каждой стороны транспортера. Производительность машины до 60 шеек в минуту.
Очищенные шейки с выносных конвейеров машин поступают в сборник. Дальнейшие операции фасовки, упаковки, замораживания и глазировки аналогичны тем, которые выполняются на участке производства неразделанной креветки.
Для производства варено-мороженых шеек используются два вертикальных двухкорзиночных автоклава, установленных на верхней палубе. Варка шеек предшествует их сортировке. Остальные операции аналогичны операциям производства сыромороженых шеек.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ КАЛЬМАРОВ
Из кальмаров вырабатывают мороженое филе, солено-сушеную соломку, консервы «Кальмар натуральный», «Кальмар в ароматизированном масле», пресервы «Кальмар в маринаде», большой ассортимент кулинарной продукции. Съедобной частью кальмара являются мясистая мантия и голова со щупальцами.
Основным промысловым видом является тихоокеанский кальмар, длина его тела 300— 600 мм, масса 300—700 г.
Машина ИРКТ-1 предназначена для разделки кальмаров длиной 270—490 мм на тушку на береговых предприятиях и судах промыслового флота, производительность ее 75 шт./мин. Машина выполняет следующие технологические операции: отделяет от туловища голову со щупальцами удаляет внутренности из мантии, рассортировывает части разделанного кальмара — тушки и головы со щупальцами.
Основные узлы (рис. 127): станина, привод, две пары операционных и поддерживающих валиков, откидной и рабочий столы, водосистема.
В передней части сварной станины с двух сторон приварены щеки из нержавеющей стали с вертикальными направляющими пазами для установки в них верхних подвижных валиков. Откидной стол сварен из листовой нержавеющей стали и крепится к станине шарнирами и болтами, позволяющими его откидывать, что уменьшает габариты машины при транспортировке и обеспечивает свободный доступ к приводу машины.
Рабочие органы машины — две пары операционных валиков. Валики первой операции предназначены для выдавливания внутренностей кальмара и представляют собой металлические полые барабаны, на которые насажены рифленые резиновые или капроновые кольца. Валики с резиновыми кольцами применяются при работе с размороженным кальмаром, с капроновыми кольцами — при работе со свежим кальмаром.
Нижний валик вращается в неподвижных подшипниках скольжения, закрепленных болтами на станине. Верхний валик вращается в подвижных качающихся капроновых подшипниках, на корпусах которых имеются пазы для установки их в вертикальных направляющих в лапах станины. Для смягчения ударов подшипников о выступы направляющих предусмотрены резиновые амортизаторы. Верхний валик прижимается к нижнему пружинами, сжатие которых регулируется винтами. Во избежание износа от трения поверхностей валика во время работы машины вхолостую валики монтируются с относительным зазором 1,5—3 мм. Частота вращения валиков первой операции составляет 58 об/мин.
Валики второй операции отделяют от тушки кальмара голову со щупальцами. Они выполнены конструктивно аналогично валикам первой операции", но имеют меньший диаметр и большую частоту вращения (134 об/мин).
Для направленной подачи кальмара к валикам на столе выштампованы четыре углубления, продолжением которых является четырех ручьевой лоток, приваренный наклонно под углом 30° к горизонтальной части стола.
Кальмар, ориентируемый хвостовым плавником вперед, подается по направляющим к валикам первой операции, которые зажимают его и протаскивают между собой, выдавливая внутренности, отводимые с водой по специальному лотку. Поддерживающим валиком кальмар передается к валикам второй операции, которые при увеличении скорости перемещения кальмара отрывают голову со щупальцами от тушки. Голова со щупальцами падает в приемный лоток и выводится из машины. Выходящая из валиков тушка кальмара попадает в специальный лоток, который выводит ее на последующую обработку. В процессе разделки кальмара операционные валики обильно омываются забортной водой. Мощность электропривода машины 0,7 кВт, габариты 1322X700X1150 мм, масса 200 кг, обслуживает ее один рабочий.
Дефростер предназначен для быстрого размораживания блоков мороженого кальмара, креветки. В нем обрабатываются блоки размерами 800X250X80 мм. Единовременная загрузка дефростера составляет 1500 кг.
Корпус дефростера (рис. 128) сварной, в верхней части выгорожена ванна, имеющая дно с уклоном в сторону выгрузки. Ванна снабжена ложным дном из трубок с шагом 40 мм, уложенных в пазы гребенок. Ложное дно служит опорой для блоков мороженой продукции. В нижней части корпуса выгорожен бак для сбора воды, в котором установлены два фильтра грубой очистки воды.
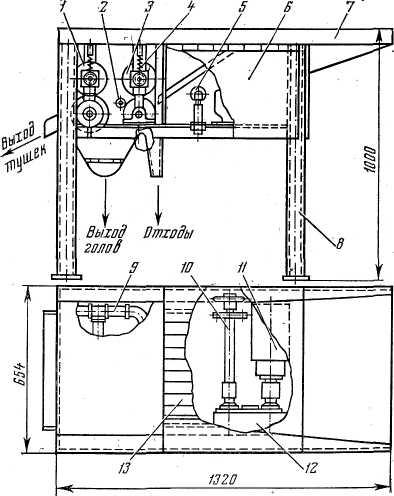
Рис. 127. Машина ИРКТ-1 для разделки кальмара на тушку:
1 — валики второй операции; 2 — поддерживающий вал; 3— валики первой операции; 4—пружина; 5 — натяжное устройство; 6 — крышка; 7 — откидной стол; 8 — станина; 9 — водосистема; 10 — приводной вал; 11 — электродвигатель; 12 — редуктор; 13 — рабочий стол.
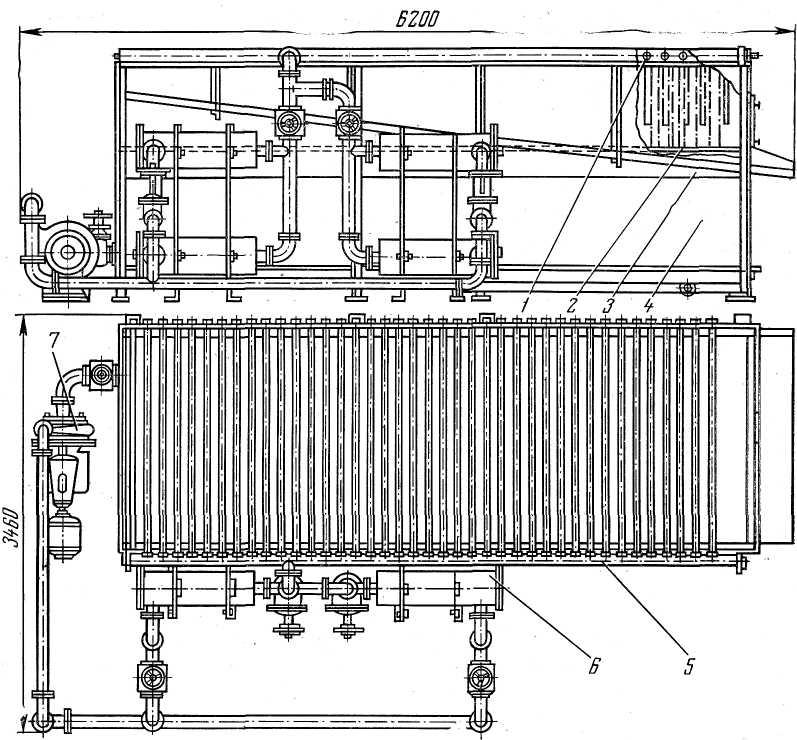
1 — барботерные трубки; 2 — ложное дно; 3 — корпус; 4 — бак для сбора воды; 5 — коллектор; 6 — фильтр;
7 — насосная станция.
Размораживание осуществляется орошением блоков водой. Система орошения состоит из коллектора, к которому с шагом 130 мм подсоединены барботерные трубки. Снизу к трубкам приварены прутки, образующие гнезда для установки блоков. В барботерные трубки подается вода под давлением 392 кПа.
Подача воды и ее рециркуляция осуществляются с помощью насосной станции, входящей в состав дефростера. Имеются две батареи фильтров тонкой очистки воды. Насосная станция укомплектована насосом производительностью 180 м3/ч с приводом от электродвигателя мощностью 20 кВт.
Блоки мороженого кальмара загружаются в промежутки между барботерными трубками. При орошении водой блоки размораживаются и разваливаются. Оттаявшие кальмары через ложное дно проваливаются на наклонное дно ванны и уносятся с водой, которая через водоотделительные лотки уходит в бак для дальнейшей циркуляции. Готовый продукт удаляется из дефростера по мере накопления.
Габариты аппарата 620X3460x2050 мм, масса 4242 кг, обслуживает его один человек.
Машина для отрезания хвостового плавника от тушки кальмара производительностью 500 кг/ч состоит из станины, кассетного транспортера, ножевого вала, группы привода (рис. 129).
Все узлы машины и привод смонтированы на общей станине, с торцов которой закреплены загрузочный стол и разгрузочный лоток, разделенный перегородкой на две части. На станине смонтирован подающий конвейер, выполненный из двух ветвей втулочно-роликовой цепи, к которым приварены кассеты шириной 310 мм. В средней части кассеты имеются углубления для прохождения дискового ножа. Над полотном конвейера смонтирован вал с дисковым ножом, вращающийся с частотой 1390 об/мин. Крепление вала на станине обеспечивает возможность регулирования положения ножа по высоте относительно полотна конвейера.
В процессе отрезания хвостового плавника кальмар удерживается прижимной планкой, выполненной из нержавеющей стали. Рабочий забирает тушку с загрузочного стола и укладывает в кассету транспортера, ориентируя ее хвостовым плавником по линии реза. При движении конвейера тушка попадает под прижимную планку и подается под дисковый нож, который отрезает хвостовой плавник. Плавник и тушка выводятся из машины раздельно.
Мощность электропривода машины составляет 1 кВт, габариты 1550X510X940 мм.
Машина для обесшкуривания и бланширования предназначена для удаления кожного покрова кальмаров с одновременным их бланшированием. Производительность машины 1500 кг/ч, продолжительность обработки 5 мин.
На общей станине (рис. 130) смонтированы два приводных вала с операционными барабанами, загрузочный и разгрузочный лотки и привод.
Кальмары обрабатываются последовательно в двух операционных барабанах: в первом они обесшкуриваются, во втором бланшируются. Барабаны смонтированы на роликах приводных и ведомых валов. Частота вращения первого барабана 60 об/мин, второго — 2 об/мин. Оба барабана снабжены системой подачи горячей воды со смесителями. К внутренней полости первого барабана приварены, наклонные ребра, к внутренней полости второго — винтообразная направляющая, обеспечивающая порционную подачу кальмаров из первого барабана во второй. Для отделения от кальмаров воды и снятой кожи при переходе из первого во второй барабан на уровне первого и второго витков предусмотрена перфорированная пластина. Между отверстиями пластины имеются ребра, предотвращающие засорение перфорации. Отработанная вода и кожа отводятся через патрубок, размещенный под пластиной. Выходной конец второго барабана выполнен из обечайки большого диаметра, по периметру которой приварены восемь лопаток. Лопатки принимают обработанных кальмаров и поднимают их до уровня разгрузочного лотка, в который они сбрасываются.
Кальмары подаются по загрузочному лотку в первый операционный барабан, в котором они орошаются горячей водой температурой 50— 55°С. При этом происходят размягчение и разрывание кожного покрова, который снимается при перемещении тушек и трении их о ребра.
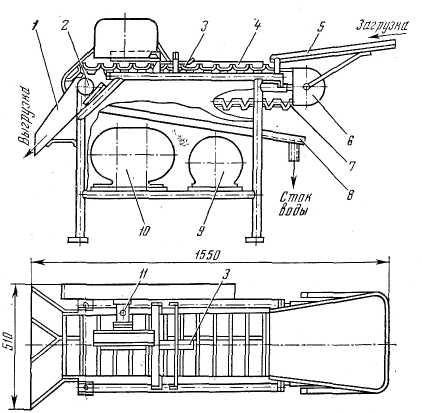
Рис. 129. Машина для отрезания хвостового плавника от тушки кальмара:
1 — разгрузочный лоток; 2 — приводной вал; 3—прижимная планка; 4—-станина; 5 — загрузочный лоток; 6 — натяжной вал; 7 — подающий конвейер; 8 — поддон; 9 — электродвигатель; 10—редуктор; 11 — ножевой вал.
Обесшкуренные таким образом кальмары переходят во второй барабан. В момент, когда заход винтовой направляющей находится в крайнем нижнем положении, порция обесшкуренных кальмаров с водой и кожей попадает в пространство между витками.
По мере вращения барабана винтовая направляющая отделяет эту порцию от основной массы. Отделенная порция попадает на перфорированную пластину для удаления кожи и отработанной воды. При дальнейшем перемещении в барабане и орошении горячей водой температурой 75—80°С кальмары бланшируются в течение 2 мин. Обработанные кальмары переходят в разгрузочную часть барабана и лопатками выносятся к разгрузочному лотку, который выводит их из машины.
Для рециркуляции воды используется шестеренчатый насос производительностью 3,9 м3/ч. Вода из второго барабана через фильтр подается в первый. Горячая вода подается от судовой магистрали.
Габариты машины 2000X1050X1500 мм, обслуживает ее один рабочий.
Машина для обесшкуривания кальмаров применяется на судах и береговых предприятиях.
В зависимости от режима работы машина может обесшкуривать тушки или щупальца. При обработке тушек производительность составляет 1500 кг/ч, продолжительность обработки 3,5 мин, при обработке щупалец — 750 кг/ч и 7 мин соответственно.
На общей станине машины (рис. 131) смонтированы привод и основные узлы: приводные валы, щетки, загрузочный и разгрузочный лотки и операционный барабан, в котором осуществляется обработка кальмара.
Сварной операционный барабан состоит из двух цилиндрических частей разного диаметра. В обечайке меньшего диаметра по всей длине вварена винтообразная ленточная спираль с 10 витками, по которой кальмары перемещаются в барабане.
Между витками приварены пластины-лопатки высотой 15 мм, интенсивно перемешивающие кальмаров.
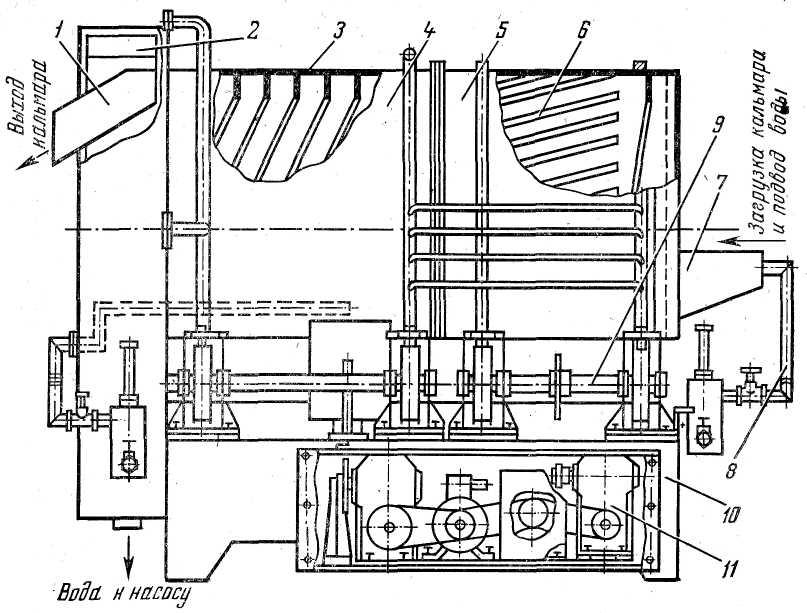
1 — разгрузочный лоток; 2 — лопатки; 3 — направляющая; 4 — второй операционный барабан; 5 — первый операционный барабан; 6 — ребра; 7 — загрузочный лоток; 8 — система подачи воды; 9 — приводной вал; 10 — станина; 11 — привод.
