

Определение количества шлаковых ковшей
Необходимое
количество шлаковых ковшей
![]() можно определить по формуле [6]:
можно определить по формуле [6]:
![]() , (6.56)
, (6.56)
где
![]() –
коэффициент запаса (принимают равным
1,15 – 1,3);
–
коэффициент запаса (принимают равным
1,15 – 1,3);![]() –
максимальное суточное количество плавок
(п. 3.5);
–
максимальное суточное количество плавок
(п. 3.5);![]() –
продолжительность оборота шлакового
ковша (рекомендуют принимать в диапазоне
3 – 6 час); 24 – количество часов в сутках;
–
продолжительность оборота шлакового
ковша (рекомендуют принимать в диапазоне
3 – 6 час); 24 – количество часов в сутках;![]() –
число шлаковых ковшей на одну плавку
,шт/пл, определяют из выражения:
–
число шлаковых ковшей на одну плавку
,шт/пл, определяют из выражения:
![]() , (6.57)
, (6.57)
где
![]() –
вместимость конвертора, т;
–
вместимость конвертора, т;![]() –
количество конверторного шлака (обычно
принимают 0,11 – 0,17 т/т стали [6]);
–
количество конверторного шлака (обычно
принимают 0,11 – 0,17 т/т стали [6]);![]() –
вместимость шлакового ковша (может быть
11, 16 или 30
–
вместимость шлакового ковша (может быть
11, 16 или 30![]() );
);![]() –
плотность жидкого шлака (находится в
пределах 2,3 – 2,5
–
плотность жидкого шлака (находится в
пределах 2,3 – 2,5![]() ).
).
Определение необходимого количества кранов шлакового пролета и числа несамоходных шлаковозов
Мостовые краны, устанавливаемые в шлаковом пролете, выполняют следующие работы: перестановка ковшей со шлаком со шлаковоза конверторного цеха на стенд, а затем со стенда на шлаковоз, вывозящий их за пределы цеха; после прибытия в пролет опорожненных чаш выполняются перестановки в обратном порядке (всего четыре перестановки на каждый ковш).
Необходимое
количество кранов
![]() можно определить по формуле [6]:
можно определить по формуле [6]:
![]() , (6.58)
, (6.58)
где
![]() –
максимальное суточное число плавок в
цехе;
–
максимальное суточное число плавок в
цехе;![]() –
число шлаковых ковшей на одну плавку
,шт/пл (определяют по формуле 6.30 ;
–
число шлаковых ковшей на одну плавку
,шт/пл (определяют по формуле 6.30 ;![]() –
число перестановок на один ковш (принимают
равным 4);
–
число перестановок на один ковш (принимают
равным 4);![]() –
длительность одной перестановки
(принимают около 3 мин);
–
длительность одной перестановки
(принимают около 3 мин);![]() –
коэффициент выполнения краном
вспомогательных работ (принимают равным
1,1);
–
коэффициент выполнения краном
вспомогательных работ (принимают равным
1,1);![]() –
коэффициент использования крана (берут
равным 0,8).
–
коэффициент использования крана (берут
равным 0,8).
Число
несамоходных шлаковозов для вывоза
шлака из шлакового пролета определяют
по выражению 6.29 с учетом того, что
продолжительность оборота шлаковоза
составляет
![]() час,
на шлаковоз устанавливают один ковш.
час,
на шлаковоз устанавливают один ковш.
Рекомендации по выбору основных размеров главного здания цеха
Эти
рекомендации изложены в работах [4, 6].
Для цехов с конверторами садкой 130 –
150 т (рис. 6.1,
6.2): расстояние между осями конверторов
составляет![]() м.
м.
Для
размещения ферросплавов и другого
вспомогательного оборудования у торцов
делают холостые пролеты. Их длина
![]() и
и ![]() м.
м.
Для
этих цехов энергетический пролет может
быть совмещен с конверторным. При этом
ширину конверторного пролета принимают
равной
![]() м,
а загрузочного
м,
а загрузочного![]() м.
В случае выноса конверторов в загрузочный
пролет его ширину увеличивают до
м.
В случае выноса конверторов в загрузочный
пролет его ширину увеличивают до![]() м,
а конверторного сокращают, до
м,
а конверторного сокращают, до![]() м.
