

4.2 Розрахунок охолодження заготовки
4.2.1 Приблизне визначення температури поверхні затверділої сталі в кристалізаторі на підставі теплового потоку від поверхні заготовки до стінки кристалізатора
Для розрахунку температури застиглої кірки в кристалізаторі К. Фекете [10] розробив зразкові спрощені методи. Він виходить з міркувань, що кристалізатор у МБЛЗ є теплообмінником, що працює протиточно, так що можна вважати, що сталь, що розливається, охолоджується проточною водою. Ним отримане співвідношення:
![]() ,
(4.4)
,
(4.4)
де
![]() – різниця температур між рідкою сталлю
та водою, яка охолоджує кристалізатор;
– різниця температур між рідкою сталлю
та водою, яка охолоджує кристалізатор;
![]() –різниця
температур обох речовин при вході в
кристалізатор;
–різниця
температур обох речовин при вході в
кристалізатор;
![]() –коефіцієнт
тепловіддачі,
–коефіцієнт
тепловіддачі,![]() ;
;
![]() –охолоджувана
внутрішня поверхня кристалізатора,
–охолоджувана
внутрішня поверхня кристалізатора,
![]() ;
;
![]() –ентальпія
сталі;
–ентальпія
сталі;
![]() –ентальпія
води, яка дорівнює
–ентальпія
води, яка дорівнює
![]()
(![]() –
масова витрати води для охолодження
кристалізатора, кг/с (розраховується,
як
–
масова витрати води для охолодження
кристалізатора, кг/с (розраховується,
як![]() де
де![]() –
площа зазору для води, м2,
–
площа зазору для води, м2,
![]() –
щільність води, кг/м3,
–
щільність води, кг/м3,
![]() –
швидкість води у зазорі м/с),
–
швидкість води у зазорі м/с),
![]() –
теплоємність води,
–
теплоємність води,![]() ;
;
![]() –внутрішній
перетин кристалізатора,
–внутрішній
перетин кристалізатора,
![]() ;
;
![]() –швидкість
витягання (розливання),
–швидкість
витягання (розливання),
![]() ;
;
![]() –щільність
застиглої сталі,
–щільність
застиглої сталі,
![]() ;
;
![]() –теплоємність
сталі,
–теплоємність
сталі,
![]() .
.
На підставі відомих результатів вивчення відводу тепла, проведеного X. Крайнером і Б. Тарманном [11], а також І. Саважем і В.Х. Притчардом [12], К. Фекете склав рівняння для відводу тепла кристалізатором:
![]()
![]() (4.5)
(4.5)
Для
визначення середньої щільності теплового
потоку
![]() від кристалізатора на даній відстані
від кристалізатора на даній відстані![]() від рівня сталі в кристалізаторі
необхідно проінтегрувати попереднє
співвідношення:
від рівня сталі в кристалізаторі
необхідно проінтегрувати попереднє
співвідношення:
 ;
(4.6)
;
(4.6)
![]()
![]()
![]() ,
(4.7)
,
(4.7)
де
![]() – час,
– час,![]() .
.
Відповідно до рівняння (4.1) одержимо:
![]()
![]() (4.8)
(4.8)
де
![]() ,
,![]() – средньологарифмічна різниця температур
у кристалізаторі між сталлю та водою
для охолодження:
– средньологарифмічна різниця температур
у кристалізаторі між сталлю та водою
для охолодження:
![]() (4.9)
(4.9)
Тут
![]()
![]() (індекс
1 відноситься до сталі, 2 – до води;
(індекс
1 відноситься до сталі, 2 – до води;
![]() – для температури входу;
– для температури входу;![]() – виходу).
– виходу).
