

Норми технологічних деформацій основних матеріалів по ділянках зрізів деталей (н)
|
Призначення та розподіл деформації основних матеріалів на ділянках зрізів |
Величина розподілу деформації основних матеріалів, % | |
|
Синтетичних |
Вовняних | |
|
1 На опуклість лопаток:
2 На ділянці лопаток по середньому зрізу деталі розрізної спинки 3 По зрізу оката рукава 4 По зовнішньому зрізу підборту проти кожної петлі 5 По зовнішньому зрізу підборту проти ділянки перегину лацкана 6 По зовнішньому зрізу підборту на ділянці лацкану |
8,0 1,7
2,0 6,0 2,5
2,0
1,0 |
8,0 2,3
2,3 7,0 3,0
2,5
1,5 |
Порівняння норми технологічних деформацій основних матеріалів з фактичними величинами деформацій виконується за наступним розрахунком
∆L/ L*100 ≤ Н (1)
де ∆L – величина технологічної деформації матеріалу на ділянці зрізу деталі між контрольними позначками, мм;
L – довжина ділянки зрізу деталі між контрольними позначками,мм;
Н – допустима норма технологічної деформації матеріалу, %.
Приклад типового розподілу технологічних деформацій по ділянках зрізів основних деталей піджака чоловічого надано на рис.7.

Рис. 7. Типовий розподіл технологічних деформацій по ділянках зрізів основних деталей піджака чоловічого, де: знак (+) – посадка, знак (-) – розтягування.
Другим етапом розробки контрольних лекал на основні деталі є уточнення розмірів деталей з урахуванням властивостей матеріалів. При розробці лекал–оригіналів необхідно враховувати зміни розмірів деталей, що виникають при усадці тканини. Припуски для урахування усадки тканини передбачають рівномірною по всій довжині та ширині деталей або для певних ділянок деталей. Для цього шаблони деталей розрізають по конструктивних лініях, збільшуючи їх по довжині та ширині способом паралельного розширення. Величина припуску на усадку розраховується відповідно відсоткам усадки тканини (табл. 6).
Таблиця 6
Значення величини деформації параметрів тканини під час волого-теплової обробки для тканин різних груп
|
Група тканин |
Розподіл тканин за величиною усадки |
Величина усадки, % | |
|
По основі |
По утоку | ||
|
Костюмні |
З малою усадкою З середньою усадкою З великою усадкою |
До 0,7
0,7 – 1,4 1,4 – 2,1 |
До 0,7
0,7 – 1,1 1,1 – 1,5 |
|
Пальтові |
З малою усадкою З середньою усадкою З великою усадкою |
До 0,7
0,7 – 1,4 1,4 – 2,1 |
До 0,4
0,4 – 0,8 0,8 – 1,1 |
Розрахунок величини припуску на усадку виконується за формулами:
Пус = У/100*аn , (2)
де – Пус – припуск на усадку, см;
У – величина усадки тканини, %;
аn – розмір довжини лекала або ділянки лекала, см
Розрахунок довжини деталі з урахуванням припуску на усадку
L = y (а1 + а2 + а3) , (3)
де – L – довжина деталі з урахуванням Пус, см;
y – коефіціент усадки;
а1, а2, а3 –довжина ділянки лекала, см
Коефіцієнт усадки розраховується за формулою
y = 1 + У/100 (4)
y – коефіціент усадки;
У – величина усадки тканини, %
При проектуванні виробів прилеглої силуетної форми шаблон деталі поділяється на декілька ділянок і для кожної ділянки розраховується величина припуску на усадку за формулою (2). Припуск вноситься у лекало по лініях розрізу способом паралельного переміщення частин шаблону деталі. Порядок внесення змін у лекала деталей виробів прилеглої силуетної форми показано на рис.8. Для виробів прямого силуету довжина лекала розраховується з урахуванням припуску на усадку за формулою (3) і збільшення розмірів лекала виконується по нижньому зрізу, бічному зрізу або всередині деталі. Послідовність внесення змін у розміри лекала для виробів прилеглої силуетної форми показано на рис. 8.
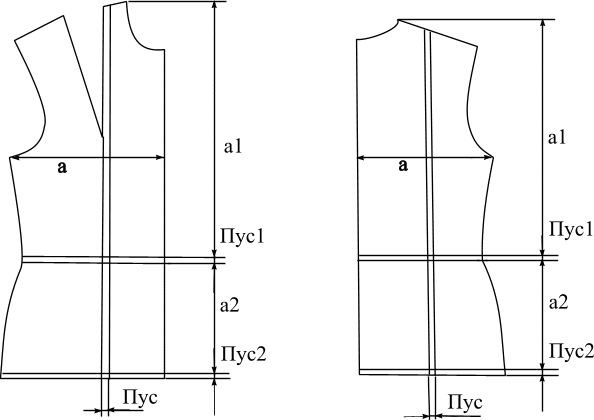
Рис.8. Схема розсуву лекал деталей переду і спинки для виробів прилеглої силуетної форми
Третім етапом побудови лекал-оригіналів на основні деталі є визначення величин технологічних припусків по зрізах деталей.
Величина технічних припусків по зовнішніх контурах деталей залежить від конструкції шва, осипанню тканини, конфігурації зрізу, необхідності підрізки деталей тощо. Конструкція шва та величина припуску на з’єднання деталей визначається відповідно «ДСТУ ISO 4916:2005 Матеріали текстильні. Типи швів. Класифікація і термінологія». В нормативних документах вказуються величини припусків на шви у вигляді рекомендованих значень, наприклад: на з’єднання деталей пілочки, спинки та рукава зі станом величина припуску складає 10,0 – 15,0мм. Необхідно обирати величини припусків на шви єдині для певного технологічного процесу. Величина припуску на шов також залежить від характеру кривизни зрізів деталей. На зрізах з малим радіусом кривизни (горловини, пройми) величина припуску на шов не повинна перевищувати 10,0мм, інакше збільшиться різниця між довжиною зрізу та довжиною шва.
До зовнішніх контурів лекал можуть бути передбачені припуски на підрізку деталей у тих випадках, якщо конфігурація і розміри деталей можуть змінюватися під час виконання волого-теплової обробки або технологічних операцій і при цьому вимагається підвищена точність з’єднання. Але наявність припусків на підрізку по зрізах деталей збільшує витрати тканини та підвищує трудомісткість виготовлення виробу. Для покращення технологічності конструкції надається перевага конструктивним методам отримання необхідної форми основних деталей із застосуванням виточок і швів.
Види технологічних припусків:
Пш –на шов [17];
Пк – на кант (0,1-0,2см);
Птм – на товщину матеріалу (0,2-0,8см);
По – на огинання (0,4-0,5см);
Пос – на осипання (0,2см);
Ппідр – на підрізку деталей (0,2-0,5см);
Ппідг – на підгин зрізів (0,5-5,0см).
Технологічні припуски враховують при зміні розмірів деталей у певній послідовності. Припуски поділяють на внутрішні, що не змінюють розмір деталей у готовому вигляді, та зовнішні, що використовують для з’єднання та уточнення розмірів деталей. Спочатку збільшують розміри шаблонів деталей на величини внутрішніх припусків, визначають лінію готового виду, а потім додають зовнішні припуски і оформлюють край деталі (табл.7).
Таблиця 7