

Ответы к ГАКу на степень бакалавра / 190
.DOC№190. Виды сочетания производственных операций и их применяемость на предприятиях с различным типом производства.
Операция - это часть основного производственного процесса, выполняемая непрерывно на одном рабочем месте без переналадки оборудования на одним или несколькими изделиями одним или несколькими рабочими.
Операции бывают:
1) Основными. В процессе основных операций происходит изменение форм, размеров, свойств. Сумма основных операций=технологическому процессу.
2) Вспомогательными. Они связаны с перемещением, транспортировкой изделия от одного рабочего места к другому и контролем качества продукции.
Виды движения деталей по операциям:
1) Последовательный.
2) Параллельный
3) Параллельно-последовательный
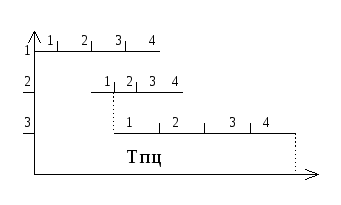
Последовательный метод - вся партия деталей передаётся с операции на операцию целиком.
Тпц= n*åtштi
tштi - время штучное - время, необходимое для обработки i-той детали на данной операции.
Параллельный метод - на всех операциях одновременно обрабатываются разные экземпляры, детали разного наименования.
Главной называется наибольшая по продолжительности операция. Именно она характеризует длительность производственного цикла.
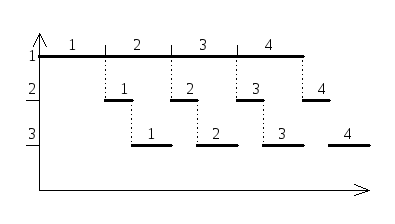
Тпц=å tштi+(n-1)*tшт
Нарушается принцип непрерывности и ритмичности, но соблюдается прямоточность. Это характерно для прерывных или прямоточных поточных линий.
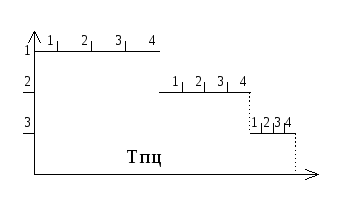
Параллельно-последовательный вид движения - сочетание параллельного и последовательного видов движения деталей. Для него характерна частичная параллельность выполнения отдельных операций, непрерывность обработки всей партии на каждой операции и передача обрабатываемых деталей как поштучно, так и частями.
Самым продолжительным считается последовательный вид движения, самым коротким - параллельный. Параллельно-последовательный занимает промежуточное положение.
Операция называется меньшей, если продолжительность её меньше продолжительности предыдущей и следующей за ней операций.
Операция называется большей, если её продолжительность больше предыдущей и последующей.
Тпц=å tштi+(n-1)*(åtбольшая+åtменьшая)
Если последующая операция короче предыдущей, то построение графика начинается справа налево.
Если последующая операция длинней предыдущей, то построение графика начинается слева на право.
Данный вид движения характерен для непосредственно непрерывных поточных линий. Здесь соблюдаются все принципы рациональной организации производства.
Типы производства:
(1) единичное;
(2) серийное;
(3) массовое.
(1) В данном производстве в единичных экземплярах изготовляется широкая номенклатура продукции: либо не повторяющаяся, либо повторяющаяся через определённые промежутки времени. Используется универсальное оборудование, так как на рабочем месте выполняются различные операции.
(2) Периодическое изготовление относительно ограниченной номенклатуры продукции, в кол-вах, определяемых партиями “запуска-выпуска”. На рабочем месте выполняется несколько деталей / операций.
(3) Массовое - непрерывно выполняется ограниченное кол-во номенклатуры изделий.
Типы предприятий. они делятся на три группы:
1. серийные
2. массовые
3. единичные
В основу классификации предприятий кладутся следующие факторы:
а) хар-р выпуска продукции (непрерывно, единично...);
б) преобладающая роль тех или иных типов производств.
Предприятия относят к тому или иному типу на основании хар-ки основных выпускаемых изделий.
|
факторы |
единичное |
серийное |
массовое |
|
1) номенклатура |
неорганич |
огранич. партиями (сериями) |
одно или несколько изделий |
|
2) применяемое оборудование |
унгиверсальное |
универс. + специальное |
специальное |
|
3) квалификация рабочих |
высокая |
ниже высокой (средняя) |
невысокая (высок. квалиф. - наладчики и инструментальщики) |
|
4) с/ст-ть единицы продукции |
высокая |
средняя |
невысокая (низкая) |