

15.12. Усилие, момент и мощность прокатки
При определении усилия прокатки учитывают только вертикальную составляющую, которая приблизительно равняется:
![]() (15.65)
(15.65)
При практических расчетах значение усилия прокатки находят как произведение среднего контактного давления рс на горизонтальную проекцию площади столкновения металла с валками:
P = pc F (15.66)
При прокатке профилей прямоугольного сечения контактная площадь равняется:
![]() (15.67)
(15.67)
При холодной
прокатке в эту формулу вместо
![]() следует подставлять
следует подставлять
![]()
Более сложным является определение площади контактной поверхности при прокатке в калибрах. Эта задача решается графическим, графоаналитичес-ким или аналитическим способами.
Наиболее распространения получили методы приведенной и соответствующей полосы.
Согласно метода
приведенной полосы
![]() равняется
равняется
![]() ,
(15.68)
,
(15.68)
где
![]() Sо
и S1
– площади
сечения профиля до и после прокатки.
Sо
и S1
– площади
сечения профиля до и после прокатки.
При этом радиус равняется
![]() ,
(15.69)
,
(15.69)
где DH – номинальный диаметр валков.
Расчет по этому методом дает результаты, завышенные на 7-8%.
Профили фасонного и прямоугольного сечений называют соответствующими, если площади и отношения сторон их поперечного сечения равны между собой.
Размеры соответствующих полос определяются по формулам
![]() ;
;
![]() (15.70)
(15.70)
Sс – размеры соответствующего прямоугольного профиля.
Размеры фасонного профиля – h, b, a = b/h, S.
Погрешность при определении F этим методом не превышает 10%.
Для расчета контактной площади при прокатке профилей используют формулы, предложенные Дроздом:
для квадрата прокатываемого из овала:
![]() (15.71)
(15.71)
для овала прокатываемого из квадрата
![]() (15.72)
(15.72)
для ромба или квадрата прокатываемого из ромба
![]() ,
(15.73)
,
(15.73)
где
![]() – обжатие профиля в середине калибра;
– обжатие профиля в середине калибра;
bо и b1 – наибольшая ширина профиля до и после прохода.
r1 – радиус валка в середине калибра.
В.Т. Зюзиным и Х.Н. Кривенцовым на основе метода соответственной полосы для разных систем калибровок предложена формула
![]() (15.74)
(15.74)
где ho и h1 – начальная и конечная высота профиля;
bo и b1 – начальная и конечная ширина профиля
ro – радиус валка по дну калибра
Kk – коэффициент влияния системы калибровки, который равняется для систем:
Квадрат–ромб 0,30–0,32
Овал–реберный овал 0,34
Ромб–ромб 0,38
Овал–круг, круг–овал 0,39–0,42
Квадрат–овал, овал–квадрат 0,40–0,41
Круг–каплевидное сечение 0,45
Для обеспечения процесса прокатки к валкам необходимо приложить момент.
П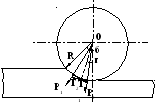 о
длине дуги контакта силы трения в зонах
отставания и опережения
действуют в противоположных направлениях
(рис. 64).
о
длине дуги контакта силы трения в зонах
отставания и опережения
действуют в противоположных направлениях
(рис. 64).
Рис. 64 – Схема действия сил на валок
Равнодействующая нормальных сил не создает момент, потому что проходит через центр валка
![]() (15.75)
(15.75)
Если принять, что величина сил трения по дуге контакта постоянна, то
![]()
![]()
После подстановки в формулу момента можно получить формулу В.Ф. Баюкова:
![]() (15.76)
(15.76)
Момент прокатки можно определить также и с помощью коэффициента плеча момента
Д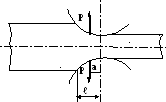 ля
простого процесса прокатки (рис. 65)
ля
простого процесса прокатки (рис. 65)
Рис. 65 – Направление усилий при простом процессе прокатки
![]() (15.77)
(15.77)
где P – равнодействующая давления металла на валки
а – плечо момента
![]() где
где
![]() – коэффициент плеча момента
– коэффициент плеча момента
Если допустить,
что удельное давление распределяется
равномерно по
дуге захвата, то
![]()
Для определения
![]() используют такие формулы.
используют такие формулы.
