

Тема 11. Способы прокатки Полосовой стали
Полосовую сталь, согласно ГОСТ 103 – 2006 г. «Прокат сортовой горячекатаный полосовой» прокатывают шириной от 10 до 200 мм и толщиной 4 – 80 мм. Наиболее востребованы узкие полосы толщиной до 18 мм. Допускаемые отклонения по толщине полосы обычной точности составляют:+ 0,2 и – 0,5 мм. Допускаемые отклонения по ширине для полос шириной 12 – 50 мм, составляют + 0,5 – 1,0 мм.
В зависимости от назначения и размеров полосовая сталь может быть следующих видов:
Обручное железо h = 1,5 3,5 мм и b = 20 100 мм;
Шинное железо h = 5 12 мм и b = 40 65 мм с закругленными краями;
Рессоры гладкие, желобчатые, Т – образные.
Штрипсы для изготовления сварных труб: b = 30 400 мм и h = 1,7 15 мм;
Лента толщиной 1,5 мм (в рулоне).
Полосовую сталь прокатывают на линейных, крупносортных и среднесортных станах. Прокатку со свободным уширением в ступенчатых валках с кантовкой раската на 90º и применением ребровых калибров (для полосы шириной до 150 мм) или в закрытых прямоугольных калибрах и на гладких валках (для полосы шириной 80 – 200 мм и минимальной толщиной 12 мм). Для получения обработанной кромки и точных размеров по ширине используется дополнительная двухвалковая клеть для ребровых проходов. Обычно в качестве ребрового применяют предчистовой калибр, а в чистовой клети – гладкие валки (рис.11.1). При прокатке качественных сталей для получения более точных размеров применяют два ребровых калибра (рис.11.1, б).
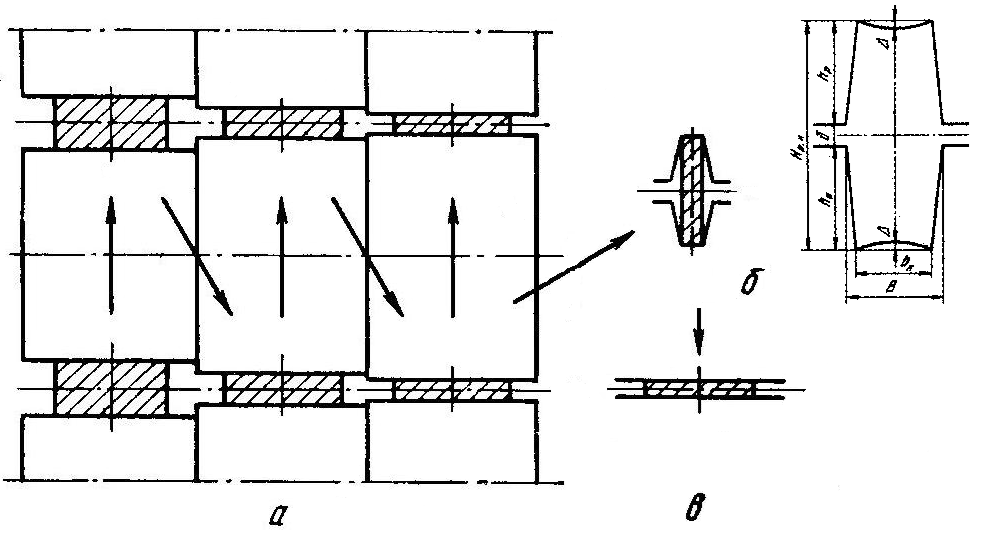
Рис.11.1 –– Прокатка полосовой стали в ступенчатых валках:
а – черновые калибры; б - предчистовой (ребровой); в – чистовой (гладкая бочка).
Прокатку в закрытых калибрах со стесненным уширением производят с большими обжатиями при ограниченном уширении. Этот способ применяют для прокатки сутунки и полос шириной более 80 мм с обработанными кромками в основном на станах старого типа, оборудование которых не позволяет осуществлять ребровые проходы (рис.15.2). Причинами этого могут быть отсутствие клетей с верти