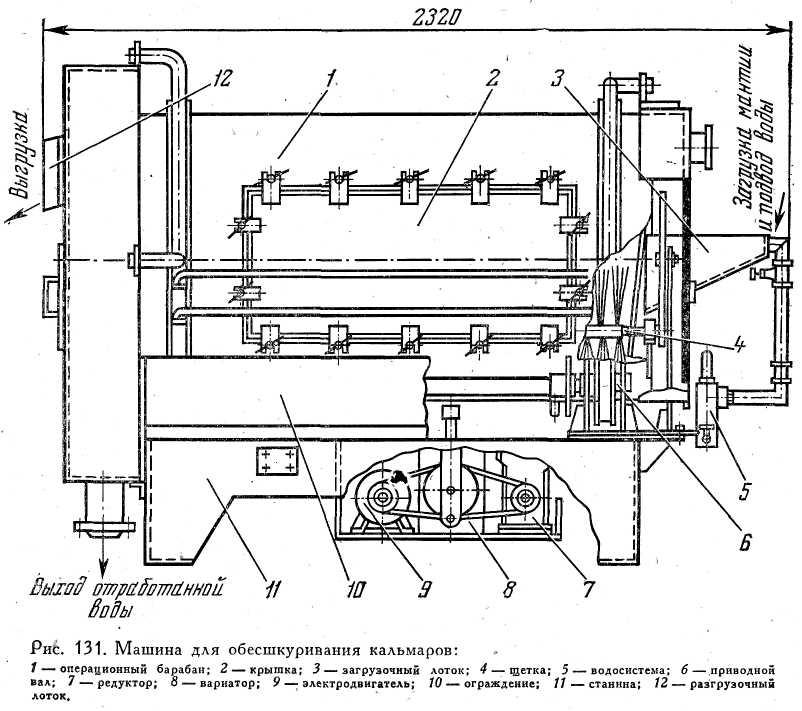
Параллельно оси барабана установлен барботер для подачи морской воды, температура которой регулируется по термометру в пределах 70—75°С. Расход воды до 2 м 3/ч.
Кальмары, поступающие по загрузочному лотку в барабан, попадают между витками спирали. За один оборот барабана они продвигаются на расстояние, равное шагу спирали. При обработке тушек частота вращения барабана составляет 3 об/мин.
При орошении горячей водой кожный покров тушки или щупалец размягчается и разрывается. В процессе продвижения кальмаров через барабан под воздействием лопаток и щетки кожный покров полностью удаляется. Обесшкуренные кальмары в потоке воды переходят в обечайку большего диаметра с перфорацией 3 мм для удаления воды. По периметру обечайки имеются восемь лопаток для приема кальмаров, поднятия их вверх и сброса в разгрузочный лоток. По концевым частям операционного барабана предусмотрены фланцы-ограничители, на наружной поверхности — кольца-бандажи. Барабан установлен на роликах, закрепленных попарно на приводных валах. Валы установлены на станине в подшипниках скольжения.
Привод машины состоит из электродвигателя мощностью 1 кВт, вариатора скоростей и червячного редуктора. Габариты машины 2250Х X 1160Х1580 мм, масса 640 кг, обслуживает ее один рабочий.
Машина для вырезания хитиновой пластины производительностью 300 кг/ч состоит из подающего и прижимающего конвейеров, ножевого вала и привода, смонтированных на общей станине (рис. 132).
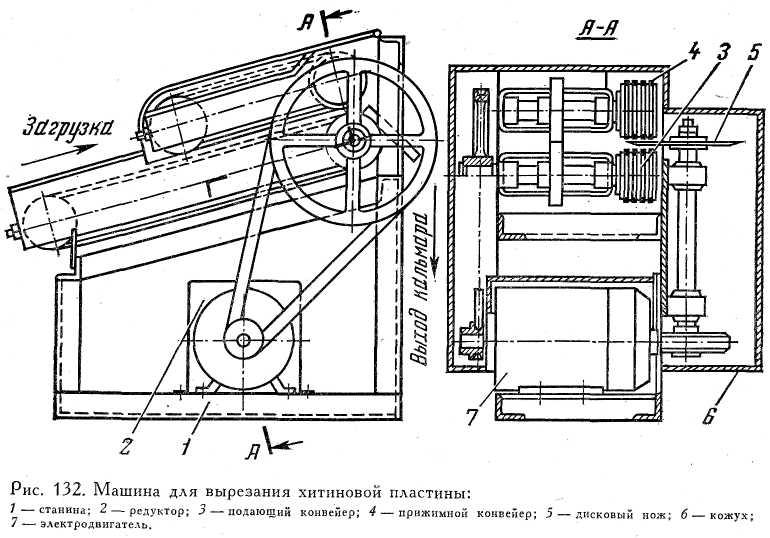
Тушка разрезается дисковым ножом, входящим между ремнями полотна конвейера. Ножевой вал расположен перпендикулярно конвейерам. Рабочий, обслуживающий машину, укладывает тушку кальмара продольно на подающий конвейер. Тушка разрезается вдоль дисковым ножом на две части, при этом крепление хитиновой пластины к мантии ослабляется. При последующей мойке хитиновые пластины вымываются.
Мощность электропривода машины 0,7 кВт, габариты 800x505x540 мм, масса 60 кг.
Моечная машина предназначена для мойки тушек и хвостовых плавников кальмаров перед подачей на посол, производительность ее 1500 кг/ч.
Машина (рис. 133) состоит из моечного барабана, выносного конвейера, привода и системы подачи воды. Все узлы машины размещены на станине, представляющей собой сварной каркас, обшитый стальными листами, которые образуют ванну для сбора отработанной воды. Над ванной в приводных валах расположен моечный барабан, выполненный из тонколистовой нержавеющей стали с перфорацией. С внутренней стороны барабана имеется винтообразная направляющая, обеспечивающая кантовку кальмара при мойке. По всей длине барабана установлен трубопровод с отверстиями для подачи воды. Снаружи барабана приварены два направляющих кольца для обеспечения его вращения и предотвращения осевого смещения. Барабан приводится во вращение обрезиненными роликами, которые попарно закреплены на приводных валах, смонтированных на станине, в подшипниках скольжения. Валы приводятся во вращение от червячного редуктора. Частота вращения барабана 10 об/мин.
С торца станины крепится ферма выносного конвейера, полотно которого выполнено из стальной перфорированной ленты со скребками. Ширина ленты 500 мм. Конвейер имеет приводной и натяжной барабаны. Привод конвейера осуществляется от червячного редуктора через цепную передачу. Скорость движения- ленты 0,13 м/с.
Поступающие в машину кальмары моются в барабане при орошении водой, перемещаются в процессе мойки к разгрузочному концу и выгружаются на выносной конвейер. Далее кальмары подаются конвейером в машину для вкусового посола, в процессе транспортировки с них удаляются излишки воды.
Мощность электропривода машины 1,5 кВт, габариты 6900X1510X1915 мм.
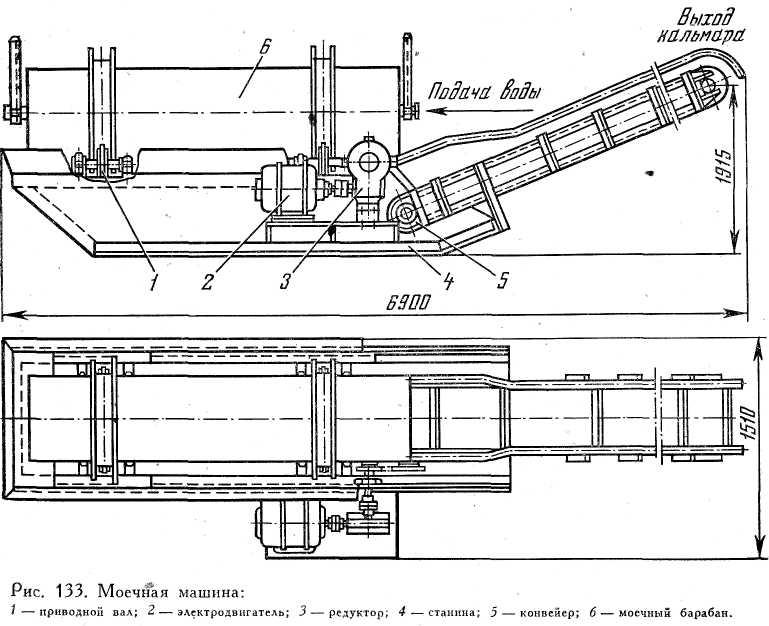
Посол происходит во вращающемся посольном барабане установленном на роликах приводных валов (рис. 134). Барабан выполнен из нержавеющей стали, на внутренней поверхности приварена спиральная направляющая высотой 120 мм с шагом 200 мм. На разгрузочном конце барабана обечайка имеет больший диаметр и перфорацию, изнутри наварены лопатки, обеспечивающие разгрузку. Предусмотрены патрубки для подачи и отвода тузлука. Тузлук подается в посольный барабан от насосной станции, туда же возвращается на регенерацию отработанный тузлук.
Кальмары подаются в барабан через загрузочный лоток. При транспортировке через полость барабана они перемешиваются с тузлуком и просаливаются. Из барабана кальмары выгружаются в разгрузочный лоток.
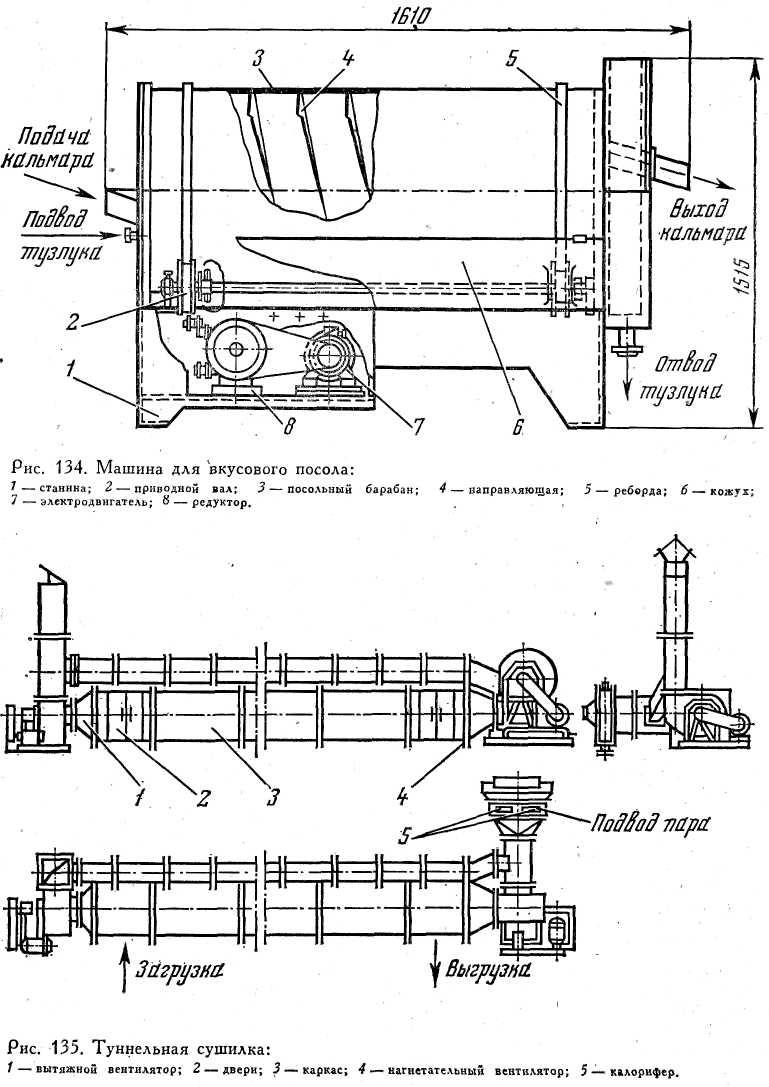
Мощность электропривода машины 1,0 кВт, габариты 1610Х1100Х1515 мм.
Туннельная сушилка периодического действия (рис. 135) представляет собой туннель длиной 22,5 м, каркас которого собран из отдельных секций, имеющих по внешнему контуру теплоизоляцию из асбестового картона. Крайние секции меньшего размера снабжены дверьми в боковых стенках для обслуживания сушилки. В сушилку подаются тележки с кальмарами, разложенными на спаренных решетках, установленных в 15 рядов по высоте тележки. Единовременная загрузка сушилки составляет 20 тележек. Сушка производится горячим воздухом температурой 40—50°С. Воздух подается вентилятором, смонтированным на разгрузочном конце сушилки. Вентилятор соединен с каркасом сушилки патрубком, в котором установлена заслонка для регулирования подачи потока воздуха. Воздух подогревается двумя паровыми калориферами, схема подсоединения которых предусматривает одновременную работу одного или двух калориферов. Температура воздуха в сушилке регулируется отключением одного из калориферов, изменением подачи воздуха и греющего пара в калориферы.
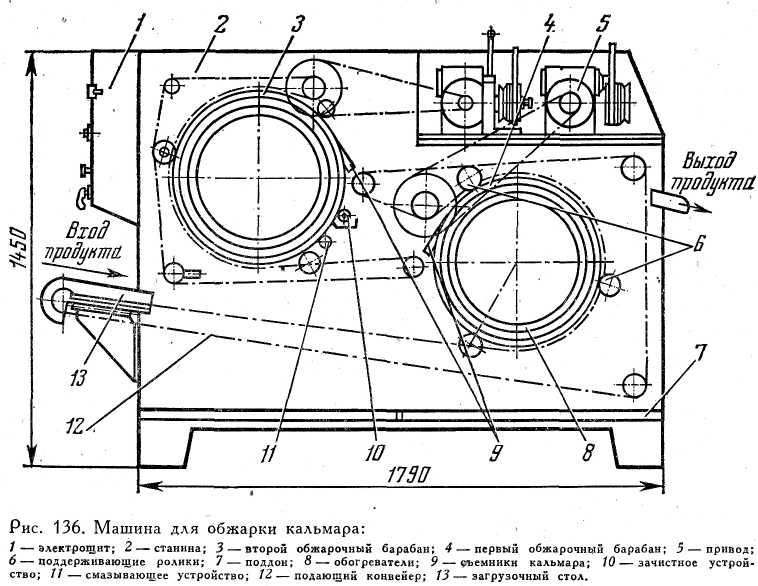
На загрузочном конце сушилки смонтирован вытяжной вентилятор, соединенный раструбом с вытяжной трубой, которая закрыта сверху зонтом. Расход воздуха в среднем составляет 4100 м3/ч, расход пара 300 кг/ч.
Машина для обжарки кальмаров предназначена для обработки предварительно подсушенного кальмара, производительность ее по готовому продукту 120 кг/ч.
В машине непрерывного действия использован контактный способ воздействия нагретой поверхности на обрабатываемый продукт. В состав машины (рис. 136) входят два обжарочных барабана с обогревателями, смазывающими и зачистными устройствами, подающие конвейеры и привод. Станина сварена из профильной и листовой стали, имеет площадки для крепления подшипников и поддерживающих роликов обжарочных барабанов. В нижней части станины приварены направляющие для поддонов сбора отходов и крошки, образующейся при обжарке. По внешнему контуру к станине крепятся теплоизолирующие щиты.
Обжарочные барабаны выполнены литыми чугунными. Каждый барабан установлен на станине в трех парах поддерживающих роликов. Нагрев рабочей поверхности барабанов осуществляется обогревателями, помещенными во внутренние полости. Обогреватель выполнен из цилиндрического каркаса с крышками с обеих сторон. Цилиндрическая поверхность образована отражателями, в которых зажимами крепятся нагревательные элементы. В каждом обогревателе размещено по девять элементов. В качестве нагревательных элементов используются кварцевые лампы мощностью 1 кВт. Контроль за работой нагревательных элементов осуществляется визуально. Для этого в одной крышке обогревателя имеются девять отверстий, закрытых при работе. Открытие отверстий для наблюдения производится поворотом специального кольца с отверстиями до совмещения отверстий кольца и крышки. Температура при обжарке поддерживается в диапазоне 150— 170°С.