З теорії розрахунку теплового обміну відомо, що средньологарифмічну різницю можна замінити средньоарифметичною, якщо
![]()
Очевидно, що ці умови при розливанні сталі на МБЛЗ будуть завжди виконуватися:
![]() (4.10)
(4.10)
![]() (4.11)
(4.11)
При цьому спрощенні коефіцієнт тепловіддачі з рівняння (4.8) буде виражений наступним чином:
![]() ,
,
![]() (4.12)
(4.12)
Тепер
підставимо співвідношення під рівняннями
(4.8) і (4.11) у рівняння (4.4) і одночасно
замінимо по передбачуваним температурним
різностям
![]() і
і![]() вирази:
вирази:
![]() ,
(4.13)
,
(4.13)
![]() (4.14)
(4.14)
У результаті одержимо з рівняння (4.4):
![]() (4.15)
(4.15)
У рівняння (4.15) варто ще підставити вираз, що визначає кількість загального тепла кристалізації в залежності від часу.
В
інженерних розрахунках товщину
затверділої кірки злитка часто визначають
за законом квадратного кореня, що
задовільно погоджується з численними
експериментальними даними, отриманими
для різних режимів охолодження, і може
бути використаний для інженерних
розрахунків. Відхилення від умови
![]() враховується за допомогою
враховується за допомогою![]() .
.
Якщо товщина кірки [3]:
![]() (4.16)
(4.16)
де
![]() –
товщина затверділої кірки, м;
–
товщина затверділої кірки, м;
![]() –коефіцієнт
кристалізації сталі, 0,030
–коефіцієнт
кристалізації сталі, 0,030
![]() Значення
Значення![]() длязаданого
коефіцієнта кристалізації складає
0,00387;
длязаданого
коефіцієнта кристалізації складає
0,00387;
![]() –час
від початку кристалізації, с,
–час
від початку кристалізації, с,
то обсяг застиглої кірки можна виразити співвідношенням:
![]() (4.17)
(4.17)
де
![]() – частина заготовки, відлитої за час
– частина заготовки, відлитої за час![]() :
:
![]()
де
![]() – швидкість розливання, м/с.
– швидкість розливання, м/с.
Підстановкою
з рівняння (4.16) у рівняння (4.17) і його
інтегруванням визначимо загальний
обсяг застиглої кірки на відстані
![]() від рівня сталі:
від рівня сталі:
для
сортової заготовки при
![]() =0,030
=0,030![]() [3]:
[3]:
![]() ,
,![]()
Кількість
загального звільненого тепла
![]()
![]() ,
яке необхідно відвести за час
,
яке необхідно відвести за час![]() через одиницю поверхні
через одиницю поверхні![]() ,
виражаємо як щільність теплового
потоку:
,
виражаємо як щільність теплового
потоку:
![]() (4.18)
(4.18)
де
![]() –
прихована теплота затвердіння.
–
прихована теплота затвердіння.
для
сортової заготовки при
![]() =0,030
=0,030![]()
![]() (4.19)
(4.19)
Одержимо остаточний вид рівняння для розрахунку середньої температури застиглого шару металу у кристалізаторі, що буде мати вид:

![]() ,
(4.20)
,
(4.20)
де
![]()
Градієнт температури в застиглій кірці сталі визначимо графічно за допомогою двох крапок у координатах:
![]() ,
(4.21)
,
(4.21)
відповідних
границі зони кристалізації з температурою
![]() ,
і
,
і
![]() (4.22)
(4.22)
середній
температурі
![]() кірки, розрахованої по співвідношенню
(4.20).
кірки, розрахованої по співвідношенню
(4.20).
Розрахуємо
температуру поверхні заготовки та
товщину кірки в кристалізаторі розміром
![]() ;
;![]() ,
через 5 секунд після початку розливання
та на виході з кристалізатора.
,
через 5 секунд після початку розливання
та на виході з кристалізатора.
