

технология эма-12 у весна(1) / технология эма-12 у весна-1 / общая сборка. испытания / сборка к.з. роторов / Технология сборки короткозамкнутых роторов
.docТехнология сборки короткозамкнутых роторов
. Способы крепления сердечника на валу
Короткозамкнутый ротор представляет собой неподвижно закрепленный на валу стальной сердечник, собранный из штампованных листов, с литой алюминиевой обмоткой или сварной обмоткой из стержней - беличьей клеткой.
Технологический процесс сборки ротора заключается в соединении сердечника с валом. К точности взаимного расположения поверхностей и уравновешенности ротора стандартами предъявляются весьма жесткие требования, главными из которых являются следующие:
-
радиальное биение выступающего конца вала относительно оси шеек вала под подшипники - не более 0,005...0,03 мм в зависимости от диаметра конца вала и точности исполнения электродвигателя (нормальной, повышенной, высокой);
-
радиальное биение наружной поверхности сердечника относительно оси шеек вала под подшипники - не более 0,02...0,04 мм в зависимости от габарита электродвигателя и величины воздушного зазора между ротором и статором;
-
торцевое биение шеек вала под подшипники относительно их горизонтальной оси - не более 0,007...0,02 мм в зависимости от диаметра шеек и класса точности применяемых подшипников;
-
удельная остаточная неуравновешенность ротора смещение центра тяжести относительно оси вращения) - не более 0,01.. .0,04 мм в зависимости от класса точности уравновешивания, массы ротора и рабочей частоты его вращения.
От выполнения этих требований зависят как эксплуатационные характеристики электродвигателя, так и его надежность, долговечность и виброакустические показатели.
Соединение сердечника с валом может производиться несколькими способами, зависящими от габаритных параметров сердечника и вала. Так, в машинах малой мощности с диаметром вала до 12 мм более экономичными способами крепления сердечника на валу являются прессованием пластмассы, заливкой алюминия, склеиванием и обжатием. В большинстве случаев крепление сердечника на валу осуществляется посадкой с натягом и пластическим деформированием крайних листов сердечника.
В машинах средней и большой мощности для крепления сердечника на валу применяют кольцевые и призматические шпонки.
В зависимости от технологии сборки роторов и диаметров их валов различают валы жёсткие и нежёсткие.
Жёсткие валы диаметром более 70 мм, как правило, имеют машины средней и большой мощности.вал изготавляют с окончательными размерами, так как при его сборке с сердечником не происходит его искривления и после сборки вал не подвергают механической обработке.после сборки производят только механическую обработку наружной поверхности сердечника.
Нежёсткие валы имеют машины малой мощности.При сборке вала с сердечником возможно его искривление, поэтому при изготовлении вала оставляют припуск.После сборки такого вала с сердечникомпроизводят механическую обработку вала и наружной поверхности сердечника, обеспечивая выполнение требований чертежа.
Крепление сердечника на валу обжимкой крайних листов
Способ крепления сердечника на валу обжимкой крайних листов применяют в машинах малой мощности с диаметром вала примерно от 7 до 10 мм. Обжатие (пластическая деформация) крайних листов производится в специальных приспособлениях (рис. 1). Между сердечником (3) и валом (2) первоначальный зазор составляет 0,02...0,03 мм. Обжаие производят обжимками (1), имеющими выступы (4), расположенные на диаметре, больше диаметре вала на 2 мм. Хорошие результаты получают при вибрационном обжатии с частотой 15... 25 тыс. ударов в минуту. Пластической деформации подвергают два-три крайних листа с каждой стороны сердечника.

