

5.2 Випрямлення безперервно литої заготовки
Безперервно литий злиток під час кристалізації постійно знаходиться під дією зовнішніх сил, величина і характер яких визначаються конструктивними параметрами МБЛЗ. Тому, для нього характерно одночасне існування умов кристалізації і деформування, що визначає можливість утворення дефектів, які мають різну природу [2,3].
Випрямлення безперервно литого злитка – це технологічно необхідна операція на машинах безперервного лиття заготовок криволінійного типу.
При випрямленні безперервно литого злитка з рідкою серцевиною, теплофізичні умови кристалізації й охолодження впливають на процес утворення внутрішніх тріщин.
Від того, як повинна бути побудована зона виправлення, що забезпечує деформацію злитка в двофазному стані без утворення тріщин, залежить вибір типу МБЛЗ, призначених для виробництва заготовок з високоякісних сталей.
Дослідження механічних властивостей різних сталей при високих температурах виявляє важливу закономірність: – усі сталі у визначеному інтервалі температур мають різко виражений провал міцності і пластичності. Цей інтервал, названий температурним інтервалом крихкості, характеризується низькими значеннями механічних характеристик, має різну величину і залежить від хімічного складу сталі.
Умова, при якій зі зменшенням швидкості деформації гранично припустимі деформації збільшуються, стала основною передумовою випрямляти не цілком затверділий злиток не в одній точці, а на ділянці зони вторинного охолодження деякої довжини, щоб значно зменшити швидкість деформації [13].
Розрахуємо
криву плавного випрямлення злитка з
рідкою серцевиною перетином
![]() при розливанні середньовуглецевих і
легованих сталей. Базовий радіус кривизни
радіальної ділянки
при розливанні середньовуглецевих і
легованих сталей. Базовий радіус кривизни
радіальної ділянки![]() ,
швидкість витягування злитка
,
швидкість витягування злитка![]() ,
відстань між точками виправлення
,
відстань між точками виправлення![]() .
Приймаємо коефіцієнт кристалізації
.
Приймаємо коефіцієнт кристалізації![]() і коефіцієнт інтенсивності охолодження
і коефіцієнт інтенсивності охолодження![]() ,
точку переходу від радіальної ділянки
до криволінійної при
,
точку переходу від радіальної ділянки
до криволінійної при![]() ,
припустиму деформацію
,
припустиму деформацію![]() .
.
Повний час кристалізації злитка складе
![]() .
.
При
![]() товщина кірки, що закристалізувалася,
до моменту розгину злитка буде
товщина кірки, що закристалізувалася,
до моменту розгину злитка буде![]() .
.
Час руху злитка до точки розгину
![]() .
.
Відстань від нейтральної осі до небезпечного шару:
![]() .
.
Час перебування деформуємого шару в температурному інтервалі крихкості:
![]() .
.
Радіус першої точки виправлення злитка
![]()
![]()
![]() .
.
Якщо прийняти за центр координат точку закінчення радіальної ділянки, то координата першої точки виправлення буде
![]()
![]() .
.
Аналогічно розраховуємо радіуси кривизни і координати точок виправлення для всієї кривої плавного випрямлення результати яких представлені в таблиці 5.2.
Таблиць 5.2 – Результати розрахунку кривої плавного
випрямлення МБЛЗ
|
Радіус
кривизни,
|
Координати
точок виправлення,
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По отриманим даним будуємо криволінійну ділянку технологічної осі МБЛЗ (рис. 5.1).
-
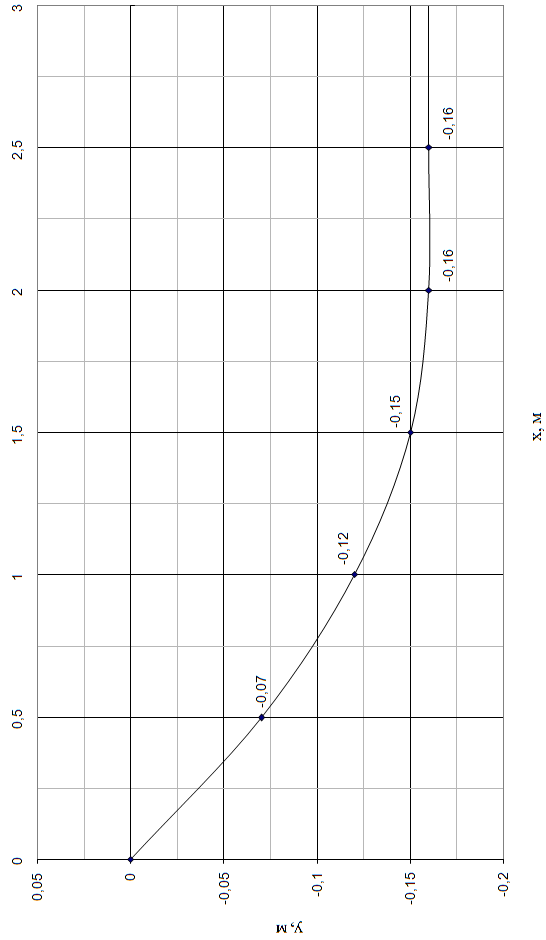
Рисунок 5.1 — Криволінійна ділянка технологічної осі МБЛЗ