Для
розрахунку приймаємо: щільність сталі
![]() ;
теплоємність сталі
;
теплоємність сталі
![]() ;
температура сталі на вході у кристалізатор
;
температура сталі на вході у кристалізатор![]() 0С;
температура води, яка використовується
для охолодження
0С;
температура води, яка використовується
для охолодження
![]() 0С;
швидкість води, яка використовується
для охолодження у зазорі
0С;
швидкість води, яка використовується
для охолодження у зазорі
![]() ,
щільність води
,
щільність води![]() ,
ширина зазору для води
,
ширина зазору для води![]() ,
теплоємність води
,
теплоємність води
![]() ;
швидкість розливання сталі
;
швидкість розливання сталі![]() ;
висота кристалізатора
;
висота кристалізатора![]() ,
коефіцієнт кристалізації
,
коефіцієнт кристалізації![]() =0,030
=0,030![]() ,
прихована теплота кристалізації
,
прихована теплота кристалізації
![]() .
.
Площа робочої внутрішньої поверхні кристалізатора складе:
![]()
Масова витрата води на охолодження:
![]()
Час руху заготовки у кристалізаторі
![]() .
.
За
5
![]() заготовка пройде шлях
заготовка пройде шлях
![]() ,
,
а відповідна площа кристалізатора
![]() .
.
По
рівнянню (4.19) при
![]() =0,030
=0,030![]() визначимо:
визначимо:
![]()
![]()
По
рівнянню (4.7) розрахуємо
![]() ,
а по рівнянню (4.20) середню температуру
застиглого шару металу у кристалізаторі:
,
а по рівнянню (4.20) середню температуру
застиглого шару металу у кристалізаторі:
Температуру
![]() визначимо послідовним наближенням
(ітерацією). У ПЕОМ вводимо оцінювану
величину і після обчислення за допомогою
рівнянь (4.20) додаємо в
визначимо послідовним наближенням
(ітерацією). У ПЕОМ вводимо оцінювану
величину і після обчислення за допомогою
рівнянь (4.20) додаємо в![]() уточнене значення, чим досягаємо бажаної
точності результатів. 1. Оціночна
уточнене значення, чим досягаємо бажаної
точності результатів. 1. Оціночна![]() 0С;
0С;
![]() (розрахункова) = 1505,70С.
2. Оціночна
(розрахункова) = 1505,70С.
2. Оціночна
![]() 0С;
0С;
![]() (розрахункова) = 15060С.
Таким чином, через 10 с
(розрахункова) = 15060С.
Таким чином, через 10 с
![]() 0С.
0С.
Аналогічно
при визначенні приблизної температури
затверділого шару заготовки на виході
з кристалізатора (через 27,84
![]() )
одержимо:
)
одержимо:
![]()
Після
підстановки в рівняння (4.20) визначимо
температуру за допомогою ітерації. 1.
Оціночна
![]() 0С;
0С;
![]() (розрахункова) = 13670С.
2. Оціночна
(розрахункова) = 13670С.
2. Оціночна
![]() 0С;
0С;
![]() 0С.
Таким чином, через 27,84 с
0С.
Таким чином, через 27,84 с
![]() 0С.
0С.
Приблизна
температура затверділого шару сталі в
кристалізаторі через 5
![]() з початку розливання складає 14970С,
через 27,84
з початку розливання складає 14970С,
через 27,84
![]() (на виході з кристалізатора) вона дорівнює
13670С.
(на виході з кристалізатора) вона дорівнює
13670С.