Для подвода к рабочей поверхности обжарочных барабанов смазки — растительного масла — и для устранения возможного прилипания кальмаров имеется смазывающее устройство. Оно выполнено в виде трубы, имеющей по образующей паз, в котором устанавливается зажим для фитиля. Один конец трубы заглушен, второй снабжен наконечником с масленкой.
Пригоревшие кальмары снимаются с поверхности барабана с помощью зачистного устройства, в сварном корпусе которого установлены нож с подпружиненной планкой, поддон для сбора снятого пригоревшего кальмара и проволочная щетка. Щетка приводится во вращение от общего привода через цепную передачу.
Для снятия обжаренных кальмаров имеется специальное устройство, состоящее из подвески, двух опор и ножа, который прижимается к рабочей поверхности барабана пружиной кручения.
Перемещение кальмаров в машине осуществляется двумя конвейерами разной длины. Несущее полотно каждого конвейера выполнено из планок, укрепленных на двух параллельных втулочно-роликовых цепях с шагом 19,05 мм.
При огибании обжарочного барабана рабочей ветвью каждого конвейера кальмары прижимаются к нагретой поверхности барабана. Первый конвейер служит для приема кальмаров с загрузочного стола машины, подачи их к первому обжарочному барабану и вывода готового продукта из машины. Второй конвейер меньшей длины подает кальмаров ко второму барабану и передает готовый продукт на разгрузочный участок первого конвейера.
Изоляция машины выполнена из специальных щитов в виде полых сварных коробок. Полость щитов при сборке наполняется алюминиевой фольгой. Температура внешней поверхности изолирующих щитов не должна превышать 45°С.
Предназначенных для обжарки кальмаров вручную подают с загрузочного стола на полотно первого конвейера, который передает их к первому обжарочному барабану. Плотно прижатые к нагретой поверхности барабана кальмары обжариваются с одной стороны.
Обжаренные кальмары снимаются с рабочей поверхности первого барабана ножом, расположенным в месте отделения полотна от барабана. Далее кальмары переходят на второй конвейер, падая обжаренной поверхностью на полотно. На рабочей поверхности второго барабана кальмары обжариваются с другой стороны. Готовый продукт снимается ножом узла снятия и передается на полотно обратной ветки первого конвейера, который выносит его на разгрузочный лоток.
Продолжительность обжарки 2,5—3,5 мин, расход масла 2 г на 1 кг готовой продукции, расход электроэнергии 19 кВт-ч, габариты машины 2670X900X1690 мм.
Машина ИРОК предназначена для разрезания сырых и предварительно подсушенных обесшкуренных тушек кальмара на полоски шириной до 7 мм, производительность ее 90 кг/ч. Она может устанавливаться в механизированных линиях производства консервов «Кальмар натуральный» и солено-сушеной соломки из кальмара, а также использоваться в кулинарных цехах для выпуска разнообразной продукции из кальмара. Машина (рис. 137) состоит из станины, на которой смонтированы два ножевых вала, закрытых кожухом, привод, загрузочный и разгрузочный лотки. В кожухе имеется загрузочная течка, в верхней части смонтирован барботер для подачи воды при обработке сырого кальмара.
Верхняя часть станины заканчивается горизонтальной плитой, на которой устанавливаются редуктор, ножевые валы и съемники. К плите шарнирно крепится кожух для ограждения ножевых валов, который служит также загрузочным столом машины. На валах насажены рабочие инструменты — режущие диски диаметром 200 мм.
Машины работают по принципу дисковых ножниц. Диски каждого вала вращаются с частотой 68 об/мин навстречу друг другу. Каждый диск имеет режущие кромки и зубчатую накатку по образующей для лучшего захвата кальмаров. Ширина дисков определяет ширину нарезаемых полосок кальмара.
Контакт режущих кромок двух смежных дисков достигается путем свободной (в осевом направлении) посадки дисков на валы. Один из крайних дисков со ступицей упирается в упругую шайбу-приставку. Во второй диск упирается нажимная гайка, регулирующая поджатие всех дисков. Оптимальное поджатие фиксируется винтами. Разрезанный кальмар удаляется самоустанавливающимися пластинами-съемниками, закрепленными на стойках плиты. Нарезанные кальмары выводятся из машины по разгрузочному лотку.
Мощность электропривода машины 1 кВт, ее габариты 830X605x940 мм, масса 150 кг. Обслуживает машину один человек.
Стерилизатор с автоматической загрузкой продукта (рис. 138, а) предназначен для стерилизации нарезанных кальмаров с одновременной их подсушкой до влажности 28—32%, что обеспечивает последующее длительное хранение готового продукта. Производительность стерилизатора 150 кг/ч. Стерилизация осуществляется бактерицидными лампами, подсушка — инфракрасными.
Кальмары подаются в стерилизатор непрерывно с помощью устройства для автоматической загрузки, которое монтируется на загрузочной части аппарата. Одновременно с кальмарами в стерилизатор подается вкусовой компонент — глютаминат натрия, улучшающий вкус готового продукта.
Дозирование кальмаров по весовому принципу производится весовым устройством рычажного типа. Глютаминат натрия дозируется объемным методом с помощью дозатора камерного типа.
Загрузочное устройство (рис. 138, б) представляет собой раму, на которой смонтированы секционный весовой барабан, мерная камера, бункер для глютамината натрия, виброплоскость для приема кальмаров и привод.
Весовой барабан разделен перегородками на четыре секции и закреплен на конце разноплечного грузового рычага с возможностью вращения вокруг своей оси, на другом конце рычага закреплен груз и демцфер. К основанию бункера для глютамината натрия прикреплена мерная камера, состоящая из двух неподвижных плит с отверстиями и расположенной между ними подвижной плиты с мерным отверстием.
Отверстия в неподвижных плитах смещены относительно друг друга на величину хода подвижной плиты, которая связана через электромагнит и ртутный выключатель с грузовым рычагом, несущим весовой барабан. Для предотвращения произвольного проворачивания барабана предусмотрена система рычагов.
Виброплоскость прикреплена на стойках к площадке рамы и связана шатуном с эксцентриковым валом, который приводится во вращение электродвигателем, смонтированным в нижней части рамы.
Нарезанные кальмары, поступающие на виброплоскость, распределяются под действием сил вибрации равномерным слоем и попадают в весовой барабан, находящийся в крайнем верхнем положении. При этом грузовый рычаг барабана, воздействуя на корпус ртутного переключателя, удерживает его в положении, когда контакты переключателя разомкнуты и питание на электромагнит не поступает.
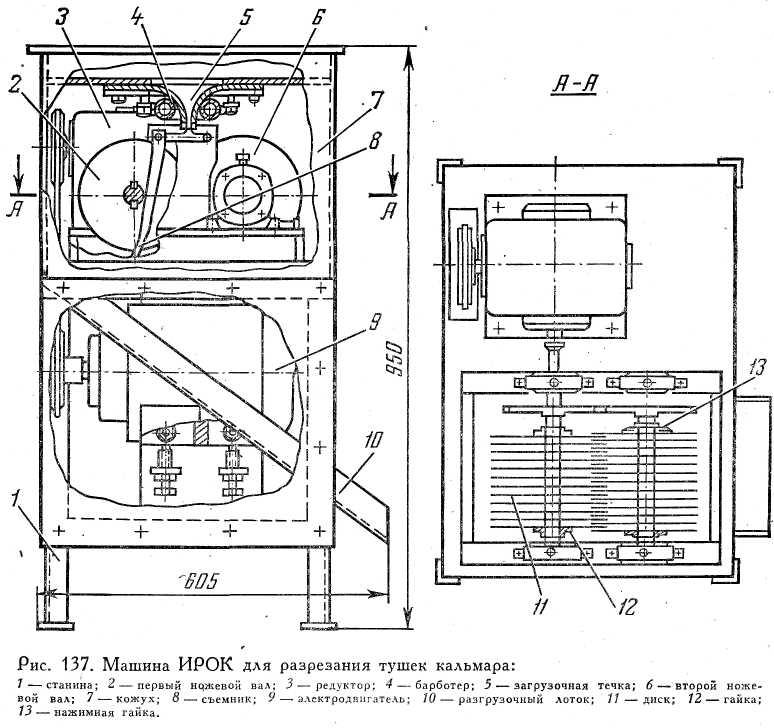
При перемещении якоря влево система рычагов освобождает весовой барабан, который получает возможность повернуться вокруг оси на 90°. Смесь кальмаров и глютамината натрия из секции высыпается по лотку в стерилизатор. После разгрузки весовой барабан вновь занимает крайнее верхнее положение, и цикл повторяется.
Загрузочный лоток стерилизатора служит для подачи продукта в операционный барабан аппарата, который представляет собой сварную конструкцию, состоящую из рабочей и разгрузочной частей. На внутренней поверхности рабочей части имеются продольные выступы высотой 50 мм, обеспечивающие перемещение кальмаров в аппарате. В разгрузочной части имеются лопатки, которыми продукт поднимается до уровня разгрузочного лотка и сбрасывается на него.
На крышках внутри барабана размещены две люстры сварной конструкции, В одной вмонтированы 15 инфракрасных ламп типа КИ-220-1000-1 мощностью по 1 кВт, во второй — две бактерицидные лампы типа БУВ-60П мощностью по 0,6 кВт. Барабан вращается в роликах приводных валов и снабжен механизмом для изменения угла наклона.
Привод стерилизатора состоит из электродвигателя мощностью 1 кВт, вариатора и червячного редуктора. Габариты стерилизатора 2330X1220X1450 мм.
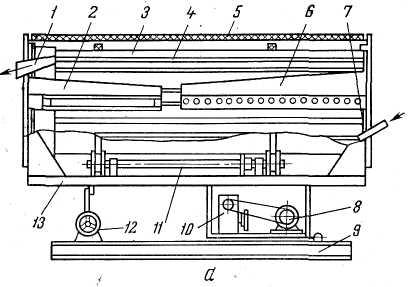
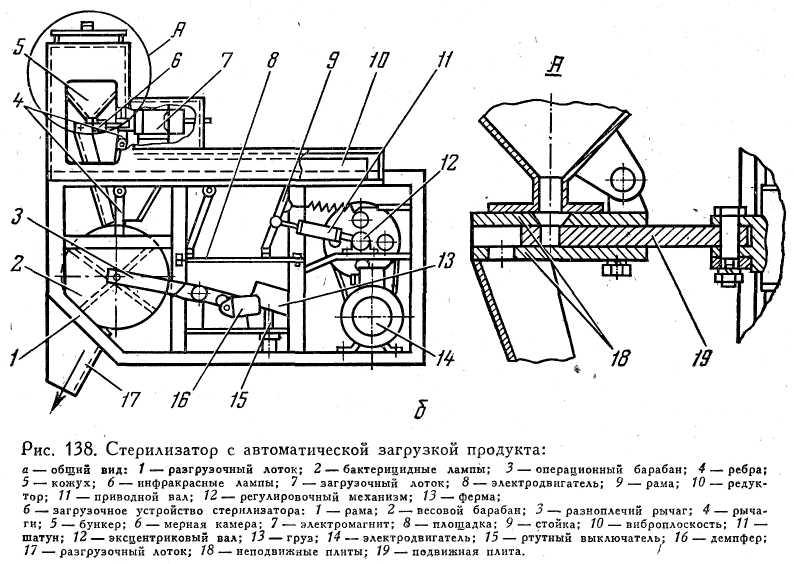
Механизированная линия добычи и первичной обработки кальмаров устанавливается на судах типа СРТМ. Первичная обработка заключается в разделке кальмаров на тушку с последующим замораживанием в блоках.
В состав линии (рис. 139) входят автоматические кальмароловные лебедки, машины для разделки кальмара ИРКТ-1, моечная машина, стечной барабан, гидрожелоба и конвейеры.
При подъеме ярусов пойманные на крючки кальмары под действием собственной силы тяжести отделяются от крючков и падают на специальную сетку. Размещенные вдоль бортов под лебедками ленточные конвейеры и гидрожелоба передают кальмаров на дальнейшую обработку.
Производительность ленточного конвейера 1 т/ч при скорости движения ленты 0,2 м/с и ширине 300 мм. В состав конвейера входят приводная и натяжная станции, кронштейны с роликами, закрепленные на шпангоутах фальшборта.
Гидрожелоба выполнены из нержавеющей стали. С торцов в них подводится забортная вода для транспортировки кальмаров. Желоба имеют уклон в сторону скребковых конвейеров. Скребковые конвейеры предназначены для сбора кальмаров, поступающих с ленточного конвейера и гидрожелоба, и передачи их в накопительный бункер. Производительность каждого
скребкового конвейера 1,2 т/ч при скорости движения ленты 0,2 м/с. Накопительный бункер обеспечивает равномерную работу двух каль-мароразделочных машин. Емкость бункера 2 т, он выполнен из сварного каркаса с деревянными бортами и днищем. Из бункера кальмары поступают на приемные столики кальмароразделочных машин ИРКТ-1. Разделка кальмаров включает операции отделения головы со щупальцами от туловища, удаления внутренностей из мантии, рассортировки частей разделанного кальмара.
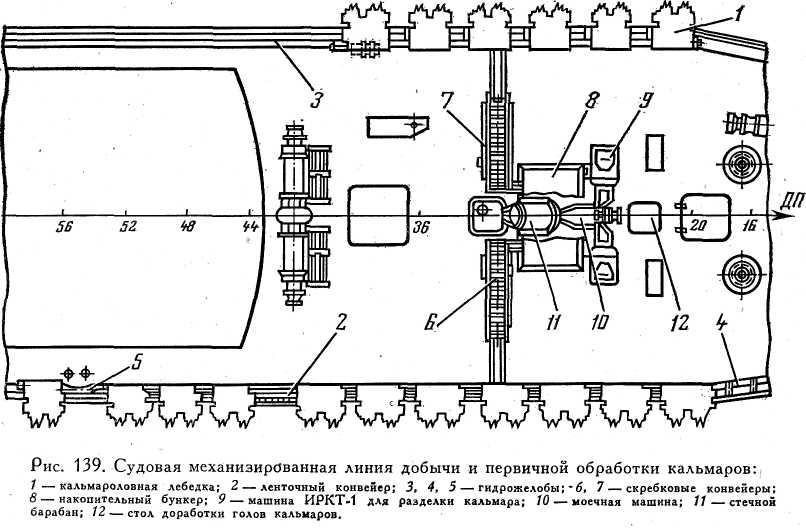
Отходы от кальмароразделочных машин отводятся по гидрожелобу. Тушки кальмаров из разделочной машины передаются на мойку в моечную машину, размещенную под накопительным бункером. Тушки моются струями воды, подаваемой из форсунок, размещенных в моечной ванне. Моечная ванна имеет наклон в сторону выгрузки в стечной барабан, который представляет собой перфорированный цилиндр, смонтированный на приводных валах. На внутренней поверхности его имеется винтообразная направляющая для перемещения тушек кальмара через барабан. В процессе перемещения тушки отделяются от воды и разгружаются через лоток в приемную горловину морозильного отделения. Привод барабана осуществляется электродвигателем мощностью 0,45 кВт.
В морозильном отделении тушки укладывают в противни и замораживают в скороморозильном аппарате. Блоки мороженых разделанных кальмаров направляют на хранение в охлаждаемый трюм.
Суточная производительность линии по перерабатываемому кальмару 10 т, расход морской воды 30 м3/ч, мощность установленных электродвигателей 7 кВт.
Механизированная линия производства консервов «Кальмар натуральный» устанавливается на плавзаводах типа «Андрей Захаров». Линия состоит из отдельных участков, расположенных на разных палубах плавзавода. В состав линии входит технологическое оборудование для разделки и обработки кальмаров, фасовки их в консервную тару, закатки, стерилизации банок и окончательного оформления.
