

5.10. Определение среднего контактного давления с учетом сплющивания
При определении среднего контактного давления при холодной прокатке следует учитывать упругое сплющивание валков.
При этом величину контактного напряжения можно определить по формуле А.А. Королева, которая учитывает также и натяжение полосы:
![]() (15.60)
(15.60)
![]() ,
(15.61)
,
(15.61)
где
![]() и
и
![]() – предел текучести до и после прокатки;
– предел текучести до и после прокатки;
![]() –
удельное
переднее и заднее натяжение;
–
удельное
переднее и заднее натяжение;
![]() –
параметр,
учитывающий упругое сплющивание;
–
параметр,
учитывающий упругое сплющивание;
![]() –
длина
сплющенной дуги контакта.
–
длина
сплющенной дуги контакта.
![]() ,
,
где
![]() ;
;
![]() ;
;
![]() ;
;
![]() – упругая
константа материала
валков;
– упругая
константа материала
валков;
VВ и ЕВ – коэффициент Пуассона и модуль упругости первого рода материала валков;
![]() – относительное
обжатие.
– относительное
обжатие.
Усилие прокатки определяется с учетом сплющивания по формуле:
![]() ;
;
При
этом величина
![]() находитсяиз
отношения:
находитсяиз
отношения:
![]() (15.62)
(15.62)
С достаточно высокой точностью контактные напряжения и длину контактной зоны с учетом сплющивания можно определить с помощью номограммы Стоуна (рис. 58).