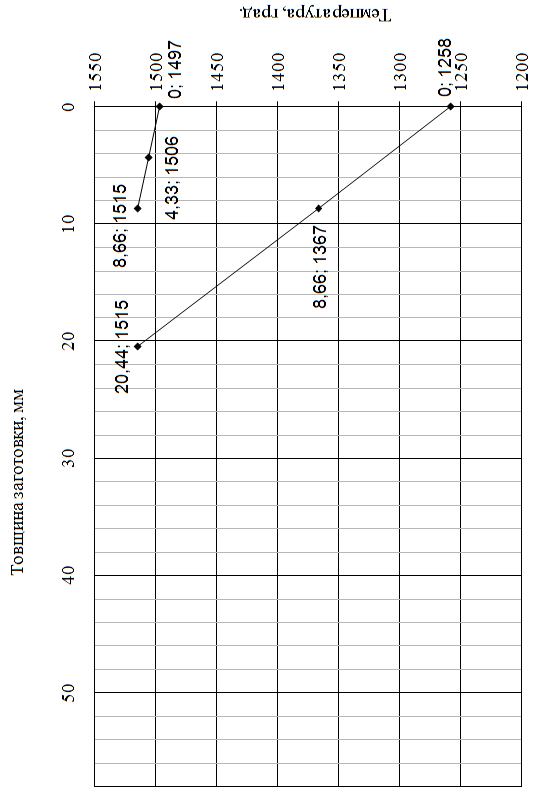
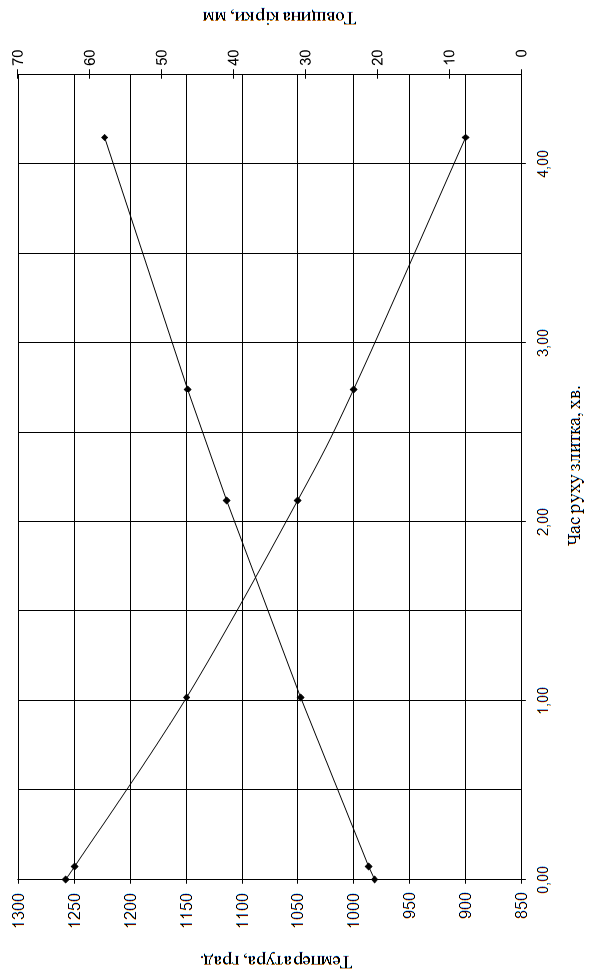
Температуру на поверхні злитка визначимо графічно за допомогою виражень (4.21 а) і (4.22) (рис. 4.1).
Товщина
кірки
![]() по формулі (4.16) через 5
по формулі (4.16) через 5![]() буде
буде
![]() ,
,
![]() ,
,
![]()
через
27,84
![]()
![]() .
.
![]() ,
,
![]()
В таблиці 4.1 наведені результати розрахунку включаючи значення проміжного часу (10 с; 15 с; 20 с; 25 с).
Температура
поверхні через 5
![]() складає 14970С,
температура
складає 14970С,
температура
![]() через 27,84
через 27,84![]() на виході з кристалізатора дорівнює
12190С.
на виході з кристалізатора дорівнює
12190С.
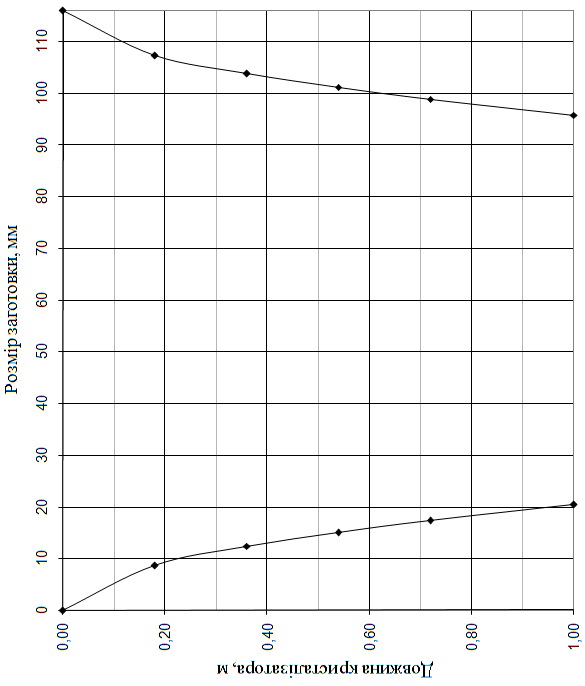
Зміна товщини кірки у кристалізаторі представлена на рисунку 4.2.