1–обжимка,2-вал, 3-сердечник,4–выступы
Крепление сердечника на валу посадкой с натягом
Способ крепления сердечника на валу посадкой с натягом применяют для сердечников, залитых алюминием. Этот способ соединения сердечника и вала с гарантированным натягом обеспечивает необходимую прочность сопряжения при минимальных затратах. Разновидностью такого соединения являтся широко применяемая посадка сердечника на рифленую поверхность вала, которая позволяет значительно уменьшить усилие запрессовки по сравнению с посадкой на гладкий вал того же диаметра.
Характерная особенность сборки соединений с натягом - деформация деталей в процессе сопряжения. При этом наряду с радиальными деформациями обеспечивающими натяг и прочность соединения, наблюдаются деформации, приводящие к изменению формы и взаимного расположения поверхностей деталей в сборе.
В массовом производстве асинхронных электродвигателей единой серии малой и средней мощности принята следующая последовательность изготовления ротора:
-
механическая обработка вала;
-
заливка беличьей клетки сердечника;
-
механическая обработка внутреннего отверстия сердечника ротора;
-
запрессовка вала в отверстие сердечника;
-
окончательная механическая обработка основных цилиндрических поверхностей собранного ротора;
-
динамическая балансировка.
Механическая обработка вала включает токарную обработку, фрезерование шпоночного паза на свободном конце, накатка и шлифовка рифления на сопрягаемой с сердечником посадочной поверхности.
Цель шлифования - удалить острые гребни накатки, являющиеся непрочным, легко сминаемым основанием при насадке на него сердечника.
Сердечник после заливки беличьей клетки поступает на сборку с валом.
Внутреннее отверстие под вал в залитом алюминием сердечнике необходимо получить с точностью до 7...8 квалитета. Для этого должно быть высоким качество штамповки и сборки. Когда этого добиться не удается, производят обработку внутреннего отверстия сердечника протяжкой, прошивкой или дорном.
Протяжка и прошивка изучены нами ранее.. При обработке прошивкой в отверстии оставляют припуск, который срезается ее зубьями. Например, при отверстии диаметром 17 мм припуск оставляют 0,2 мм.
Дорн (рис. 2) - более простой инструмент, с помощью которого уменьшают неровности в отверстии и получают заданный размер. При использовании дорна припуск оставляют 0,05 мм.
Обработку внутреннего отверстия (рис. 3) производят на гидропрессе. На спецоправку (1) устанавливают сердечник (3) так, чтобы на нее он опирался торцевой поверхностью (4). На оправке имеются пазы (2) для свободного прохода короткозамыкающего кольца и вентиляционных лопаток. Сверху в отверстие сердечника устанавливают прошивку, пресс продавливает ее отверстие и, пройдя отверстие, прошивка падает вниз.
После прошивки в отверстие запрессовывают вал (рис. 4). На оправку устанавливают предварительно нагретый до 200...350 °С сердечник (2), в его отверстие - вал (3), а сверху на вал - нажимной стакан (4). Гидропресс оказывает на нажимной стакан усилие 250... 1000 Н в зависимости от размеров ротора. Чтобы вал не «закусил» в начале прессования и не образовались задиры, на нем предусмотрены заходные фаски 0,5x45 °.
Для обеспечения размера 103 ± 1,0 мм нажимной стакан сконструирован так, что давление на вал производится через заплечик вала под подшипник (5). Запрессовка производится до упора нажимного стакана в верхний торец сердечника, который в конце запрессовки воспринимает усилие пресса. На роторе размер 103 ± 1,0 мм обеспечивается тем, что на нажимном стакане он выполнен с допуском ± 0,25 мм.
После остывания сердечника он удерживается на валу от радиальных и аксиальных перемещений усилием натяга.
Все операции сборки роторов осуществляются как на универсальном оборудовании, так и на автоматических линиях.