Основной участок линии с технологическим оборудованием для первичной обработки кальмара-сырца размещен на верхней палубе (рис. 140). Ящики с кальмарами, пересыпанными льдом, подаются с промысловых судов грузовыми стрелами на борт плавзавода. Сырец выгружается из ящиков на ленточный конвейер, размещенный на палубе надстройки, и транспортируется в аккумуляторное отделение. Емкость отделения обеспечивает запас сырья для бесперебойной работы линии в течение двух суток.
Вдоль аккумуляторного отделения установлен ленточный реверсивный конвейер, один конец которого выходит в цех разделки. Этот конвейер подает сырье в цех разделки и выводит из него пустые оборотные ящики. Производительность конвейера 3,3 т/ч, потребляемая мощность 2,5 кВт. Окно над выходящей в цех
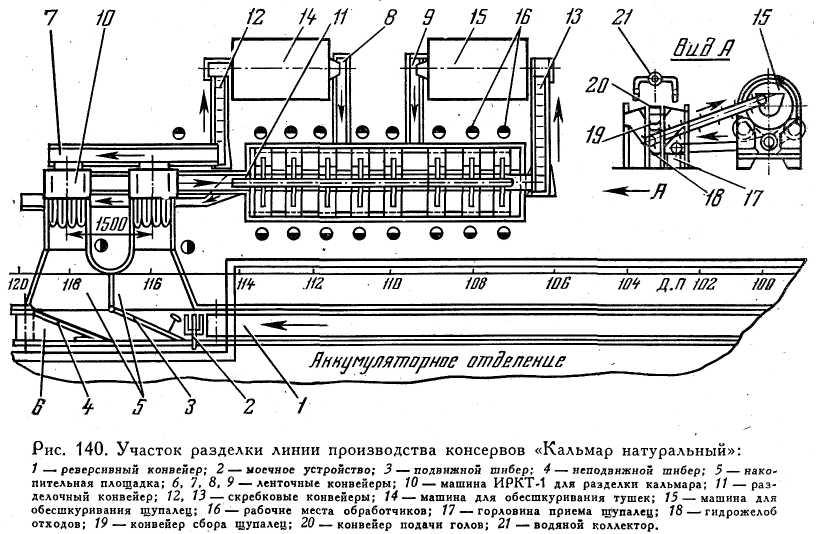
Поступающий в цех кальмар-сырец с реверсивного конвейера передается на ленточный, которым подается на накопительные площадки кальмароразделочных машин ИРКТ-1. Лента конвейера ограждена бортовинами. В приемной части конвейера смонтировано водоструйное устройство из спаренных барботеров с системой форсунок, которые подают морскую воду в направлении движения кальмара на ленте. Подача воды осуществляется от общезаводской магистрали с давлением 294 кПа. Регулирование подачи воды в форсунки производят запорным вентилем. Расход воды составляет 1,2 м3/ч. Производительность ленточного конвейера 3,5 т/ч при ширине ленты 600 мм и скорости движения 0,3 м/с. Конвейер приводится электродвигателем мощностью 1 кВт.
За водоструйным устройством над лентой конвейера размещены навесные шиберы, выполненные из нержавеющей стали и имеющие по нижней кромке резиновые плужки. С помощью шиберов сырец снимается с ленты на накопительные площадки.. Первый шибер, подвижный, установлен на оси и снабжен рукояткой, второй шибер — неподвижный, легкосъемный.
Накопительные площадки изготовлены из оцинкованных труб, уголков и листовой стали. С двух сторон площадки ограждены бортовинами высотой 180 мм, окантованными сверху прутковой сталью. Бортовины площадки стыкуются с бортовинами загрузочного стола разделочной машины, конвейера и осью подвижного шибера. Одна сторона площадки расположена под лентой, вторая лежит на загрузочном столе машины ИРКТ-1, с наклоном 5° в сторону стола.
В линии установлены две кальмароразделочные машины ИРКТ-1, производительность каждой до 75 шт./ч. Получаемые тушки передаются ленточным конвейером на скребковый, которым они транспортируются в машину для обесшкуривания. При передаче тушек с одного конвейера на другой тушки промываются забортной водой, подаваемой через барботер. Головы со щупальцами подаются на разделочный конвейер ручной доработки, выполненный из оцинкованных труб, уголков и тонколистовой стали. Между внутренними стойками фермы конвейера в верхней части смонтированы один над другим два ленточных транспортера, в нижней — гидрожелоб.
Верхний ленточный транспортер предназначен для приема голов со щупальцами от машин ИРКТ-1 и подачи их к рабочим местам, нижний — для сбора обработанных голов и передачи их на последующую обработку. Отходы отводятся в потоке морской воды по гидрожелобу, установленному с наклоном 2° в сторону кальмароразделочных машин, отходы от которых также попадают в гидрожелоб.
Вдоль всего конвейера по обе стороны на стойках смонтированы столешницы из тонколистовой нержавеющей стали. С каждой стороны размещено по восемь операционных дощечек, изготовленных из твердых пород дерева. Работницы с помощью скребков снимают с транспортера головы на столешницы и разделывают их на операционных дощечках. Разделка заключается в отделении ножом щупалец от головы и выдавливании клюва. Разделываемые головы промывают струями морской воды, подаваемой через патрубки, размещенные над рабочими местами. Обработанные головы со щупальцами через верхние щелевые окна в столешницах сбрасываются на нижний ленточный транспортер, отходы через нижние щелевые окна — в гидрожелоб. Производительность разделочного конвейера 2 т/ч, мощность привода 1 кВт, расход воды 0,4 м3/ч.
Щупальца с остатками голов с ленточного транспортера попадают на скребковый конвейер, который передает их в машину для обесшкуривания. Обесшкуренные тушки и щупальца по конвейерам через приемные горловины подаются на участок фасовки, размещенный палубой ниже. Горловины соединены с соответствующими бункерами-накопителями, снабженными дозаторами. Около бункера-накопителя тушек установлен контрольно-сортировочный стол, на котором они инспектируются и сортируются по размерам: мелкие складывают в перфорированные противни и для стечки помещают на стеллажи; крупные направляют для нарезания на машину ИРОК. Нарезанные на полоски шириной до 7 мм кальмары собираются в перфорированные противни и направляются на стеллажи для стечки, после чего подаются на стол взвешивания и учета.
У бункера-накопителя щупалец расположен моечно-сортировочный конвейер, на нижнюю ленту которого в перфорированных противнях подаются щупальца, набираемые из бункера. Противни забираются работницами на столешницы, расположенные по обе стороны от конвейера. На столешницах щупальца тщательно промываются, сортируются по размерам и раскладываются в противни по 5 кг в каждый. Противни с отсортированными щупальцами устанавливают на верхнюю ленту конвейера, который подает их на стечку, происходящую на стеллажах в течение 15 мин. После стечки противни поступают на стол набора и взвешивания. Сюда же подаются противни с нарезанными и целыми тушками небольших размеров.
Фасовка кальмаров в банки и последующая обработка осуществляются на технологическом оборудовании линии производства крабовых консервов и консервов из сайры.
Стол набора и взвешивания имеет столешницу, на которой с одной стороны выставляются в ряд противни с разными частями тела кальмара, с другой стороны смонтированы взвешивающие механизмы. На середину столешницы не прерывным потоком на ленточном конвейере поступают пластмассовые тарелочки. Работницы-наборщицы набирают на тарелочки из противней порции определенного количества различных частей кальмара. Тарелочки с набранными порциями передаются работницам-весовщицам, которые доводят массу набранной порции до 240 г, заменяя или добавляя полоски нарезанного кальмара. Тарелочки с подготовленным мясом ставятся на лоток, имеющий наклон к ленте укладочного конвейера, и передаются на укладку мяса кальмара в банки.
Укладочный конвейер включает систему ленточных транспортеров, расположенных один над другим. По обе стороны конвейера расположены столешницы с рабочими местами укладчиц. По ленте нижнего транспортера подаются тарелочки с набранными порциями мяса кальмара, по ленте верхнего — пустые банки, средняя лента предназначена для отвода заполненных банок.
Укладчицы снимают с транспортера тарелочки с порциями и пустые банки и закладывают мясо кальмара в банки согласно технической инструкции. Заполненные банки отводятся к наполнительным машинам, которые подают в банку солевой раствор (8 г). Раствор подается в наполнители от тузлучной станции плавзавода. После заливки банки подаются на закатку, стерилизацию и ликвидное оформление.
Производительность линии 100 туб/сут, обслуживают ее 146 человек.
Линия производства солено-сушеной соломки из кальмара как одного из видов кулинарной деликатесной продукции производительностью 1.т в смену по готовому продукту устанавливается на береговых предприятиях.
Кальмар-сырец с промысловых судов типа СРТМ, оборудованных линией первичной обработки, поступает в замороженных блоках. Размораживание блоков производится в дефростере.
Размороженные кальмары скребковым конвейером (рис. 141) подаются на загрузочный стол машины для отрезания хвостового плавника. Тушки кальмаров в кассетах транспортера передаются к дисковому ножу, который отрезает хвостовые плавники. Обе части выводятся из машины по раздельным течкам на скребковый конвейер, который равномерными порциями подает их в машину для обесшкуривания и бланширования. Далее части кальмара поступают на стол сортировки, где мантии отделяются от хвостовых плавников. В процессе сортировки кальмары охлаждаются.
Мантии направляются в машину для вырезания хитиновых пластин, хвостовые плавники — на нижнюю ленту инспекционного конвейера. Верхняя лента служит для приема половинок разрезанной мантии и ручной дозачистки. После инспекции части мантии через щелевые окна направляются на нижнюю ленту конвейера, которая подает их в моечную машину.
На выносном конвейере моечной машины, который доставляет кальмаров в машину вкусового посола, происходит их стечка после мойки. Стечка тузлука после посола осуществляется на стечном конвейере. После стечки части кальмара раскладывают на спаренные решетки, которые устанавливаются в тележки по 15 шт. по высоте.
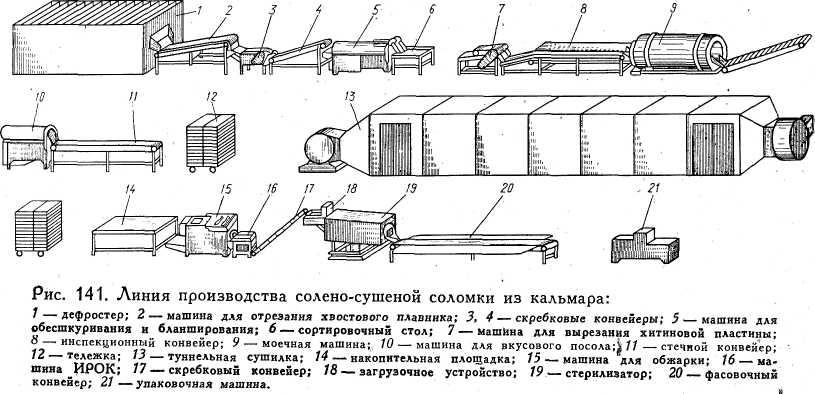
Из стерилизатора кальмары попадают на фасовочный конвейер, где происходят их охлаждение и ручная фасовка по 50 или 100 г в полиэтиленовые пакеты. Далее пакеты запечатываются на вакуум-упаковочной машине и направляются на реализацию в торговую сеть.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ МОЛЛЮСКОВ
Промысловое значение имеют некоторые виды двустворчатых моллюсков: гребешок, устрица и мидия.
Раковина двустворчатых моллюсков состоит из двух створок, соединенных мускулом-замыкателем. Тело моллюска полностью заключено в раковину и покрыто боковыми складками — мантией. В пищу употребляются мясо мускула-замыкателя и мантии, а также икра и молоки,
Наиболее ценным моллюском является гребешок. Мясо мускула, отделенное от раковины, поступает в продажу мороженым. Из гребешка приготавливают консервы «Мускул гребешка натуральный», «Мясо гребешка с рисом», «Плов из мяса гребешка с рисом», «Ассорти морское».
Мясо мидий используется в кулинарии, для производства консервов и мороженой продукции. Для приготовления пищевых продуктов используют мясные части мидий, удаляется лишь пучок нитей — биссус, которым моллюски прикрепляются к твердым предметам. При производстве мороженого мяса в брикетах мидии укладывают в парафинированные картонные ящики емкостью 300—500 г и замораживают в морозильных аппаратах. При производстве натуральных консервов промытое и очищенное мясо мидий подается на фасовку в консервную тару с последующей заливкой бульоном, закаткой и стерилизацией.
Кроме натуральных консервов вырабатывают «Мидии копченые в масле», «Мидии в маринаде», «Фарш из мидий с рисом», различные диетические консервы.
Машина для бланширования и отделения мяса мидий от створок производительностью 1000 кг/ч применяется на береговых предприятиях. Для раскрытия створок использован тепловой метод, для отделения мяса мидий от створок — механический. При тепловой обработке происходит также частичное бланширование мяса.
Машина состоит из трех секций и загрузочного элеватора типа «Гусиная шея» (рис. 142). Верхняя и средняя секции являются камерами бланширователя: в верхней происходит бланширование мидий, в средней — отделение мускулов-замыкателей от створок. Камеры бланширователя имеют двойные внешние стенки с воздушным зазором (40 мм) между внутренними и наружными листами, обеспечивающим теплоизоляцию камер. Через камеры проходит пластинчатый конвейер, перемещающий мидии. На входном и выходном отверстиях камер смонтированы шлюзовые затворы, обеспечивающие герметизацию камер и передачу мидий. Под конвейером размещены коллекторы для подачи острого греющего пара. В нижней камере имеется дополнительный коллектор, установленный над конвейером.
Нижняя секция представляет собой раму, на которой смонтирован привод машины, перфорированный барабан для отделения мяса мидий от створок и ленточный конвейер для сбора и выведения мяса из машин. К внутренней поверхности барабана приварена винтовая направляющая для перемещения мидий вдоль барабана. Продолжительность обработки сырья можно изменять с помощью клиноременного вариатора, установленного в группе привода.
Мидии с конвейера подачи сырья поступают в бункер элеватора, в который одновременно подается вода. Из бункера элеватора мидии ковшами подаются в приемный бункер верхней секции. Над элеватором установлен коллектор с насадками для орошения водой мидий, находящихся в ковшах. Из бункера через затвор мидии попадают на конвейер, продвигаются сначала по его верхней ветви, а затем по нижней. В камере поддерживается температура 75—85°С, при этом происходит бланширование мяса и раскрытие створок. Однако мясо удерживается на одной из створок мускулом-замыкателем. Окончательное отделение мяса от створок происходит во второй камере, где поддерживается температура 100°С. Мясо мидий полностью отваривается. Время прохождения мидий через камеры 9—10 мин. Далее мидии через затвор передаются по лотку в разделительный барабан, вращающийся с частотой 14 об/мин, где при многократном переворачивании мясо отделяется от створок и выпадает через перфорацию барабана на конвейер отбора мяса. Створки продвигаются шнеком к выходной кромке и лотку, выводящему их из машин.
Мощность электропривода 1,7 кВт, габариты машины 3000X1000X2800 мм, масса 2045 кг, обслуживает ее один рабочий.
Машина для отделения «жемчуга» от мяса мидий периодического действия предназначена для дробления мяса мидий, отбракованного из-за наличия «жемчуга», и отмывания «жемчуга», производительность ее по сырью 12 кг/ч. Из получаемого на машине мяса могут вырабатываться консервы «Плов таврический из мидий», «Суп из мидий» и др.