Таблиця 4.1 – Результати розрахунку процесу охолодження та
кристалізації заготовки у кристалізаторі
|
Параметри |
Час знаходження заготовки у кристалізаторі, с | |||||
|
5 |
10 |
15 |
20 |
25 |
27,84 | |
|
Пройдений
шлях
|
0,18 |
0,359 |
0,539 |
0,718 |
0,898 |
1 |
|
Площа
робочих стінок кристалізатора
|
0,0833 |
0,1667 |
0,25 |
0,333 |
0,417 |
0,464 |
|
Кількість
загального звільненого тепла
|
2,063 |
1,423 |
1,139 |
0,97 |
0,855 |
0,804 |
|
Середня
щільності теплового потоку
|
2,334 |
2,135 |
1,961 |
1,809 |
1,676 |
1,607 |
|
Середня температура затверділого шару сталі в кристалізаторі, 0С |
1506 |
1468 |
1433 |
1404 |
1379 |
1367 |
|
Товщина
застиглої кірки
|
8,66 |
12,25 |
15 |
17,32 |
19,36 |
20,44 |
|
|
49,34 |
45,75 |
43 |
40,68 |
38,64 |
37,56 |
|
|
53,67 |
51,88 |
50,5 |
49,34 |
48,32 |
47,78 |
|
|
|
Рисунок 4.1 — Графічне визначення температури поверхні заготовки | ||
|---|---|---|---|---|
|
|
Рисунок 4.2 — Зміна товщини кірки злитка у кристалізаторі |
| ||
4.2.2 Розрахунок зміни температури поверхні та товщини кірки в зоні вторинного охолодження
Для вибору режиму охолодження сталі що розливається, в залежності від (температури поверхні злитка наприкінці ЗВО) і швидкості витягування злитка задається крива температури поверхні по довжині злитка. Ця крива вибирається з умови мінімізації термічних напружень у безперервно литому злитку, що досягається рівністю швидкостей охолодження шарів металу, розташованих біля фронту кристалізації і на поверхні [13]:
![]() .
.
Рішення цієї рівності дозволило одержати наступне рівняння
 ,
(4.23)
,
(4.23)
де
![]() – відносна температура поверхні і
заготовки на виході з кристалізатора;
– відносна температура поверхні і
заготовки на виході з кристалізатора;
![]() –температура
поверхні злитка на виході з кристалізатора,
0С;
–температура
поверхні злитка на виході з кристалізатора,
0С;
![]() –температура
кристалізації сталі, 0С;
–температура
кристалізації сталі, 0С;
![]() –відносна
температура поверхні заготовки наприкінці
затвердіння; (
–відносна
температура поверхні заготовки наприкінці
затвердіння; (![]() – температура поверхні злитка наприкінці
затвердіння, 0С);
– температура поверхні злитка наприкінці
затвердіння, 0С);
![]() –товщина
злитка;
–товщина
злитка;
![]() –товщина
кірки злитка при виході з кристалізатора.
–товщина
кірки злитка при виході з кристалізатора.
На
виході з кристалізатора за умовами
міцності повинна забезпечуватися
товщина кірки не менш
![]() .
По дослідним даним для різних злитків
на виході з кристалізатора
.
По дослідним даним для різних злитків
на виході з кристалізатора![]() ,
де
,
де![]() – половина товщини злитка,
– половина товщини злитка,![]() .
.