Рис.2–Обработка дорном отверстия сердечника ротора, залитого алюминием

Рис.3–Схема обработки внутреннего отверстия сердечника, залитого алюминием:
1–оправка, 2–пазы.3–сердечник, 4–торцевая поверхность сердечника
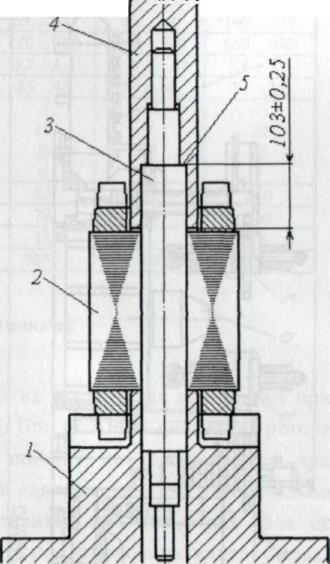
1–оправка,2-сердечник. 3–вал, 4–нажимной стакан, 5–заплечик вала под подшипник
Крепление сердечника на валу шпонкой
Крепление горячей посадкой сердечника на гладкий вал выполняют при внешних диаметрах ротора до 200...300 мм. При больших диаметрах ротора на валу предусматривают призматическую шпонку, так как, например, при толчках нагрузки возможен тангенциальный сдвиг сердечника относительно вала. Шпоночные соединения можно применять при диаметрах вала от 15 мм, так как более тонкие валы фрезеровать под шпоночную канавку практически невозможно.
В
двигателях с высотой осей вращения
![]() мм
сердечник напрессовывают на вал со
шпонкой. При креплении сердечника на
валу шпонкой, все поверхности
вала при его изготовлении обрабатывают
с окончательными размерами.
Сердечник ротора с алюминиевой обмоткой
перед сборкой не обрабатывается и не
нагревается. В листах сердечника при
штамповке предусматривается
шпоночная канавка, а также круглая лунка
- шихтовочный знак,
для того чтобы при шихтовке укладывать
все листы в одно и то же положение
относительно друг друга. В результате
такой укладки пазы получаются
с более ровными стенками.
мм
сердечник напрессовывают на вал со
шпонкой. При креплении сердечника на
валу шпонкой, все поверхности
вала при его изготовлении обрабатывают
с окончательными размерами.
Сердечник ротора с алюминиевой обмоткой
перед сборкой не обрабатывается и не
нагревается. В листах сердечника при
штамповке предусматривается
шпоночная канавка, а также круглая лунка
- шихтовочный знак,
для того чтобы при шихтовке укладывать
все листы в одно и то же положение
относительно друг друга. В результате
такой укладки пазы получаются
с более ровными стенками.
Крепление сердечника на валу в машине средней мощности показано на рис. 5. Для фиксации сердечника (3) в осевом направлении на валу предусмотрен буртик (1) и шпоночная канавка для разрезной кольцевой шпонки (4), а для фиксации сердечника в радиальном направлении предусмотрена призматическая шпонка (2). Для уменьшения ослабления вала шпоночную кольцевую канавку выполняют на стороне, обратной выходному концу вала. Вал запрессовывают в сердечник на горизонтальном прессе.
На призматическую подставку устанавливают сердечник (3) шпоночной канавки вверху. На уровне отверстия сердечника на более высокой подставке устанавливают вал шпоночным пазом вверх и в него вставляют шпонку. Включают пресс и запрессовывают на вал в сердечник. Не снимая давления пресса, устанавливают разрезную кольцевую шпонку (4). После этого давление пресса снимают. Для облегчения установки кольцевой шпонки левую сторону шпоночной канавки выполняют под острым углом. После снятия давления сердечник прижимает шпонку к правой стороне канавки, выполненной под прямым углом. Для надежности крепления шпонку прихватывают электросваркой в нескольких местах. Вместо одной разрезной кольцевой шпонки возможен вариант применения двух полукруглых шпонок. После этого производят механическую обработку наружной поверхности сердечника ротора. Для этого ротор устанавливают в люнеты токарного станка на поверхности А, предназначенные для посадки подшипников и протачивают наружную поверхность. Допустимое радиальное биение поверхности Б относительно поверхности А должно быть не более 0,04 мм. После проточки ротор передают на балансировку.

Рис.5 Крепление сердечника на валу в машине средней мощности:
1 - буртик, 2 - призматическая шпонка, 3 - сердечник, 4 кольцевая разрешая шпонка