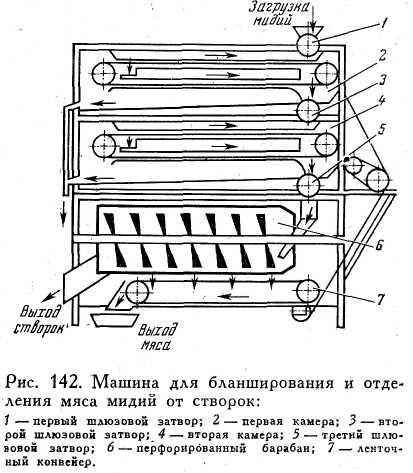
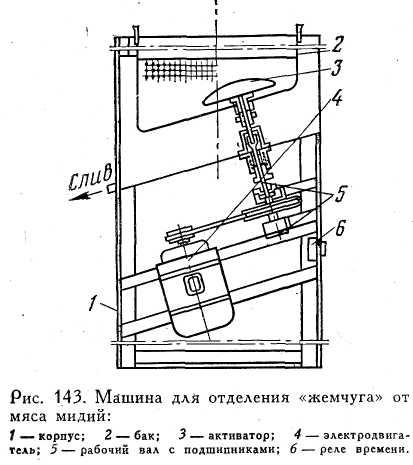
Машина (рис. 143) состоит из корпуса, рамы с приводом и внутреннего съемного бака с активатором. Корпус представляет собой бак диаметром 500 мм, высотой 900 мм с наклонным дном. В нижней части имеются отверстия для приводного вала, слива воды и вварена труба, ограничивающая уровень воды в баке. В корпусе имеются направляющие для установки внутреннего бака с центровкой относительно приводного вала. Часть дна и стенки бака имеют перфорацию, дно наклонное, активатор расположен в нижней части внутреннего бака. Частота вращения активатора 700 об/мин. Привод осуществляется через приводной вал от электродвигателя мощностью 0,6 кВт, размещенного на раме, крепящейся к корпусу.
Внутренний бак после загрузки в него порции мяса мидии (1,5 кг) устанавливается в направляющие корпуса. Режим работы машины задается поворотом ручки реле времени с одновременным включением машины в работу. Активатор дробит мясо, «жемчуг», как более тяжелый, проваливается через перфорацию и уносится проточной водой через сливное отверстие корпуса. Продолжительность дробления 6 мин. По окончании обработки порции машина останавливается и вновь загружается. Выход мяса составляет 70%, расход воды 2,5 м3/ч, габариты машины: диаметр 600 мм, высота 1000 мм, масса 60 кг.
Механизированная линия добычи и очистки черноморских мидий устанавливается на добывающих судах типа СЧС. В состав линии (рис. 144) входят промысловое устройство с драгой, бункер, барабан очистки и сортировочная машина. Производительность линии 700 кг/ч.
Собранные драгой с морского дна мидии высыпаются в бункер объемом 0,8 м3, выполненный из листовой стали с наклоном к разгрузочному окну. К передней стенке бункера от судового рыбонасоса РБ-100 подается под напором вода, которая размывает улов и перемещает мидии, вымывая грязь. Мидии выносятся из бункера цепным транспортером, который подает их в загрузочный шнек барабана очистки. На транспортере мидии душируются водой.
Барабан длиной 1000 мм, диаметром 500 мм выполнен из стальных стержней диаметром 10 мм с шагом 25 мм. Внутри барабана по его периферии расположен шнек, витки которого имеют шаг 200 см. При вращении барабана с частотой 8 об/мин мидии, перемещаемые шнеком, отмываются от ила и песка. Под барабаном находится резиновая лента, проталкивающая в него застрявшие между стержнями мидии. Из барабана очищенные мидии роторным транспортером подаются в сортировочную машину, где от них отделяются пустые створки и некондиционные экземпляры размером менее 50 мм.
Сортировочная машина состоит из центробежного вентилятора производительностью 9000 м3/ч и системы воздуховодов. Мидии подаются навстречу потоку воздуху, нагнетаемому со скоростью 30 м/с, пустые створки и мелочь уносятся в потоке воздуха и сбрасываются за борт. Кондиционные мидии через отверстие в палубе по брезентовому рукаву поступают в трюм, где их укладывают в ящики для последующей транспортировки на перерабатывающее предприятие.
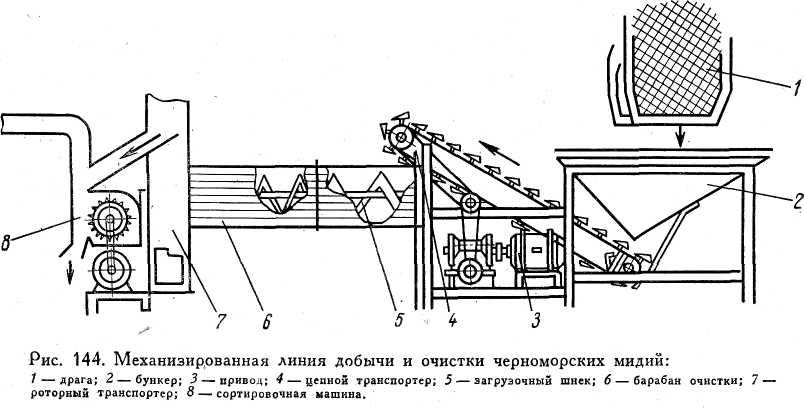
Линия производства натуральных консервов из мидий (рис. 145) предназначена для эксплуатации на береговых предприятиях. Основной вид консервной продукции — «Мидии черноморские в собственном соку».
Мидий, доставленных на берег добывающими судами, после начальной мойки выдерживают в течение одних-двух суток в контейнерах с открывающимся дном, заполненных водой соленостью не ниже 6% и температурой 4 — 16°С. Далее мидии доставляются в цех обработки выгружаются на передвижной приемный конвейер, а затем на сортировочный конвейер, включающий рабочие места и сортировочные столики. По крайним лентам мидии транспортируются к рабочим местам сортировщиц, которые набирают их на сортировочные столы. Стандартных живых и целых мидий укладывают в противни, установленные на столах.
Битые, мелкие и снулые мидии, пустые створки и примеси направляются через вырез в столе по лотку на нижнюю ленту сортировочного конвейера, которая передает их на транспортер отходов и далее в загрузочный элеватор бункера отходов.
Отсортированные мидии высыпаются на среднюю ленту, которая доставляет их к пяти машинам для бланширования и отделения мяса от створок. Распределение мидий по машинам осуществляется плужковым передаточным конвейером, загрузка в машины — элеватором.
В бункер загрузочного элеватора подается вода, над элеватором установлены душирующие устройства, которыми мидии промываются до полного удаления песка и различных загрязнений с поверхности створок.
Бланширование мяса производится острым паром в двух камерах. Продолжительность обработки 9—10 мин. Бланшированное мясо отделяется от створок в перфорированном барабане, расположенном под камерами бланширователя. Мясо по лотку выводится из машины в гидрожелоб.

Из гидрожелоба мясо сетчатым транспортером подается на стол фасовочного конвейера. Пустые створки направляются в бункер отходов транспортером, на котором производится их проверка. Створки с оставшимся мясом возвращаются на доработку.
Бульон, полученный при бланшировании, поступает в отстойник, из которого насосом направляется для упаривания жидкости в вакуум-выпарную установку. Упаренный бульон используется для заливки натуральных консервов.
На столе фасовочного конвейера мясо мидий укладывается в противни, которые верхней лентой транспортируются к рабочим столам обработчиц, удаляющих биссус. Одновременно работницы отделяют мясо с «жемчугом», направляемое на последующую обработку. Биссус и кусочки створок удаляются в гидрожелоб через отверстия в столах. Предусмотрен подвод воды к каждому рабочему месту.
Чистое бланшированное мясо инспектируется, взвешивается и направляется в моечную машину для мойки в проточной воде. После мойки мидии подаются на укладочный конвейер. Заполненные банки заливают упаренным бульоном температурой не ниже 80°С. После заливки банки подаются на закатку, мойку и стерилизацию.
Мясо мидий с «жемчугом» собирают в противни, инспектируют и порциями по 1,5 кг направляют на мойку в проточной воде в течение 3 мин. Промытое мясо загружают в машину для отделения «жемчуга».
Линия производства консервов «Мидии копченые в масле» устанавливается на береговых рыбообрабатывающих предприятиях. Технология производства консервов «Мидии копченые в масле» отличается от технологии производства натуральных консервов только конечными операциями, поэтому сортировка, бланширование, инспекция и мойка производятся на том же технологическом оборудовании.
После мойки бланшированное мясо подсаливают погружением в соляной раствор на 20— 25 мин. Допускается сухой посол добавлением соли в банки. После посола мидий раскладывают на сетки, которые помещают в коптильную камеру для подсушки и копчения. Подсушка осуществляется нагретым до 70°С воздухом при открытых дверях камеры. После подсушки производится непосредственное копчение в течение 10—30 мин в зависимости от вида мидий до приобретения ими светло-соломенной окраски и запаха копчености. На Очаковском заводе для подкапчивания мидий используется коптильный препарат «Вахтоль». Мясо мидий, уложенное в сетчатые противни, помещается в ванну с коптильной жидкостью на 1—2 с.
После стечки мясо перекладывается на сетчатый конвейер подсушки. Подсушенные мидии поступают на стол фасовки для укладки в банки. Наполненные банки подаются для заливки растительным маслом. После закатки банки поступают на стерилизацию.
Линия производства кормовой муки из моллюска леда устанавливается на береговых предприятиях, производительность ее по сырью 3,7 т/ч, по готовому продукту 2,3 т/ч. Мука из леды содержит до 7% легкоусвояемых белковых веществ и используется в комбикормовой промышленности.
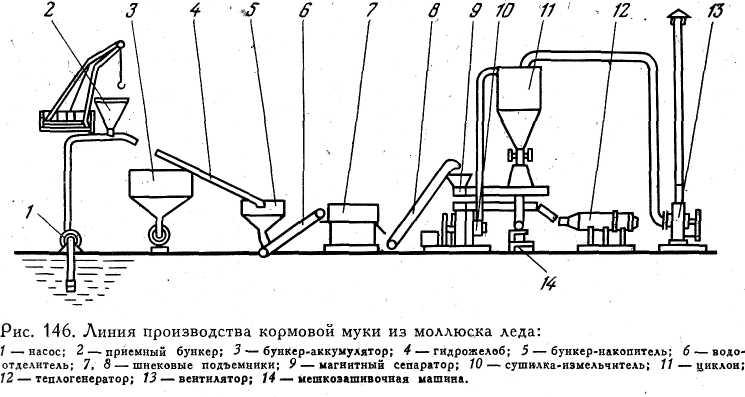
Леда с добывающих судов разгружается рыбонасосом в бункер-аккумулятор. Разгрузка судов может осуществляться краном, подающим леду в приемный бункер (рис. 146).
По гидрожелобу леда из бункера аккумулятора или приемного бункера поступает в накопительный бункер сырьевого отделения емкостью 3 т, оборудованный ворошителем. В бункере производится предварительная мойка леды морской водой, которая отводится из бункера через перфорацию в стенке. По мере необходимости леда шнековым подъемником подается в водоотделитель, из которого обезвоженный моллюск вторым шнековым подъемником транспортируется к питателю сушилки-измельчителя. В линии установлена сушилка «Атрайтор» (Англия). При подаче в сушилку из сырья с помощью магнитного сепаратора отбираются металлические примеси.
В сушилке происходит измельчение леды с одновременной сушкой. В камере предварительного измельчения моллюск дробится вращающимися сегментными молотками. Сушка сырья осуществляется путем подачи от огневого калорифера смеси газов и воздуха, нагретой до температуры 490—510°С.
Окончательное измельчение леды осуществляется в камере тонкого истирания с помощью подвижных штифтов, укрепленных на роторе, и неподвижных, вмонтированных в корпус. В камере создаются турбулентные потоки газов, которыми измельченные частицы увлекаются к центру ротора и вновь выносятся к его периферии, пока не будет достигнута необходимая степень измельчения.
В потоке газов измельченные частицы подаются вентилятором в циклон, из которого осажденная мука поступает в приемник мешкоза-шивочной машины. Кормовая мука в крафт-мешках направляется на хранение и реализацию.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ВОДОРОСЛЕЙ
Водоросли используются для приготовления пищевых и лечебно-профилактических продуктов, в качестве кормов и удобрений в сельском хозяйстве и сырья для химической промышленности. Они служат сырьем для производства агара, агароида, альгиновой кислоты, маннита и других продуктов.
Из дальневосточной и беломорской анфельции получают агары, из черноморской филлофоры — агароид.
В настоящее время в отечественной водорослеобрабатывающей промышленности используется в основном ламинария, или морская капуста. Из морской капусты вырабатывают кулинарную и консервную продукцию, пищевой порошок, кормовую крупку, альгинат натрия, маннит. Консервы из морской капусты изготовляют с добавлением обжаренных овощей, мяса различных видов рыб, трепангов и томатного соуса. Ассортимент консервов включает: «Салат сахалинский», «Морскую капусту с овощами в томатном соусе», «Голубцы из морской капусты в томатном соусе», «Трепанг с морской капустой в томатном соусе» и др.
Для консервирования сырой морской капусты применяют замораживание, посол, обработку формалином и сушку. Наиболее распространена естественная и искусственная сушка морской капусты в слоевищах.
Машина ИРМК (рис. 147) предназначена для резки слоевищ сырой морской капусты на полоски размерами 3X70 мм и применяется самостоятельно и в линиях обработки морской капусты, производительность ее 2,5 т/ч. Резаная капуста используется для производства консервов, крупки, кулинарных изделий.
В верхней части сварной четырехугольной станины имеются площадки для установки питателя и узла резки. Предусмотрены шарниры и защелки для крепления откидывающегося кожуха. К станине крепится стол загрузки, состоящий из операционной площадки и пластины с пазами для захода режущих ножей. Над пластиной размещен питатель, представляющий собой рифленый вращающийся валик с пазами, расположенными продольно и по окружности. Частота вращения питателя 200 об/мин.
Слоевища морской капусты поступают на загрузочный стол. Рабочий равномерно распределяет слоевища по ширине операционной площадки в один или два слоя и направляет на пластину. Валиком питателя слоевища захватываются с пластины и подаются к режущему узлу, который включает систему режущих фрез и дисковых фрезообразных тонких ножей. Фрезы и ножи поочередно набраны на вал на общую шпонку и зажаты гайкой. Частота вращения ножевого вала 750 об/мин. Дисковые фрезообразные ножи разрезают листы морской капусты продольно на полосы длиной 70 мм. Фрезы разрезают полосы поперек на пластинки шириной 3 мм, которые отводятся с разгрузочного лотка. Предусмотрена водосистема для орошения рабочих инструментов.
Привод рабочих инструментов осуществляется от электродвигателя мощностью 1 кВт, габариты машины 714X504X1100 мм, масса 196 кг, обслуживает ее один рабочий.
Туннельная сушилка конструкции Дальгипрорыбпрома непрерывного действия пролетного типа предназначена для сушки морской капусты в слоевищах, производительность ее по сырью 2100 кг/ч. Она используется на береговых водорослеперерабатывающих предприятиях.
в линиях производства порошка и крупки из морской капусты, а также самостоятельно.
Сушилка (рис. 148) выполнена в виде отдельного кирпичного здания размерами 42Х6,1Х2,8 м, внутри которого смонтированы два параллельных конвейера. Каждый конвейер выполнен из двух бесконечных втулочно-роликовых цепей, нижние ветви которых проходят внутри сушильного туннеля. На цепи нижних ветвей в зоне загрузки навешивают штанги-подвески со слоевищами морской капусты, надетыми на крючки штанг. Слоевища медленно перемещаются по туннелю в среде воздуха, нагретого до температуры 50—60°С.