Як
випливає з рівняння, якщо задана товщина
оболонки, температура поверхні злитка
на виході з кристалізатора і температура
поверхні злитка наприкінці зони
затвердіння, то для кожного розміру
заготовки і швидкості витягування існує
визначена закономірність зміни
температури поверхні злитка по його
довжині, при якій коефіцієнт
![]() має максимальне постійне значення на
всій ділянці охолодження.
має максимальне постійне значення на
всій ділянці охолодження.
Враховуючи
що коефіцієнт
![]() постійний, то для будь-якої ділянки зони
вторинного охолодження можна записати
постійний, то для будь-якої ділянки зони
вторинного охолодження можна записати
 чи
чи
![]() ,
(4.24)
,
(4.24)
де
![]() і
і![]() – відносна температура і товщина
оболонки злитка в момент часу
– відносна температура і товщина
оболонки злитка в момент часу![]() ;
;
![]()
Якщо
відомо розподілення температури по
довжині злитка, то приведене рівняння
дозволяє визначити товщину оболонки
злитка в будь-який момент часу
![]() .
.
Час досягнення відповідної температури поверхні визначається з вираження
 ,
(4.25)
,
(4.25)
де
![]() – щільність рідкої сталі;
– щільність рідкої сталі;
![]() –прихована
теплота плавлення сталі;
–прихована
теплота плавлення сталі;
![]() –коефіцієнт
теплопровідності сталі.
–коефіцієнт
теплопровідності сталі.
Рівняння (4.24), (4.25) дозволяють побудувати залежності температури поверхні злитка і товщини затверділої кірки від часу чи глибини рідкої лунки для заданих швидкостей розливання і температури поверхні злитка наприкінці затвердіння.
Визначимо
температуру поверхні по довжині злитка
при розливанні на МБЛЗ легованої сталі
перетином
![]() зі швидкістю
зі швидкістю![]() .
Приймаємо температуру поверхні злитка
наприкінці затвердіння металу
.
Приймаємо температуру поверхні злитка
наприкінці затвердіння металу
![]() 0С;
температуру кристалізації
0С;
температуру кристалізації
![]() 0С;
теплоємність затверділої сталі
0С;
теплоємність затверділої сталі
![]() ;
теплопровідність сталі
;
теплопровідність сталі![]() ;
приховану теплоту затвердіння
;
приховану теплоту затвердіння![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() ;
ефективну висоту кристалізації
;
ефективну висоту кристалізації![]() .
За значеннями товщини оболонки
.
За значеннями товщини оболонки![]() і температури поверхні
і температури поверхні![]() злитка на виході з кристалізатора, а
також температури поверхні злитка
наприкінці зони затвердіння знайдемо:
злитка на виході з кристалізатора, а
також температури поверхні злитка
наприкінці зони затвердіння знайдемо:
Температура поверхні злитка та товщина кірки на виході з кристалізатора були визначені раніше і складають 1219 0С та 20,44 мм відповідно.
Відносна температура поверхні злитка на виході з кристалізатора:
![]()
наприкінці кристалізації злитка
![]()
Тоді
![]() .
.
Використовуючи
рівняння (4.24), (4.25) і задаючи температурою
поверхні злитка, визначимо залежності
![]() і
і![]() .
.
Час,
необхідний для досягнення температури
поверхні 1200 0С
при
![]() складе
складе
Відносна температура поверхні
![]() .
.
Визначимо
 і
і

![]()
Після
підрахунку одержимо
![]() чи 0,15
чи 0,15![]() .
.
Товщину
оболонки злитка при
![]() 0С
можна знайти з співвідношення
0С
можна знайти з співвідношення
![]() звідки
звідки
![]()
Відстань
точки з
![]() 0С
від нижнього зрізу кристалізатора
0С
від нижнього зрізу кристалізатора
![]() .
.
Розподіл
температури поверхні і товщини кірки
по довжині безперервно литого злитка
при
![]() приведено в таблиці 4.2.
приведено в таблиці 4.2.