Рис. 58 – Номограмма М. Стоуна
На
левой вертикальной оси номограммы
приведены
значения первой
номографической величины,
![]() ,где
,где
![]() .
.
На правой вертикальной оси приведены значения второй номографической величины:
![]() ,
,
где
![]() ;
;
![]() ;
;
![]() –
коэффициент
Пуассона и модуль упругости первого
рода материала;
–
коэффициент
Пуассона и модуль упругости первого
рода материала;
![]() (15.63)
(15.63)
После
расчета
1-й и 2-й номографических
величин соединяют прямой соответствующие
точки. Пересечение
прямой
с кривой номограммы дает величину
![]() .
.
Если
пересечение происходит в двух точках,
то выбирают меньшее значение параметра.
После этого определяют величину
![]() :
:
![]() ,
,
![]() (15.64)
(15.64)
15.11. Влияние разных факторов на величину контактного давления
Изменение контактного давления при прокатке является результатом изменения механических свойств металла и, главным образом, продольных подпирающих напряжений σ3. При этом увеличение σ3 приводит к росту контактного давления. Следовательно, все факторы, увеличивающие сопротивление деформации и величину подпирающих напряжений, вызывают повышение контактного напряжения.
Коэффициент трения. Увеличение коэффициента внешнего трения приводит к увеличению сил трения как в зоне опережения, так и в зоне отставания. В связи с тем, что силы трения в этих зонах направлены против течения металла относительно валков, их увеличение вызывает повышение продольного напряжения σ3. Особенно большое влияние оказывает внешнее трение при прокатке тонких полос. По данным И.М. Павлова и Я.С. Талая, увеличение коэффициента трения с 0,05 до 0,15 приводит к повышению контактного давления на 30 – 40 %. При прокатке толстых полос увеличение коэффициента трения также повышает значение σ3 и контактного давления, но в значительно меньшей мере, чем при деформации тонких полос.
Толщина полосы. С уменьшением толщины полосы в большей мере сказывается действие сил трения в очаге деформации, а поэтому с уменьшением толщины полосы контактные напряжения растут. Для толстых полос эта зависимость имеет противоположный характер с увеличением толщины контактное давление растет (рис. 59).
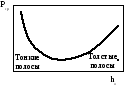
Рис. 59 – Зависимость контактного давления от толщины полосы
Это связано с тем, что при прокатке толстых полос сила трения не оказывает значительного влияния на контактное давление, а основную роль играют внешние зоны, подпирающее действие которых усиливается с увеличением толщины полосы.
Фактор формы.
Смысл
представления зависимости рс
от фактора
формы
![]() заключается
в том, что фактор формы учитывает и
протяжность очага деформации и толщину
полосы. Вид зависимости приведен на
рис. 60.
заключается
в том, что фактор формы учитывает и
протяжность очага деформации и толщину
полосы. Вид зависимости приведен на
рис. 60.
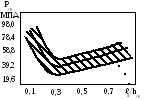
Рис. 60 – Зависимость контактного давления от фактора формы
При
малых значениях
![]() изменение
давления связано с влиянием внешних
зон, при больших
изменение
давления связано с влиянием внешних
зон, при больших
![]() – с действием сил трения. Минимум
давления чаще всего находится в
интервале:
– с действием сил трения. Минимум
давления чаще всего находится в
интервале: ![]()
Угол захвата. Влияние угла захвата на контактное давление достаточно сложное, потому что величина продольных сжимающих напряжений σ3 в общем случае определяется соотношением горизонтальных составляющих сил трения и давления. В зоне опережения горизонтальные составляющие вышеназванных сил действуют в одном направлении и предопределяют наличие сжимающих напряжений. В зоне отставания горизонтальные составляющие сил создают напряжение сжатия, а горизонтальные составляющие нормального давления, направленные против хода прокатки, уменьшают эти напряжения. В первый период увеличения угла захвата до некоторого значения контактное давление растет в результате увеличения сил трения по дуге захвата, а следовательно, и продольных подпирающих напряжений σ3. При небольших углах захвата горизонтальные составляющие нормального давления малые и не оказывают заметного влияния на напряженное состояние. С увеличением угла захвата горизонтальная составляющая равнодействующей нормальных сил увеличивается интенсивнее, чем горизонтальная составляющая сил трения. Такое действие сил в очаге деформации приводит к появлению максимума на кривой удельного усилия, а при последующем увеличении угла захвата – к снижению удельного усилия (рис. 61).
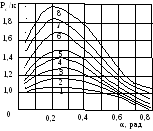
Рис. 61 – Изменение коэффициента напряженного состояния в зависимости от угла захвата 1 – R/h = 1; 2 – R/h = 5; 3 – R/h = 10; 4 – R/h = 15; 5 – R/h = 20;
6 – R/h = 30; 7 – R/h = 40; 8 – R/h = 50 (при fу = 0,4)
Диаметр валков. С увеличением диаметра валков увеличивается протяжность дуги захвата и растут силы трения, которые препятствуют продольному течению металла относительно поверхности валков, что приводит к увеличению напряжения и среднего контактного напряжения. Экспериментально установлено, что с увеличением диаметра валков удельное усилие увеличивается почти прямолинейно (рис. 62).
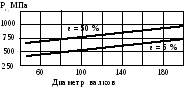
Рис. 62 – Зависимость среднего удельного усилия от диаметра валков при
холодной прокатке
Следовательно, при прокатке на валках с меньшим диаметром нагрузка на элементы прокатного стана снижается.
Температура металла. Влияние температуры на удельное усилие сказывается через сопротивление деформации и коэффициент трения.
Скорость прокатки. Скорость прокатки также влияет на удельное усилие через сопротивление деформации и коэффициент трения. С увеличением скорости прокатки растут скорость и сопротивление деформации и следовательно, удельное усилие.
Влияние скорости на удельное усилие при горячем прокатывании в большей мере оказывается в интервале от 0 до 3 м/с.
Кривые, отображающие зависимость удельного усилия от скорости при холодной прокатке, имеют максимум в интервале 1–1,5 м/с (рис. 63).
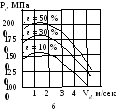

а – при горячей прокатке; б – при холодной прокатке
Рис. 63 – Влияние скорости прокатки на удельное давление