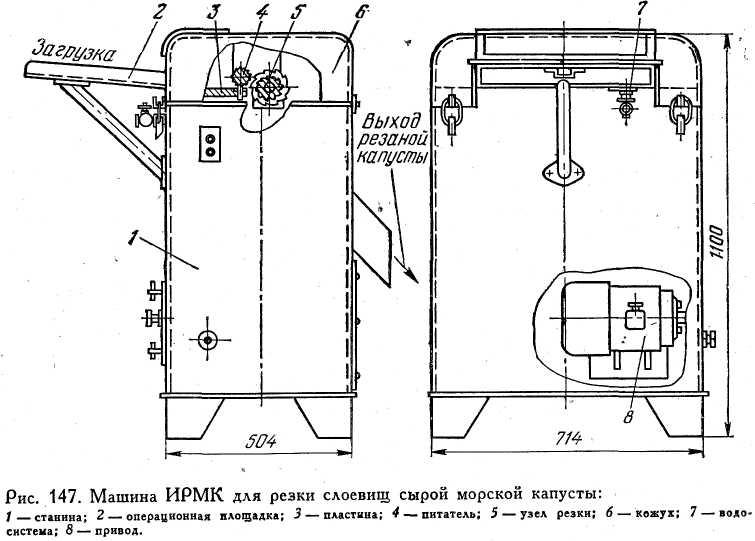
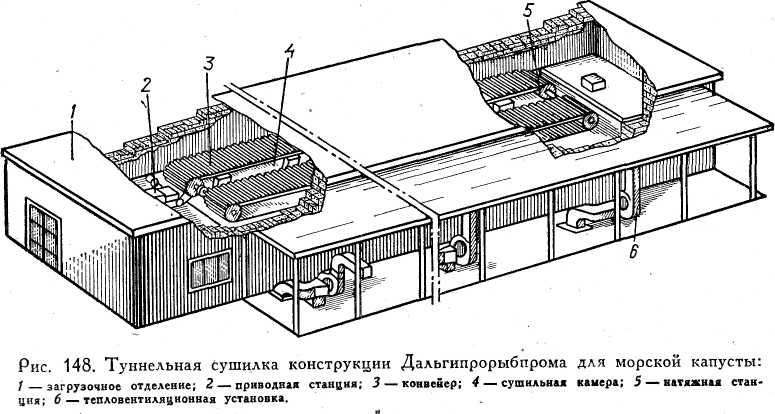
За 10 ч слоевища перемещаются к разгрузочному концу туннеля, где снимаются со штанг. Продолжительность сушки можно изменять, меняя скорость движения конвейеров с помощью вариатора, установленного в группе привода.
Подогрев и подача воздуха осуществляются шестью тепловентиляционными установками. В состав тепловентиляционной установки входят вентилятор и два паровых калорифера. Воздух в туннеле распределяется через верхние и нижние воздушные каналы.
Первая тепловентиляционная установка, расположенная у разгрузочного конца туннеля, забирает наружный воздух, нагревает его до температуры 40°С и через первый нижний канал подает в туннель к почти подсушенным слоевищам капусты. Через второй нижний канал воздух забирается вентилятором второй установки, нагревается до температуры 50°С и подается в туннель через верхний канал. Воздух проходит через движущиеся слоевища в направлении сверху вниз и отсасывается вентилятором следующей установки.
Аналогично работают все последующие тепловентиляционные установки. Последняя установка забирает из последнего нижнего канала насыщенный влагой воздух и выбрасывает его в атмосферу. Расход воздуха составляет 31000 м3/ч, расход пара 700 кг/ч, мощность электропривода конвейеров 1 кВт, вентиляторов 6 кВт.
Машина для резки сухой морской капусты (рис. 149) нарезает сухие слоевища на пластинки шириной 3 мм и длиной, равной ширине слоевища, производительность ее 400 кг/ч.
Машина состоит из станины, загрузочного конвейера, ножевого узла, трех зубчатых валов подачи капусты, привода.
Сухие слоевища капусты подаются к рабочим инструментам загрузочным конвейером, состоящим из горизонтальной бесконечной транспортерной ленты, приводных и натяжных валов. Скорость движения ленты 0,14 м/с. Лента закрыта ограждением, приводные цепи и клиновые ремни — кожухами.
С конвейера слоевища захватываются двумя верхними и одним нижним зубчатыми валами, которые подают их к режущим ножам. Валы смонтированы в подшипниках скольжения, частота их вращения 28 об/мин. Нижний вал приводится во вращение через цепную передачу от вала редуктора, верхние валы — через шестерню от нижнего вала. В блоке с шестерней установлена приводная звездочка загрузочного конвейера.
Слоевища разрезаются четырьмя пластинчатыми ножами со спиральными лезвиями, ножи закреплены на трех крестовинах, развернутых по окружности. Углы наклона ножей регулируются болтами. Крестовины насажены на валу, установленном в подшипниках скольжения на станине. На свободный конец вала насажен шкив-маховик, приводимый во вращение с частотой 700 об/мин через клиноременную передачу от ведущего вала редуктора. Ножи разрезают капусту на полоски, которые по наклонному лотку передаются на последующую обработку или упаковку.
Мощность привода машины 17 кВт, габариты 2160X770X1100 мм, масса 500 кг.
Автоматизированный камерный фильтр-пресс ФПАКМ используется для фильтрации альгинатного раствора при производстве альгината натрия.
Пресс (рис. 150) состоит из горизонтальных плит с щелевой сеткой, образующей камеры. Над плитами лежит фильтровальная ткань, представляющая собой бесконечную ленту, натянутую между роликами. Под каждой рамой имеется поддон для сбора и отвода фильтрата. Между рамами по их периметру расположено резиновое уплотнение. Альгинатный раствор под давлением до 0,7 МПа подается в камеру по каналу в плите. По окончании процесса фильтрации рамы автоматически раздвигаются, образуя зазор для выхода фильтровальной ткани. Далее система роликов приводится в движение, осадок выводится на ленте и срезается с нее ножами, попадая в сборники. Фильтрующая ткань при дальнейшем передвижении занимает рабочее положение в аппарате, цикл повторяется. Продолжительность цикла составляет 10—12 мин.
Фильтры ФПАКМ выпускаются трех моделей с площадью фильтрации 5, 10 и 25 м2. Мощность привода пресса 8,5 кВт, габариты 3000 X1850X3150 мм, масса 8670 кг.
Сушильно-дробильный агрегат СДА-250 используется для получения порошка альгината натрия, производительность его по испаренной влаге 230 кг/ч.
В состав агрегата входят (рис. 151) сушилка, шнеки, элеватор, дробилка и электрооборудование. В сушилке из раствора альгината натрия получается сухая пленка, образующаяся на поверхности двух горизонтальных параллельных вальцов, вращающихся навстречу друг другу с частотой 24 об/мин. Вальцы диаметром 800 мм выполнены из чугуна полыми, внутрь вальцов через сальниковые уплотнения подается греющий пар.
Подвод пара и отвод конденсата осуществляются системой паропроводов, запорных вентилей и конденсационных горшков. Подшипники одного из вальцов выполнены подвижными для регулирования зазора между вальцами.
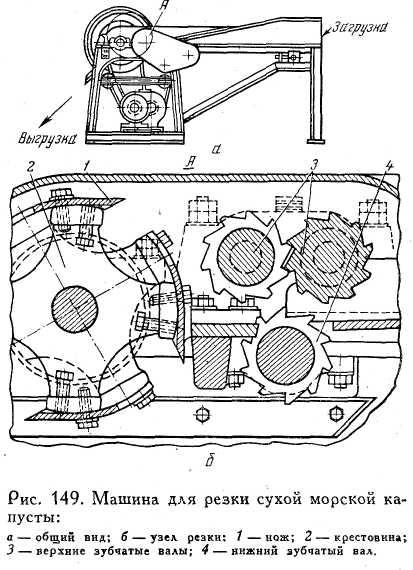
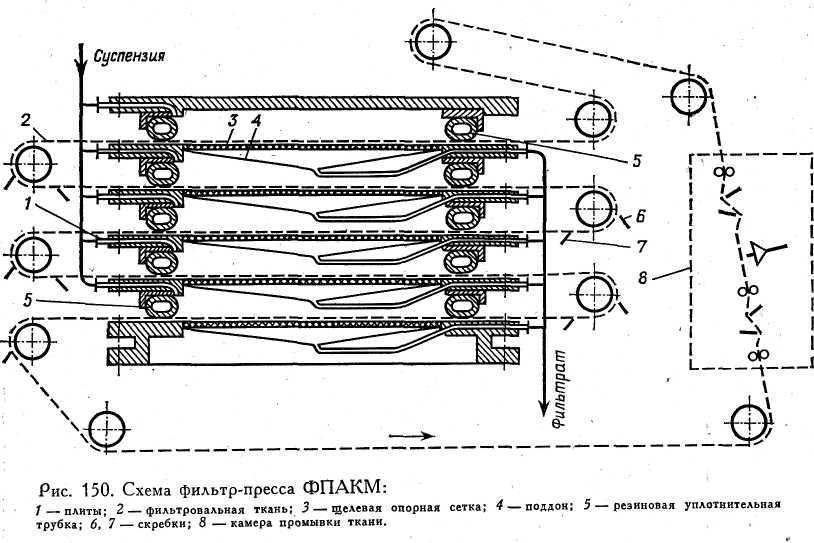
Подача и равномерное распределение раствора осуществляются коллектором, размещенным над вальцами. В зазоре между вальцами образуется ванна кипящего раствора, ограниченная с торцов деревянными щитами. Раствор высыхает на поверхности вальцов тонким слоем, который снимается ножами. Нож крепится к чугунной державке, закрепленной на станине. Равномерное прижатие ножа к вальцу по всей длине регулируется винтами. Пленка по наклонным течкам поступает на продольный и поперечный передаточные шнеки, которые транспортируют ее к загрузочному элеватору дробилки, где пленка измельчается до получения порошка. В дробилке имеется размольное устройство, состоящее из бил и просеивателя. Полученный порошок высыпается из бункера дробилки в бумажные или хлопчатобумажные мешки вместимостью до 30 кг.
Установленная мощность агрегата 11,4 кВт, часовой расход пара 280 кг, габариты 4160 Х2180Х2625 мм.
Механизированный желировочный аппарат (рис. 152) производительностью по сырью 20 т/сут предназначен для желирования агарового навара и используется в линиях производства агара из дальневосточной анфельции тепловым методом.
Аппарат представляет собой двухтрубный теплообменник, установленный на опорах под углом 8° в сторону разгрузки. Внутренняя овальная труба длиной 27 м состоит из четырех секций, соединенных фланцами. Начальная секция имеет патрубок для подачи горячего навара, конечная секция — клиновой затвор для герметичного закрытия трубы.
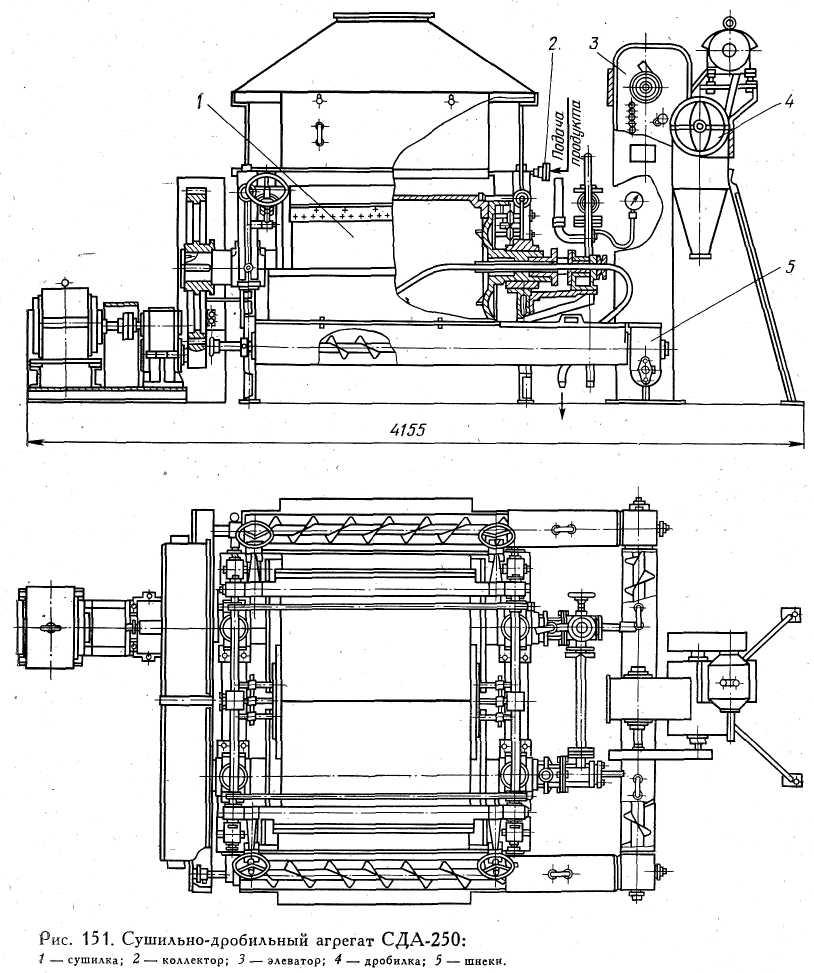
По наружной поверхности трубы спирально наварены ребра жесткости, являющиеся одновременно направляющими для охлаждающей среды, подаваемой в зарубашечное пространство, которое образовано наружной трубой, надетой на желировочную. Наружная труба выполнена из четырех секций длиной по 6 м, имеет патрубки для подачи и отвода охлаждающей среды — морской воды или рассола.
Под разгрузочной частью аппарата проходит приемный бункер с горловиной, в которой смонтированы серповидные вращающиеся ножи. Днище бункера имеет наклон до 10° к центру.
Подача навара из реактора на желирование осуществляется сжатым воздухом. Воздух из трубы удаляется через спускной кран. Температура подаваемого навара 65°С, одновременно в зарубашечное пространство подается охлаждающая среда температурой 5°С. Навар, заполнивший трубу, выдерживается в аппарате 3—4 ч. Время желирования зависит от содержания сухих веществ в наваре и температуры охлаждающей среды. По окончании процесса желирования клиновой затвор открывается, в начальную секцию трубы нагнетается воздух давлением до 294 кПа для выдавливания студня из трубы. Как только студень начнет двигаться, давление воздуха снижают до 49 кПа. Студень падает в бункер, попадает в горловину и захватывается ножами, которые измельчают его на лепестки толщиной 3—5 мм. Лепестки по трубопроводу попадают в распределительный желоб промывочного отделения.
Сублимационная установка Н1-ИСС-101 для сушки агарового студня используется в линиях производства агароида, альгината натрия и микробиологического агара особой очистки.
В состав установки входят два сублиматора с конденсаторами, система вакуумирования, холодильное оборудование, пульты и шкафы управления.
Сублиматоры работают циклично, продолжительность цикла 12 ч. В каждом сублиматоре за цикл высушивается 150 кг агарового студня.
Сублиматор состоит из сушильной камеры, двух конденсаторов, блока греющих плит и загрузочной тележки. Сушильная камера представляет собой сварную конструкцию прямоугольной формы размерами 1385Х3048Х Х2286 мм. Камера имеет герметически закрывающуюся дверь, уплотненную вакуумной резиной. Внутри камеры установлен блок из 19 греющих плит, расположенных одна над другой на расстоянии 45 мм. Плиты размерами 1250X1054X23 мм выполнены из алюминиевого сплава. Внутри плит имеются каналы для циркуляции теплоносителя. Нижняя часть блока снабжена роликами для выведения его из камеры для чистки или ремонта. В верхней части камеры смонтирована балка, на которую навешивается загрузочная тележка. Для введения тележки в камеру имеется наружная балка на колонне, подводимая при открытой двери к внутренней балке.
Загрузочная тележка выполнена из стального каркаса с консольно закрепленными 18 полками для установки противней с продуктом. Противни размером 605Х500Х22 мм выполнены из нержавеющей стали. Вместимость противня 2 кг студня.
Тележка вводится в сушильную камеру так, чтобы полки с противнями располагались между плитами. Для перемещения тележки по балке в верхней части каркаса имеются ролики. На боковых сторонах сушильной камеры на фланцах прикреплены конденсаторы, имеющие сварной корпус, покрытый в верхней части теплоизоляцией. В корпус конденсатора вмонтирована решетка с 76 вертикальными трубками, в которых имеются кольцевые каналы. На трубках намораживается лед из водяных паров, удаленных при сушке агарового студня. В нижней части конденсатора имеется люк с герметически закрывающейся крышкой для удаления льда при оттаивании намораживающих трубок. Охлаждение и нагрев трубок осуществляются циркулирующим теплоносителем. Между конденсатором и сушильной камерой установлены экраны, препятствующие радиационному теплообмену между аппаратами.