Рисунок 4.3 ілюструє розподіл температури поверхні по довжині злитка і зміну товщини затверділої кірки.
Таблиця 4.2 – Результати розрахунку температури поверхні та товщини
кірки у ЗВО
|
|
1219 |
1200 |
1150 |
1100 |
1050 |
1000 |
950 |
900 |
|
|
0,81 |
0,81 |
0,81 |
0,81 |
0,81 |
0,81 |
0,81 |
0,81 |
|
|
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
|
|
0,84 |
0,84 |
0,84 |
0,84 |
0,84 |
0,84 |
0,84 |
0,84 |
|
|
0,81 |
0,80 |
0,76 |
0,73 |
0,70 |
0,66 |
0,63 |
0,60 |
|
|
9,55 |
9,55 |
9,55 |
9,55 |
9,55 |
9,55 |
9,55 |
9,55 |
|
|
9,55 |
8,89 |
7,50 |
6,45 |
5,63 |
4,97 |
4,43 |
3,98 |
|
|
0 |
9,22 |
36 |
66,7 |
101,7 |
141,5 |
186,6 |
237,6 |
|
|
0 |
0,15 |
0,60 |
1,11 |
1,69 |
2,36 |
3,11 |
3,96 |
|
|
20,44 |
22,26 |
27,28 |
32,66 |
38,41 |
44,54 |
51,06 |
58 |
|
|
0 |
0,32 |
1,30 |
2,40 |
3,66 |
5,09 |
6,72 |
8,55 |
|
|
Рисунок 4.3 — Зміна температури поверхні по довжині злитка і товщини затверділої кірки в ЗВО |
4.2.3 Розрахунок витрат води на охолодження заготовки у ЗВО
Так
як, в теоретичних розрахунках дуже
складно точно оцінити умови охолодження,
для визначення витрати води по довжині
ЗВО використовуються експериментальні
залежності коефіцієнта тепловіддачі
![]() від щільності зрошення. Ця залежність
описується наступними вираженнями
[13]:
від щільності зрошення. Ця залежність
описується наступними вираженнями
[13]:
![]() чи
чи
![]() ,
,
де
![]() –
щільність зрошення,
–
щільність зрошення,![]() ;
;
![]() –дослідний
коефіцієнт (у залежності від типу МБЛЗ
і сталі, що розливається, складає 50 –
120);
–дослідний
коефіцієнт (у залежності від типу МБЛЗ
і сталі, що розливається, складає 50 –
120);
![]() –дослідний
коефіцієнт ( по дослідним даним величина
коефіцієнту змінюється в межах:
–дослідний
коефіцієнт ( по дослідним даним величина
коефіцієнту змінюється в межах:
![]() для МБЛЗ із вигнутою технологічною
віссю;
для МБЛЗ із вигнутою технологічною
віссю;![]() для вертикальних МБЛЗ;
для вертикальних МБЛЗ;
![]() –сумарний
коефіцієнт тепловіддачі випромінюванням
і конвенцією (
–сумарний
коефіцієнт тепловіддачі випромінюванням
і конвенцією (![]() у
залежності від інтенсивності охолодження
злитка. Зі
зменшенням
інтенсивності охолодження
у
залежності від інтенсивності охолодження
злитка. Зі
зменшенням
інтенсивності охолодження
![]() росте).
росте).
Наявність
розподілу температур по довжині злитка
і товщині оболонки дозволяє визначити
теплові потоки на поверхні злитка,
необхідні для відводу фізичної теплоти
оболонки і теплоти кристалізації
![]()
![]() ,
(4.26)
,
(4.26)
![]() ,
(4.27)
,
(4.27)
де
![]() ,
,
![]() – середня температура кірки на початку
і кінці ділянки охолодження;
– середня температура кірки на початку
і кінці ділянки охолодження;
![]() ,
,
![]() – товщина кірки на початку і наприкінці
ділянки охолодження;
– товщина кірки на початку і наприкінці
ділянки охолодження;
![]() ,
,
![]() – відстань від торця кристалізатора
на вході і виході з ділянки охолодження;
– відстань від торця кристалізатора
на вході і виході з ділянки охолодження;
![]() –швидкість
витягування злитка;
–швидкість
витягування злитка;
![]() –теплоємність
затверділого металу.
