

5.2 Стани гарячої прокатки
Стани гарячої прокатки: обтискові, заготівельні, рельсобалочные, сортові, дротяні, штрипсові, листові, широкосмугові.
Обтискові стани призначені для обтискання сталевих зливків вагою до 25 т у великі заготівлі (блюми і сляби). До обтискових станів відносяться блюмінги і слябінги. На блюмінгах отримують квадратну заготівлю - блюм, що піддається подальшому плющенню для отримання сортових профілів. На слябінгах роблять прямокутний прокат - сляби, що є заготівлями для листа. Блюмінг є потужним реверсивним дуо-станом, а слябінгом - потужним універсальним реверсивним двухклетьевой станом (перша кліть має вертикальні валяння, а другий - горизонтальні).
Заготівельні стани призначені для плющення блюмів і слябів в сортову квадратну заготівлю перерізом до 200X200 і плоску заготівлю - сутунку перерізом меншим, ніж сляби, що призначається для подальшої прокатки в дрібні листи і стрічки. Сучасні заготівельні стани є станами безперервної прокатки.
Рельсобалочні стани призначені для прокатки з блюмів рейок широкої колії, великих балок, швелерів і інших профілів. Рельсобалочні стани бувають двох типів:
рельсобалочні стани ступінчастого типу, що складаються з двох або більшого числа ліній;
рельсобалочні стани послідовно поворотного типу.
Найбільшим поширенням користуються рельсобалочні стани першого типу.
Сортові стани призначені для по чения сортового прокату : круглій і квадратній сталі від 8 до 150 мм, балок і швелерів заввишки від 50 ÷ 200 мм, кутовій сталі від 20X20 до 200X200 мм ін. Ці стани діляться на крупно-, середньо- і дрібносортні.
Дротяні стани призначені для плющення дроту діаметром 5 - 10 мм. Меньшещ діаметру дріт виходить волочінням. Дротяні стани бувають ступінчасті, напівбезперервні і безперервні.
Листопрокатні стани діляться на товстолистові і тонколистові. Товсті листи катають із слябів, тонкі - з легких слябів, або сутунки. Листопрокатні стани для гарячої прокатки листів найчастіше бувають наступних трьох типів:
товстолистові стани, призначені для плющення листів завтовшки від 4 мм і більше, шириною від 1000 до 5000 мм; вони бувають одноклетьевые, двухклетьевые і іноді многоклетьевые;
листові широкополосні безперервні або напівбезперервні стани, що служать для прокатки листів у вигляді довгих широких смуг шириною від 500 до 2500 мм і більше, завтовшки від 1,5 до 10 мм і більше;
листові широкополосні з моталками, розташованими в нагрівальних печах, службовці так само, як і стани попереднього типу, для прокатки листів у вигляді довгих смуг завтовшки від 1,5 до 6 мм.
Слябінг - високопродуктивний прокатний стан, призначений для обтискання великих злитків (масою до 45 т) у великі плоскі заготовки - сляби, які є полупродуктом для виготовлення широких аркушів. На відміну від блюмінга і блюмінга-слябінга, слябінг - вузькоспеціалізований стан з двома парами валів - горизонтальними і вертикальними; встановлюється на металургійних заводах, у прокатних цехах яких є високопродуктивні листові стани.
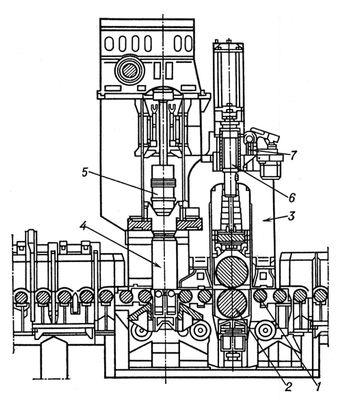
Рисунок 5.1 - Робоча кліть універсального слябінга: 1 - станинні ролики, 2 - горизонтальні валки, 3 - станина; 4 - вертикальні валки, 5 - шпинделі; 6 – урівноважуючий пристрій; 7 - нажимний механізм.