Вакуумная система каждого сублиматора состоит из двух вакуум-насосов, трубопроводов и вентилей. Система служит для удаления воздуха и неконденсирующихся паров из камеры после ее загрузки и для поддержания заданного вакуума при обработке продукта.
Системы охлаждения плит и оттаивания трубок работают по принципу взаимного теплообмена. В качестве теплоносителя используется водный раствор хлористого кальция. Система нагрева включает электронагреватели для регулирования температуры теплоносителя. Охлаждение теплоносителя, , циркулирующего через намораживающие трубки конденсатора, осуществляется с помощью аммиачной холодильной установки компрессорного типа.
Каждый сублиматор имеет пульт и шкаф управления, предназначенные для размещения аппаратуры управления, регулирования, контроля, регистрации процессов в сублимационной установке и аппаратуры коммутации силовых цепей.
Установка может работать с одним сублиматором или с двумя, сдвиг по времени между моментами начала работы одного сублиматора относительно другого составляет 4—6 ч. Агаровый студень раскладывают в противни, которые помещают на полки загрузочной тележки. Тележку вводят в сублиматор, герметизируют сушильную камеру и производят вакуумирование камеры и конденсатора. Давление в сублиматоре снижается до 26,6 — 93,3 Па, в результате испарения влаги из продукта происходит его замораживание. Температура продукта снижается до —20°С. При достижении заданных параметров включается система подогрева плит, температура их повышается до +90°С. При этом происходит высушивание продукта до конечной влажности 10%. Продолжительность сушки 11 ч. По окончании сушки вакуум нарушается, включаются системы охлаждения плит и оттаивания трубок конденсатора. Готовый продукт выгружают из камер и направляют на дальнейшую обработку.
Судовая линия сушки морской капусты в слоевищах устанавливается на приемно-перерабатывающих, плавбазах и предназначена для предварительной обработки, сушки и окончательного оформления слоевищ морской капусты. В состав линии входят четыре приемных бункера, две механизированных и четыре камерных сушилки, четыре механических пресса(рис. 153).
Морская капуста перегружается с транспортных мотоботов на борт плавбазы в сетных стропах. Принятый сырец подается в приемные бункеры-аккумуляторы общей вместимостью 65 м3, размещенные на верхней палубе и предварительно заполненные морской водой. Каждый сварной бункер оборудован двумя площадками для обслуживания, откидными разделочными столиками и гидросистемой. В бункере капуста орошается морской водой, предусмотрена циркуляция воды. Расход воды на один бункер 4 м3/ч. Срок хранения капусты в бункерах не должен превышать двух суток во избежание выщелачивания солей йода и потерь маннита.
Из приемных бункеров капуста подается на санитарную обработку на разделочные столики. Рабочие очищают слоевища щетками от механических примесей, отрезают черешок и ризоид, промывают водой. После мойки слоевища от разделочных столиков по наклонным лоткам подаются на приемные столы отделений загрузки сушилок. Механизированные сушилки установлены в трюме, камерные — в трюме и твиндеке. Производительность камерной сушилки по готовому продукту 800 кг/сут, механизированной сушилки 1200 кг/сут.
Каждая камерная сушилка состоит из шести секций с открывающимися дверцами. Секции снабжены патрубками для подвода и отвода воздуха от тепловентиляционной установки. Загрузка и выгрузка сушильных камер периодические.
Механизированная сушилка представляет собой каркас, собранный из пяти секций, внутри которого движется полотно конвейера, образованное втулочно-роликовыми цепями. На цепях смонтированы подвески с крючками для транспортировки слоевищ морской капусты. В крайних секциях конвейер выходит из сушилки для загрузки и выгрузки. Навешивание сырых слоевищ и снятие сухих производится вручную. Горячий воздух подается в сушилку шестью тепловентиляционными установками. Продолжительность сушки 2—3 ч.
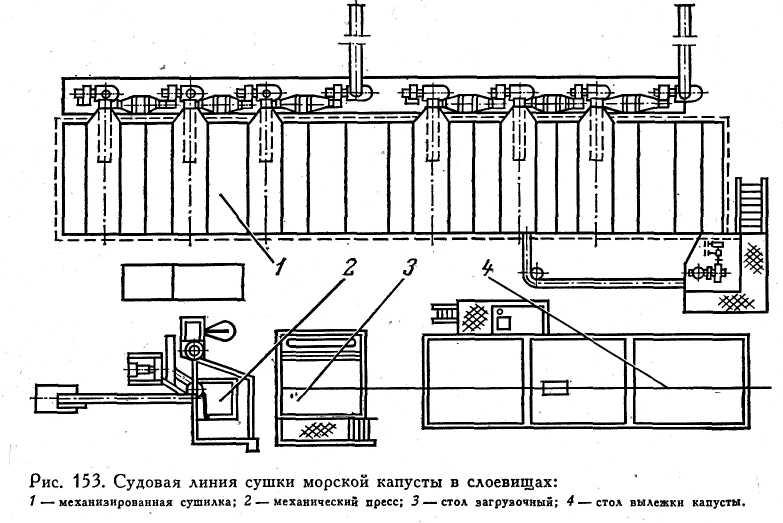
Производительность линии по готовому продукту до 5500 кг/сут, мощность установленных электродвигателей 180 кВт, расход пара 5,5 т/ч, обслуживают линию 26 человек.
Линия производства крупки из морской капусты (рис. 154) состоит из туннельной сушилки, дробилки, вибрационного сита, бункеров, системы шнеков и конвейеров.
Слоевища морской капусты, поступающие на переработку,, промывают в морской воде, очищают от посторонних примесей и подают в накопительный бункер нанизочного стола, установленного в зоне загрузки. Рабочий вручную нанизывает слоевище утолщенной частью на крючки штанг, которые затем навешиваются на параллельные втулочно-роликовые цепи движущегося конвейера. Слоевища конвейером, транспортируются через туннельную сушилку в среде горячего воздуха, подаваемого от тепловентиляционных установок. На выходе конвейера из сушилки штанги с высушенными слоевищами снимаются. Сушеная капуста направляется для измельчения в дробилку. Вентилятор дробилки подает измельченную капусту в циклон, из шлюзового затвора которого она направляется шнеком в вибрационное сито. На сите измельченная капуста разделяется на три фракции: частицы размерами 2—0,3 мм (готовая крупка), менее 0,3 (мука) и более 2 мм (последние направляются для повторного измельчения) .
Отсев крупки происходит на двух ситах с лотками, связанных между собой и подвешенных на четырех пружинящих стальных лентах к раме из уголкового профиля. Сита совершают возвратно-поступательное движение и сортируют крупку: частицы размерами более 2 мм отсеиваются с верхнего сита и шнеком подаются в дробилку; частицы размерами 2—0,3 мм отсеиваются с нижнего сита и подаются ленточным транспортером через магнитный сепаратор в бункер накопителя для затаривания в крафт-мешки; частицы размерами менее 0,3 мм собираются в поддон.
Линия производства порошка из морской капусты предназначена для эксплуатации на береговых предприятиях. Сырьем для получения порошка служит капуста в слоевищах, высушенная в естественных условиях или в сушилке любой конструкции до влажности 18— 20%.
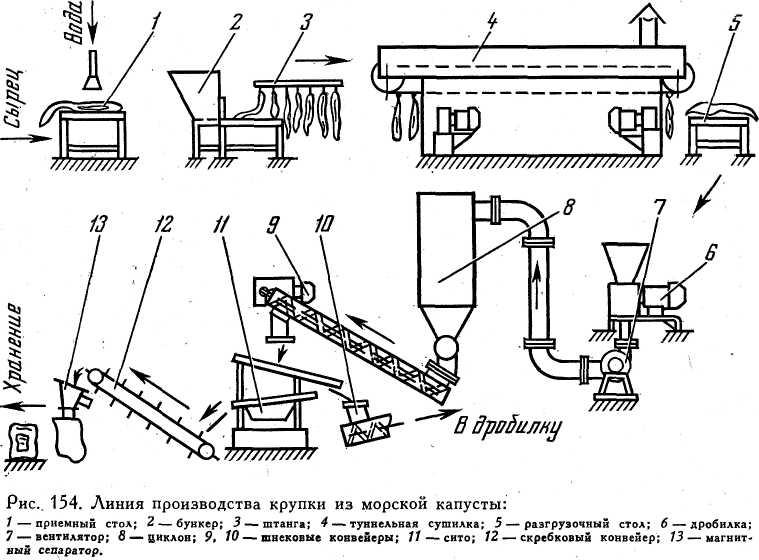
Измельченная капуста подается на верхнюю ленту, которая перемещает ее к месту перегрузки на нижележащие ленты. Высушиваемая капуста, постепенно переходя с ленты на ленту, попадает на нижнюю, с которой выводится из сушилки. Скорость движения лент 0,168 м/мин, продолжительность сушки 3 ч. Габариты сушилки 7700X2560X3100 мм.
Из сушилки капуста разгружается в шнековый конвейер, подающий ее в дробилку, которая измельчает капусту на крупку (0,2— 1 мм). Производительность дробилки 300 кг/ч.
Дробилка представляет собой фундаментную раму, на которой смонтированы корпус и привод. В корпусе размещены ротор и решетка, в верхней части — загрузочная горловина. На валу ротора набраны шайбы и кольца, фиксирующие расстояние между билами, свободно вращающимися на валу. Решетка состоит из стальных прутков диаметром 5 мм и сварных щек.
Из дробилки морская капуста поступает в норию, которая подает ее в вибропомольную установку. Производительность нории 200 кг/ч. Для отбора из крупки ферропримесей в вибропомольную установку вмонтированы магнитные дуги грузоподъемностью 12 кг.
Из бункера вибропомольной установки готовый порошок затаривается в крафт-мешки. После взвешивания мешки подаются на мешкозашивочную машину ЗЗЕ-М, которая состоит из транспортера, станины с кронштейном, швейной головки и электрооборудования. Производительность машины 500 кг/ч, габариты 3460Х X1360X1430 мм.
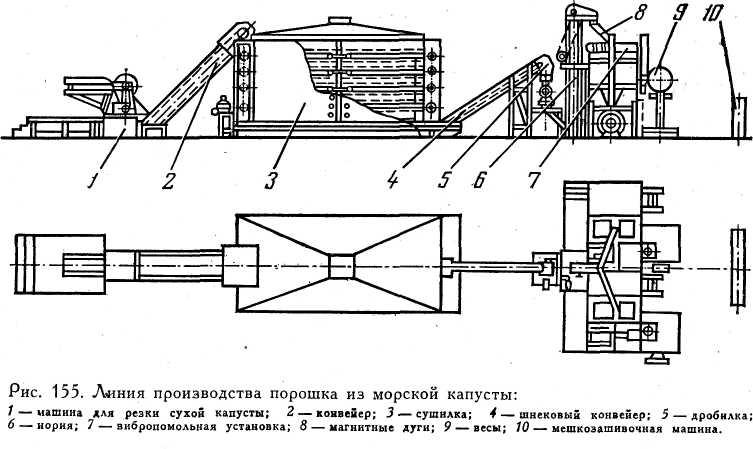
муки, используется для получения муки из морской капусты, производительность ее по сухой капусте до 140 кг/ч.
В состав установки (рис. 156) входят сушилка, загрузочный конвейер, камера сгорания, мельница, два циклона. Основные узлы установки смонтированы на общей раме.
На сушку подается предварительно измельченная морская капуста (размер частиц 10— 20 мм) влажностью 87—89%. Подача не измельченной или недостаточно измельченной капусты может вызвать забивание сушилки и возгорание капусты.
Измельченная капуста поступает на загрузочный конвейер, который подает ее через направляющий желоб в сушилку. Над полотном конвейера установлен битер, пальцы которого разравнивают массу равномерным слоем. Сушка капусты осуществляется в сушилке барабанного типа. Сушильный барабан состоит из наружного, промежуточного и внутреннего цилиндров. Наружный цилиндр установлен на катках с помощью шести опорных колец, приваренных к обечайке. Барабан вращается . с частотой 4 об/мин. В полости внутреннего цилиндра имеются лопасти и отражатели для ворошения высушиваемой массы. Сушка происходит при контакте капусты с высокотемпературным теплоносителем — смесью воздуха и газов, засасываемым из камер сгорания вентилятором циклона сухой массы. Камера сгорания состоит из двух пустотелых цилиндров. Цилиндр большего диаметра вставлен конусным концом в цилиндр меньшего диаметра, внутренняя полость которого выложена огнеупорным кирпичом. Камера сгорания установлена на раме на четырех опорах и соединена с сушильным барабаном трубой, в которую вмонтирован желоб для подачи сырой капусты.
Подача воздуха в камеру сгорания регулируется четырьмя сегментными шиберами. Жидкое топливо в зону сгорания подается форсунками, через которые топливо вспрыскивается под давлением 589 кПа. Смесь воздуха и газов, образовавшихся при сгорании топлива, температурой 900—1000°С попадает в сушильный барабан.
Измельченная капуста, перемещаясь внутри барабана в потоке теплоносителя, высушивается и выносится вентилятором в циклон сухой массы. Средняя влажность выходящей из сушилки капусты составляет 20%, температура отходящих газов 125—130°С. Из нижней части циклона сухая масса дозатором подается через сборник, отделяющий камни и тяжелые металлические частицы, на измельчение в мельницу молоткового типа. Рабочим органом мельницы является ротор, состоящий из 24 свободно насаженных молотков.
Линия производства альгината натрия предназначена для получения альгината натрия из бурых водорослей (ламинарий и фукусов) и устанавливается на береговых предприятиях.
Сырые или сушеные водоросли очищают от посторонних примесей и направляют на измельчение (рис. 157).
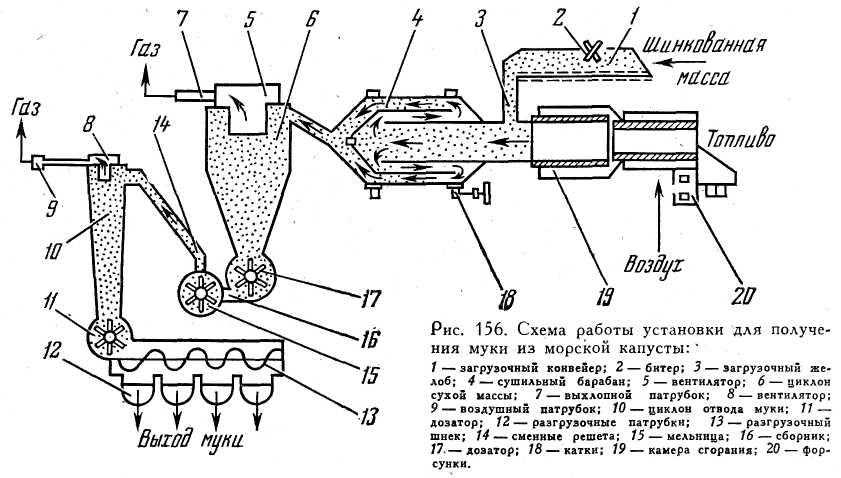
Дальнейшая обработка водорослей производится в реакторе, снабженном паровой рубашкой и мешалкой. В реактор, обогреваемый паром, заливают 2000—2500 л воды и добавляют 4 л серной кислоты: Раствор нагревают при перемешивании мешалкой до температуры 45— 50°С. В подготовленный раствор загружают порцию водорослей (150—160 кг) и при постоянном перемешивании выдерживают в течение 1 ч. В этот период подогрев реактора прекращают. После обработки раствор серной кислоты сливают и водоросли промывают водой. Промытые водоросли заливают раствором кальцинированной соды, включают подогрев реактора и при непрерывном перемешивании варят водоросли при температуре 60—70°С в течение 3 ч. Отношение массы водорослей к массе воды 1:16. В процессе варки водоросли полностью развариваются, образуя однородную смесь, называемую галертой. По окончании варки в реактор подают воду до соотношения 1-: 20. После тщательного перемешивания с водой галерту передают в отстойники, где ее разбавляют водой в соотношении 1:80 при барботировании сжатого воздуха в течение 15—20 мин. После перемешивания образовавшийся альгинатный раствор отстаивается в течение 3 ч и затем фильтруется. Для полной очистки раствор фильтруют. Для фильтрации используются дисковые вакуум-фильтры ДУ-34-2,5 и фильтр-прессы ФПАКМ. Предварительная грубая очистка может быть осуществлена на сепараторе.