–теплоємність
затверділого металу.
Знаючи тепловий потік і температуру поверхні, можна визначити
![]() .
.
Для виконання вимог по плавній зміні інтенсивності охолодження злитка по його довжині для сталі різних марок і можливості регулювання довжини ділянки водяного охолодження в залежності від швидкості лиття і глибини рідкої лунки вся зона вторинного водяного охолодження розбивається на окремі секції. Кожна секція забезпечується самостійним підведенням води й установкою відповідних форсунок.
При розрахунку основних параметрів систем вторинного охолодження радіальних і криволінійних машин необхідно скорегувати щільність зрошення злитка по малому радіусу за рахунок стікання води, зменшивши його на 20 – 30% у порівнянні з великим радіусом.
У
випадку розливання прямокутних заготовок
(слябів чи блюмів) водяне охолодження
по вузьких гранях відбувається на
ділянці, рівній
![]() .
.
Як показує практика експлуатації МБЛЗ, довжина зони форсуночного охолодження по вузьких гранях може бути скорочена на 20 – 30%.
Визначимо
витрати води на секцію довжиною
![]() ,
розташовану на відстані
,
розташовану на відстані![]() від нижнього зрізу кристалізатора.
Розподіл температури поверхні і товщина
кірки по довжині злитка було розраховано
вище.
від нижнього зрізу кристалізатора.
Розподіл температури поверхні і товщина
кірки по довжині злитка було розраховано
вище.
Як
випливає з рівнянь (4.26), (4.27) необхідно
визначити середню температуру і товщину
кірки на початку і кінці ділянки
охолодження. По приведеним числовим
даним і даним рисунка 4.3 визначимо, що
![]() на вході в секцію складає 11000С,
а на виході із секції
на вході в секцію складає 11000С,
а на виході із секції
![]() 0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали
0С,
відповідно товщина кірки злитка на
вході і виході із секції відповідно
склали ![]() і
і![]() .
Для розрахунку прийнято: щільність
сталі
.
Для розрахунку прийнято: щільність
сталі
![]() ;
коефіцієнт кристалізації
;
коефіцієнт кристалізації![]() ;
температура ліквідус 15040С;
швидкість розливання
;
температура ліквідус 15040С;
швидкість розливання
![]() ;
теплоємність
;
теплоємність
![]() ;прихована
теплота кристалізації
;прихована
теплота кристалізації
![]() ;
;
![]() ;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією
;
сумарний коефіцієнт тепловіддачі
випромінюванням і конвенцією![]() =140.
=140.
Приймаємо з метою спрощення розрахунку лінійну зміна температури по товщині кірки. Тоді
![]() 0С;
0С;
![]() 0С.
0С.
Сумарний
тепловий потік
![]() на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе
на поверхні злитка, обумовлений відводом
фізичної теплоти і теплоти кристалізації,
складе
![]()
![]()
а
середній коефіцієнт тепловіддачі (для
![]() 0С)
відповідно
0С)
відповідно
![]()
Щільність зрошення на даній ділянці складе
![]()
З огляду на те, що розливається квадратна заготовка і секція у верхній частині машини розташована практично вертикально, витрати води на всі грані включаючи грань по більшому радіусу і грань по малому радіусу будуть однакові:
![]()
де 4 – кількість однакових граней.
![]() –площа
охолодження грані (
–площа
охолодження грані (![]() )
м2.
)
м2.
Витрати води на тону сталі складуть:
![]()
де
![]() –
маса металу розлитого за годину, т;
–
маса металу розлитого за годину, т;
(![]() –
маса одного погонного метра заготовки
–
маса одного погонного метра заготовки
![]() т;
т;
![]() –довжина
заготовки розлита за годину
–довжина
заготовки розлита за годину
2,16 · 60 = 129,6 м)