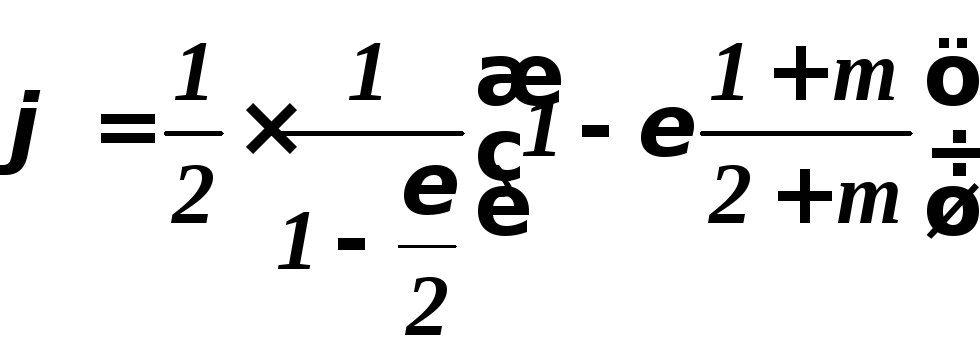
Формула Королева А.В.
![]() (15.78)
(15.78)
![]()
При m < 0,5
 (15.79)
(15.79)
Формула Сафьяна М.М. и Мелешко В.Н.
![]() (15.80)
(15.80)
(при
![]() =
0,5 – 0,7)
=
0,5 – 0,7)
Формула Полторапавло Ю.В. (для условий прокатки толстых листов и плит)
![]() (15.81)
(15.81)
Формула Бояршинова М.И. (для условий ШСГП)
![]() (15.82)/
(15.82)/
Формула Потапкина В.Ф.
![]() (15.83)
(15.83)
(при
![]() < 1)
< 1)
![]() (15.84)
(15.84)
(при 1<
![]() <2,5)
<2,5)
Формула Луговского В.М. (для условий прокатки толстой полосы)
![]() (15.85)
(15.85)
Иногда значение φ дается в виде диапазона изменения для разных условий прокатки.
Для условий горячей прокатки полос:
Сталь φ
низкоуглеродистая 0,34–0,47
высокоуглеродистая 0,34–0,49
быстрорежущая 0,28–0,56
При горячей прокатке на непрерывных станах φ = 0,48 – в первых клетях φ = 0,39 – в последних.
При холодной прокатке в зависимости от условий φ изменяется в диапазоне 0,2 – 0,4. Момент прокатки при холодной прокатке можно определить по формуле
![]()
где Рсп, φсп, ℓdсп – соответственно усилие прокатки, коэффициент плеча и длина дуги контакта с учетом сплющивания
![]() (15.86)
(15.86)
где Х1 В – приращение дуги контакта за линией центров валков.
Эта формула может быть использована для определения φ при прокатке без натяжения, когда
![]()
Для стальных валков
![]() (15.87)
(15.87)
Для чугунных
![]()
![]() (15.88)
(15.88)
Для карбидовольфрамовых
![]() (15.89)
(15.89)
При наличии натяжения момент прокатки можно определить по формуле Целикова А.И.
![]() (15.90)
(15.90)
где
![]() – среднее контактное давление без учета
натяжения;
– среднее контактное давление без учета
натяжения;
λ – коэффициент вытяжки;
δо,δ1 – напряжение заднего и переднего натяжения;
Q1 – площадь сечения на выходе из валков;
Д – диаметр валков:
Sh – опережение.
Если известно контактное напряжение с учетом натяжения рс, тогда величину контактного напряжения без учета натяжения определяют по формуле:
![]() (15.91)
(15.91)
Мощность прокатки можно определить по формуле
![]() (15.92)
(15.92)
где
![]() – угловая скорость валков.
– угловая скорость валков.
Полная мощность, которая затрачивается на осуществление процесса прокатки, состоит из нескольких элементов
NДВ = NПР +NТР +NХ+NДИН (15.93)
где NХ – мощность холостого хода;
NТР – мощность трения;
NДИН – динамическая мощность, возникающая в результате действия инерционных сил при изменении числа оборотов валков.
Составляющие этого уравнения определяют по величине соответствующих моментов, приведенных к валу двигателя
![]() (15.94)
(15.94)