а) б)
Рис.15.2 – Размещение закрытых полосовых калибров в валках
а) валки с калибрами для полосовой стали; б) закрытый калибр.
кальными валками или возможности кантовки раската на 90º, а также значительное снижение прочности валков из-за размещения в них ребровых калибров с глубоким врезом. Чтобы исключить образование по углам полосы заусенцев, полученных из-за переполнения, в закрытой части калибров по углам выполняют специальные скосы (рис.15.2, б). Недостатки этого способа – частые перевалки и необходимость иметь большой парк запасных валков. На рисунке 15.3 приведена калибровка полосовой стали 180 –200 × 8 – 25 мм, а схема прокатки в клетях трио линейного стана 585 приведена в таблице 11.1.
Таблица 11.1 – Схема прокатки полосовой стали 180 – 200 × 8 – 25 мм
во 11 и 111 клетях линейного стана 585 стана


Рис.15.3 – Калибровка полосовой стали 180 – 200 × 8 – 25 мм
во 11 и 111 клетях линейного стана 585 стана
Прокатка в прямоугольных калибрах, врезанных по диагонали (применяется редко) обеспечивает всестороннюю деформацию полосы и хорошую обработку кромок. Однако при таком способе возникают осевые усилия на валки, что требует их очень тщательного крепления. Кроме того, диагональное расположение полосы в калибре относительно горизонтальной плоскости создает условия
для продольного скручивания раската при выходе из валков, в связи с чем приходится устанавливать дополнительную арматуру (рис.15.4).
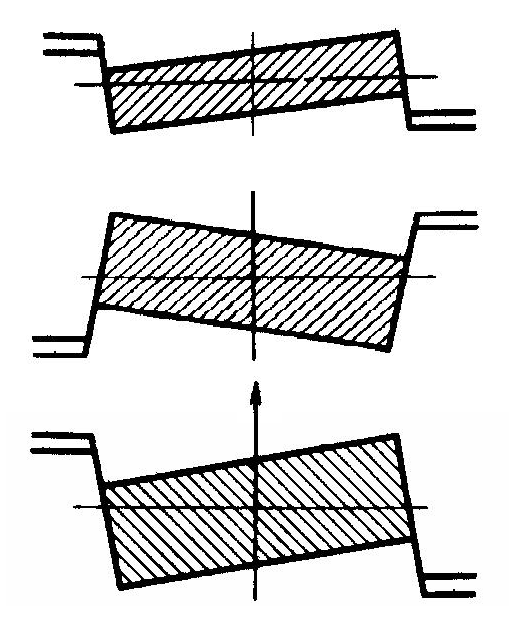
Рис.15.4 – Прокатка полосовой стали в диагональных калибрах
Прокатка на непрерывных станах, оборудованных клетями с вертикальным расположением валков позволяет осуществлять ребровые проходы без кантовок раскатов. При прокатке на этих станах в первых черновых клетях применяют валки с ящичными калибрами, в последних – гладкие(рис. 15.5, а-в), .

Рис.15.5 – Прокатка полосовой стали на непрерывных и последовательных станах
Прокатка на станах с последовательным или непрерывным расположением клетей, в которых в каждой клети производят один проход, и в составе которых, отсутствуют клети с вертикальными валками (рис.15.5, г). В этом случае в начальный период прокатку ведут в клетях с калиброванными, а затем с гладкими валками. Для уточнения размеров ширины полос применяют один – два ребровых прохода в валках горизонтальных клетей, а полосу перед ребровыми проходами кантуют на 900.
Для всех способов прокатки полосовой стали на современных станах характерны несколько ребровых проходов (калибров) после каждых 3 - 4 проходов в валках с гладкой бочкой. Общей закономерностью при прокатке полосовой стали является осуществление последнего ребрового по ходу прокатки прохода в валках предчистовой клети. Для тонких и широких полос, когда нужно иметь хорошо обработанные кромки при больших суммарных обжатиях, производят два ребровых обжатия перед чистовым проходом. Количество ребровых проходов зависит также от величины суммарного обжатия по ширине полосы. При больших значениях обжатия «на ребро» возможно применение трёх и более ребровых калибров.
В некоторых случаях при прокатке широких полос возникает необходимость из заготовки малой ширины, используя которую по условиям естественного уширения получить не возможно получения широкой полосы. В этом случае применяют разгонные калибры специальной формы, которые позволяют получить значительное вынужденное уширение раската (рис.15.6), или прокатывают полосу в изогнутом виде, а в предчистовом и чистовом проходах её разворачивают (рис.15.7).

а б в
Рис.15.6 – Разгонные калибры для создания вынужденного уширенияа
а – небольшого; б – в разрезном балочном калибре; в – большого.