м.
Ширину
разливочных пролетов принимают равной
![]() м.
м.
Длина
обоих разливочных пролетов обычно
одинакова и определяется принятыми
размерами разливочных площадок –
![]() м.
м.
Расстояние
между разливочными площадками составляет
![]() м.
м.
Расстояние
от конца разливочной площадки до оси
колонн
![]() м.
м.
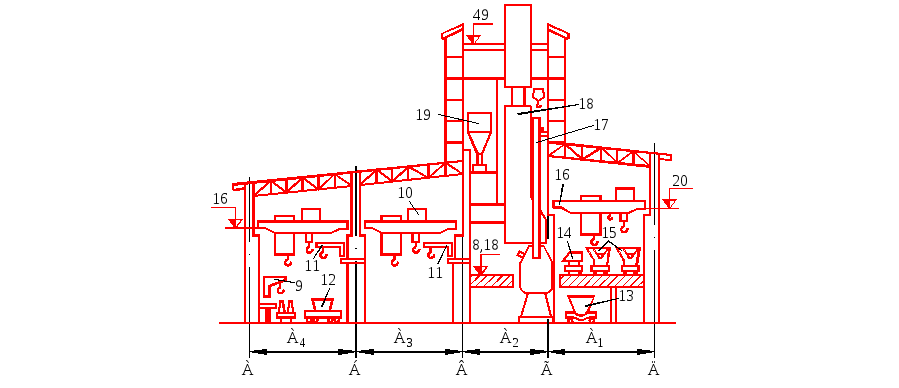
А–Б; Б–В – разливочные пролеты; В–Г – конверторный пролет; Г–Д – загрузочный пролет; 1 – разливочные прощадки;2 – разливочные пути; 3 – вспомогательный путь; 4 – транспортные пути; 5 – конвертор; 6 – путь для подачи совков с ломом; 7 – железнодорожные пути для чугуновозов; 8 – пути железнодорожной колеи; 9 – велосипедные краны; 10 – разливочные краны; 11 – консольные краны; 12 – сталевоз; 13 – несамоходный сталевоз; 14 – совки с ломом; 15 – чугуновозы; 16 – заливочный кран; фурма; 18 – система отвода и очистки конверторных газов; 19 – система загрузки сыпучих.
Рисунок 6.1 – Разрез главного здания конверторного цеха с конвертором 100 – 150 т и разливкой стали в изложницы
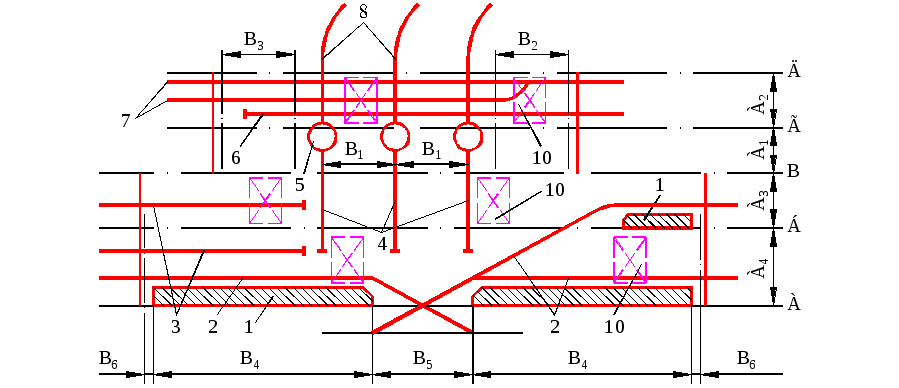
Рисунок 6.2 – План главного здания конверторного цеха с конверторами вместимостью 100 – 150 т и разливкой стали в изложницы
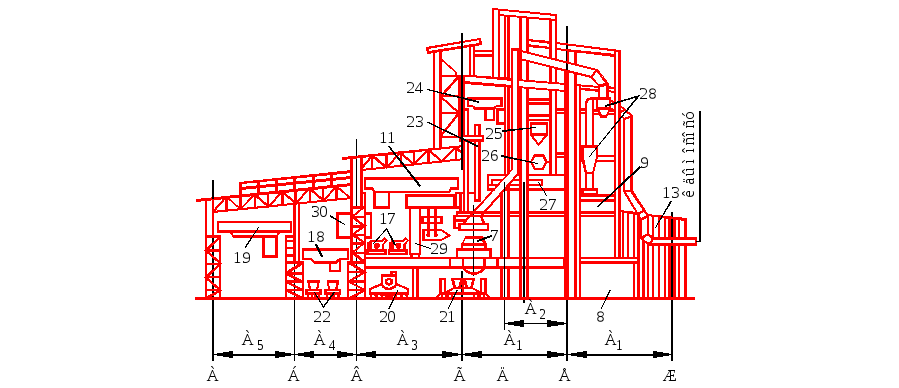
Пролеты: А–Б – ковшовый; Б–В – шлаковый; В–Г – загрузочный; Г–Е – конверторный; Е–Ж – шихтовый окрылок.