Отфильтрованный раствор из сборника забирается насосом и подается, в осадительные ванны, для осаждения альгиновой кислоты, которое происходит при добавлении концентрированной серной кислоты и интенсивном перемешивании барботированием сжатого воздуха при температуре 18—20°С. Выделившаяся в виде хлопьев альгиновая кислота в течение 1 ч осаждается для образования плотного осадка, который спускается в промывочные ванны. Кислые воды через фильтр сливают в канализацию.
Промывочная ванна имеет ложное дно из фильтровальной ткани. Альгиновую кислоту промывают в течение 10—15 мин горячей, а затем холодной водой до остаточного содержания серной кислоты 0,4 на 1 кг альгиновой кислоты. Кислые промывные воды стекают в канализацию, промытую альгиновую кислоту направляют в смеситель, где смешивают с двууглекислой содой. Соду подают постепенно, тщательно перемешивая мешалкой, из расчета 1 кг соды на 100 кг альгиновой кислоты до получения однородного раствора альгината натрия. Раствор содержит 3—4% сухих веществ и имеет слабощелочную реакцию.
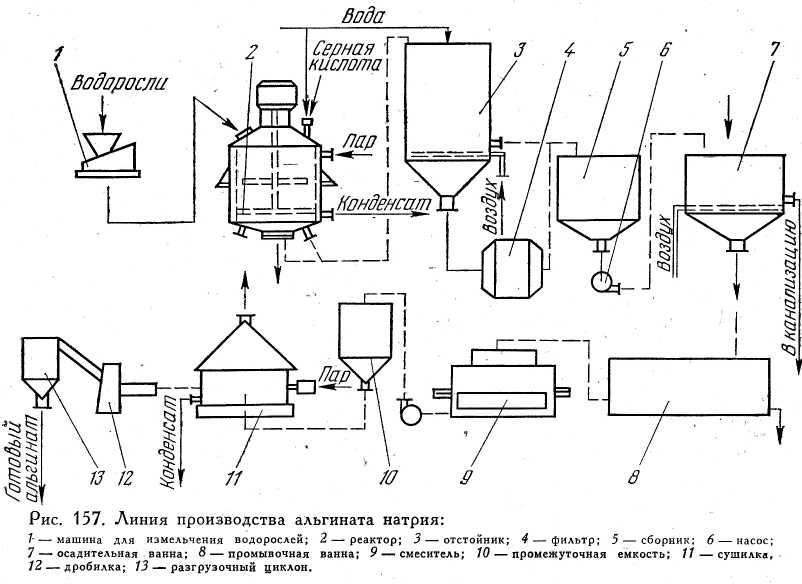
При производстве порошка измельченный альгинат подвергается тонкому помолу в дезинтеграторе. Порошок альгината натрия упаковывают в трех-пятислойные бумажные или хлопчатобумажные мешки вместимостью не более 30 кг. Допускается упаковка в деревянные или фанерные ящики вместимостью 20 кг или картонные коробки вместимостью 10 кг.
Линия производства агара из дальневосточной анфельции тепловым методом устанавливается на береговых предприятиях. При тепловом методе обработки дальневосточной анфельции сухой агар получают варкой водорослей под давлением и сушкой агаровых растворов (рис. 158).
Поступающее на переработку сырье — сухая анфельция — тщательно освобождается от механических примесей: песка, ракушек, известковых отложений. Затем анфельцию замачивают в водной взвеси гидрата окиси кальция в бетонных чанах в течение 18—20 ч для разрушения сильноокрашенных пигментных клеток. Загрузка в чаны корзин с анфельцией, выгрузка и передача на последующую обработку (мойку) осуществляются тельфером.
Анфельция моется в моечной машине непрерывного действия при интенсивном перемешивании и обильной подаче воды для удаления посторонних примесей и разрыва комковых образований. На выходе водорослей из машины вода отжимается резиновыми валиками.
Основной процесс обработки водорослей — варка — проводится в батарее из трех диффузоров по противоточному методу. Каждая порция анфельции подвергается пятикратной варке. После варки в течение 3 ч навар перекачивается из первого аппарата во второй с водорослями, менее вываренными, т. е. более агар-содержащими. В процессе варки в диффузоры добавляется раствор извести. Горячая вода подается только на пятую варку, в диффузор с наиболее вываренной анфельцией, обедненной агаром в результате четырех предыдущих варок. Варка ведется в течение 24 ч при давлении 220 Па. Получаемый навар имеет темно-бурый цвет, мутный от взвеси механических примесей. Отстаивание наиболее загрязненной части навара происходит в отстойниках при температуре 85—90°С, куда он перекачивается из диффузора.
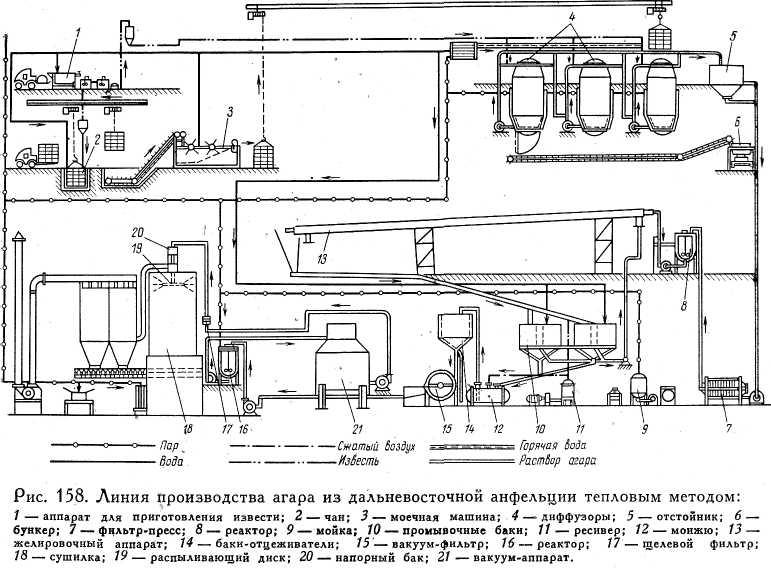
Из отстойников навар подается на фильтр-прессы для фильтрования через рыхлый слой фильтровальной массы, которая периодически промывается. Прозрачный профильтрованный навар темно-бурого цвета подается для предварительного охлаждения до 50°С в реактор, снабженный водяной рубашкой и мешалкой.
Охлажденный навар из реактора подается в желировочный аппарат непрерывного действия для образования студня. Из аппарата студень выходит в виде пластин толщиной 5—6 мм. Очистку и обесцвечивание студня производят в проточной воде. Соотношение массы студня и массы воды должно составлять 1:2 или 1:3. Интенсивное перемешивание пластин студня в воде достигается барботированием сжатым воздухом.
Пластины обесцвеченного агарового студня с водой поступают в специальную емкость, откуда сжатым воздухом перекачиваются в баки-отцеживатели для отделения влаги через капроновое сито. Обезвоженный студень перекачивается в реакторы для плавления. Полученный из студня раствор агара направляется на упаривание в вакуум-выпарной аппарат для повышения концентрации агара до 3—4%. Концентрированный раствор агара через щелевой фильтр нагнетается в напорный бак распылительной сушилки. В сушилке раствор распыливается диском, вращающимся с частотой 8000 об/мин, до туманообразного состояния и высушивается горячим воздухом, подаваемым в сушилку от калориферной установки. Высушенный порошкообразный агар затаривается в хлорвиниловые мешки и крафт-тару.
Линия производства агара из беломорской анфельции тепловым методом устанавливается на береговых предприятиях. При тепловом методе обработки беломорской анфельции агар получают варкой водорослей при атмосферном давлении и сушкой агарового студня.
Поступающие на обработку водоросли (рис. 159) сортируют и очищают от посторонних примесей: ила, песка, ракушек. Мойка отсортированных водорослей осуществляется в моечном аппарате, представляющем собой овальную ванну вместимостью 10 м3, в которой размещена двухлопастная мешалка. Единовременная загрузка водорослями составляет 200— 300 кг. Соотношение массы водорослей и воды 1:20. При непрерывном перемешивании в течение 30—40 мин водоросли промываются, очищаются от примесей и комков. Промывные воды с шламом удаляются через нижний штуцер, после чего анфельция моется повторно в чистой воде. После мойки в ванну опускают подъемный конвейер, который разгружает анфельцию в сетчатые корзины.
После стечки корзины тельфером подаются в варочные аппараты, в качестве которых используются диффузоры экстракционных батарей, применяемые в сахарной промышленности. Диффузор состоит из варочного цилиндрического котла и выносного подогревателя. В верхней конической части варочного котла имеется загрузочное отверстие, в нижней — разгрузочное. Диффузор имеет решетчатое ложное дно. Вода и раствор, забираемый из-под ложного дна, подаются через паровой подогреватель в верхнюю часть аппарата на водоросли. Единовременная загрузка аппарата, 300—400 кг. Варка производится при температуре 95— 100°С в щелочной среде. Каустическая сода вносится в виде раствора концентрацией 400—600 г/л. Соотношение массы водорослей и раствора при варке 1:15 или 1:17. Анфельция подвергается пятикратной варке по принципу противотока. Раствор перекачивается из аппарата в аппарат на более вываренную водоросль, и в нем постепенно увеличивается концентрация агара.
В процессе варки часть водорослей измельчается, поэтому готовый раствор фильтруют через тканевый фильтр и направляют в отстойники на 2—3 ч. Отстаивающийся раствор должен иметь температуру не ниже 80°С. Отстоявшийся навар сливают, а 5—6% отстоя перекачивают в диффузор на первую или вторую варку для использования содержащегося в отстое агара.
Очищенный раствор темно-бурого цвета, содержащий красящие вещества, подается в вертикальный камерный желировочный аппарат. Камеры имеют охлаждаемые проточной водой зарубашечные пространства.
Образующийся при желировании студень разгружается-гравитационно через нижний люк камеры. В нижней части люка установлено режущее приспособление для нарезания студня на пластины толщиной 4—5 мм.
Полученные пластины студня направляют в потоке воды в промывочные аппараты. Промывка осуществляется водой при интенсивном перемешивании студня барботированием сжатого воздуха. Соотношение массы воды и студня 1:2. Промывка студня сопровождается растворением в воде красящих веществ, органических и минеральных примесей. Промытый студень отбеливают раствором хлорной извести, содержащим не более 0,3 г хлора на 1 л. После отбелки студень промывают проточной водой в течение 6—8 ч. Отбелка с последующей промывкой производится в тех же промывочных аппаратах. Отбеленный и освобожденный от воды студень подается в приемник вальцовой сушилки. При попадании на поверхность вращающегося сушильного барабана, обогреваемого изнутри паром, студень плавится и намазывается на поверхность. Слой раствора разравнивается прижимным валиком и высыхает в виде тонкой пленки.
Слой пленки наращивается до толщины 0,5 мм в течение 2—3 мин. Затем приемник со студнем опускается, пленка высушивается в течение 10—15 мин до влажности 18%. Подсохшая пленка снимается механическим скребком, а поверхность барабана смазывается растительным маслом. Полученную пленку измельчают в дробилке для получения крупки, которую упаковывают в деревянные ящики с пергаментной прокладкой или в крафт-мешки.
Линия производства агара методом вымораживания устанавливается на береговых предприятиях. Сухой агар получают замораживанием студня с последующим размораживанием и высушиванием на воздухе (рис. 160).
Поступающую на переработку сухую анфельцию, освобожденную от механических примесей, направляют на первичную обработку — замачивание в известковом растворе в бетонных чанах. Соотношение воды и сухих водорослей 12:1. После замачивания в течение 6— 7 ч водоросли интенсивно моются в моечной машине, откуда скребковым конвейером подаются на распределительный конвейер, который подает промытые водоросли в варочные чаны.
Каждую порцию анфелыдии варят трижды. Обогрев чана производится острым или глухим паром. При первой варке в воду добавляют известковое молоко. Навар последней варки направляют на фильтрацию, водорослевый остаток промывают горячей водой для удаления агарового раствора. Промывные воды добавляют в варочные чаны при второй или третьей варке. После фильтрации через тканевый фильтр навар направляют в отстойники для отстаивания в течение 2—3 ч. Осветленный навар из отстойников насосом перекачивается в напорный бак, из которого он самотеком поступает в желировочное отделение. Здесь через систему распределительных рукавов навар разливается в противни вместимостью 18 л, которые помещают на многоярусные стеллажи. Продолжительность желирования 5—6 ч.
Полученный студень разрезают на прямоугольные бруски размерами 70X65X360 мм, которые ручным прессом продавливают через решетку с ячеей 5X5 мм для получения пластин размерами 5X5X360 мм. Пластины рядами укладывают в металлические противни, которые устанавливают на стеллажах на открытой площадке для естественного замораживания. Наиболее благоприятная температура для замораживания —5—8°С. Продолжительность замораживания зависит от температуры воздуха, силы ветра и достигает 72 ч.
Замороженный студень вынимают из противней, складывают в штабеля, укрывают рогожами и хранят до наступления весенних оттепелей. В марте замороженные пластины раскладывают на стеллажах на открытой площадке для размораживания, сушки и отбелки. При оттаивании пластины освобождаются от влаги, красящих и частично минеральных веществ. Размораживание и сушка в естественных условиях требуют до 10 сут. Высохшие пластины агара белого цвета собирают, очищают щетками от поверхностных загрязнений, прессуют и упаковывают в картонные коробки.
Линия получения бактериального агара устанавливается на береговых предприятиях. Исходным сырьем является раствор, полученный при плавлении агарового студня, который отбирается из вакуум-выпарной установки линии получения сухого агара.
Раствор агара (рис. 161) по трубопроводу подается в реактор, оборудованный мешалкой где охлаждается до температуры 55°С водой, подаваемой в зарубашечное пространство реактора. После охлаждения в реактор небольшими порциями вводится суспензия карбоната кальция при непрерывной работе мешалки. Для ускорения подачи суспензии в реакторе создается вакуум. Карбонат кальция вводится в количестве 250—300% в расчете на активную-окись кальция к массе плотного осадка, содержащегося в наваре. При содержании 80% окиси кальция в извести для осаждения неорганических примесей в 1000 кг навара теоретически требуется 50 кг суспензии карбоната кальция. После выпадения в осадок примесей навар из реактора сжатым воздухом подается в котел для отстаивания в течение 12 ч при температуре 50°С. Осветленная часть навара подается самотеком на сепаратор для отделения мелких хлопьев. В линии установлен сепаратор фирмы «Де-Лаваль» (Швеция). Осажденная часть обрабатывается на центрифуге ИСА-3. для извлечения раствора агара.
Отсепарированная часть навара собирается в ванну и направляется в реактор-сборник с паровой рубашкой и мешалкой для подогрева до температуры 80сС. Подогретый раствор подается в ванну, а затем в реактор с мешалкой. Дважды отсепарированный раствор подается в желировочные ванны. Высота слоя налитого раствора 150—200 мм. Охлаждение ведется водой. Полученный студень разрезается на куски размерами 150X200 мм и подается на устройство, разрезающее студень на лепестки толщиной 3—5 мм. Разрезанный студень порциями подается на упаковку в салфетки. Толщина слоя студня, упакованного в салфетки, не превышает 25 мм. Салфетки со студнем укладывают в перфорированные пресс-формы по 15 рядов В каждую и подают на прессование. Прессование производят на гидравлическом прессе при ступенчатом поднятии давления. Обезвоженный студень измельчается, кусочки укладывают в противни сублиматора и направляют на сублимационную сушку. Готовый продукт направляется на фасовку и упаковку под вакуумом в полиэтиленовые пакеты.