1 – пути в ОНРС; 2 – пути чугуновозов; 3 – окно в рабочей площадке; 4 – магнитный кран; 5 – ямные буркера для лома; 6 – пути для подачи лома; 7 – конвертор; 8 – электромашинное помещение; 9 – помещение газоочисток; 10 – скраповоз; 11 – заливочный кран; 12 – мостовой кран; 13 – шихтовый окрылок; 14 – поперечный путь; 15 – опорный рельс полупортальной машины; 16 – пути для вывоза шлаковых ковшей; 17 – чугуновозы; 18 – мостовой кран; 19 – кран для ремонта ковшей; 20 – сталевоз; 21 – самоходный шлаковоз; 22 – несамоходный шлаковоз; 23 – кислородная фурма; 24 – кран для ремонта конверторов; 25 – расходные бункера; 26 – весы-дозаторы; 27 – поперечный конвейер; 28 – газоочистка; 29 – полупортальная машина; 30 – пульты управления конверторами.
Рисунок 6.3 – Разрез главного здания конверторного цеха с конверторами большой вместимости
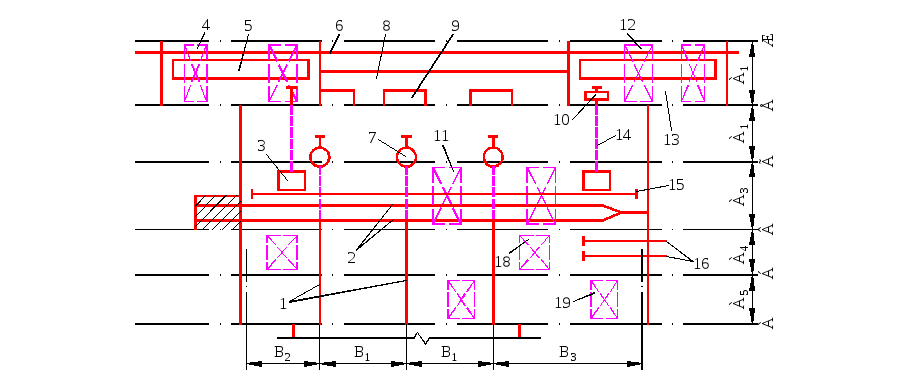
Рисунок 6.4–План главного здания конверторного цеха с конверторами большой вместимости
Для цехов с конверторами садкой 250 т и более (рис. 6.3, 6,4):
–
расстояние между осями конверторов
![]() м;
м;
– длины
холостых пролетов
![]() и
и ![]() м.
м.
Для
этих цехов в случае совмещения
энергетического и конверторного пролетов
их общая длина
![]() м.
м.
При
этом ширина загрузочного пролета
составляет
![]() м.
Для случая раздельного расположения
этих пролетов рис. 6.3 их ширина будет
равна: конверторного
м.
Для случая раздельного расположения
этих пролетов рис. 6.3 их ширина будет
равна: конверторного![]() м,
энергетического
м,
энергетического![]() м.
м.
Ширина
шлакового пролета составляет
![]() м.
м.
Ширину
пролета подготовки ковшей принимают
равной
![]() м.
м.
Для данного типа цехов разливочные пролеты отсутствуют, разливку осуществляют либо в разливочном отделении, находящемся в отдельном здании, либо на машинах непрерывного литья заготовок.