

Графическое проектирование агрегатов
Занятие 7
Допуски и посадки
1.Основные положения
1.1.Термины и определения.
1.2.Условные обозначения.
2. Допуски
2.1.Ряды допусков.
2.2.Числовые значения допусков
3.Основные отклонения
4.Поля допусков
5.Рекомендуемые посадки
Допуски и посадки
Введение
Качественные показатели современных изделий машиностроения (точность, долговечность, надежность и др.) в значительной мере зависят от правильности выбора посадок, т. е. характера сопряжения деталей, и правильности выбора допусков формы и расположения.
•Изделие машиностроения не простая совокупность деталей. В собранном изделии детали находятся во взаимосвязи и взаимозависимости. Отклонения размеров, формы и расположения осей или поверхностей одной какой-либо из деталей вызывают отклонения формы или отклонения в расположении других деталей сборочной единицы. Эти отклонения, суммируясь, оказывают определенное воздействие на качественные характеристики изделия.
•По этой причине при выборе посадок, допусков размеров деталей, а также допусков формы и расположения следует учитывать: назначение детали в сборочной единице, роль отдельных ее поверхностей (цилиндрических, конических, торцовых), влияние отклонений размеров, формы и расположения осей или поверхностей детали на смежные с ней детали, влияние суммы отклонений точностных параметров всех деталей на качественные показатели изделия (точность и плавность вращения, бесшумность, долговечность).
Термины и определения.. ГОСТ 25346-89
Размер–числовое значение линейной величины в выбранных единицах измерения Действительный размер – размер элемента, установленный измерением с допустимой погрешностью.
Предельные размеры – два предельно допустимых размера элемента (наиболь- ший и наименьший),между которыми должен находиться действительный размер
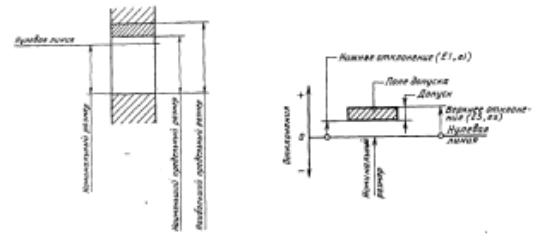
Номинальный размер – размер, относительно которого определяются отклонения. (Нулевая линия)
Отклонения – алгебраическая разность между размером (предельным или действительным) и соответст. номинальным размером. (Верхнее, нижнее)
Допуск Т – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.(без знака)
Поле допусков – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального значения.
Термины и определения. ГОСТ 25346-89
Квалитет(степень точности) – совокупность допусков, рассматриваемых как соответствующих одному уровню точности для всех номинальных размеров.
ГОСТом установлено 20 квалитетов.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие - термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Посадка - характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Термины и определения. ГОСТ 25346-89
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
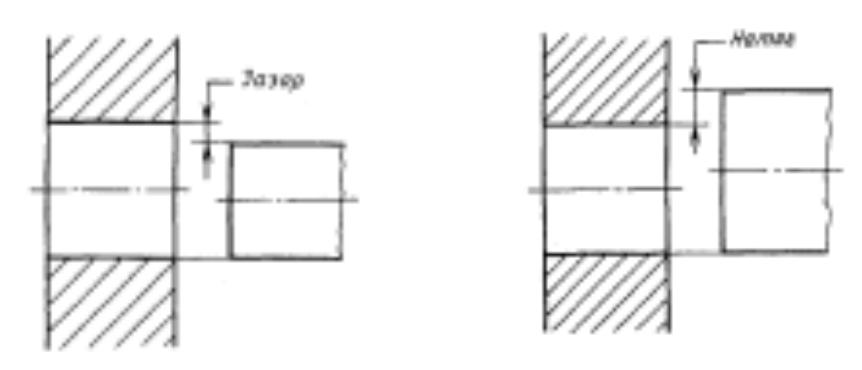
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
Натяг - разность между размерами отверстия и вала до сборки, если размер отверстия меньше размера вала.
Термины и определения. ГОСТ 25346-89
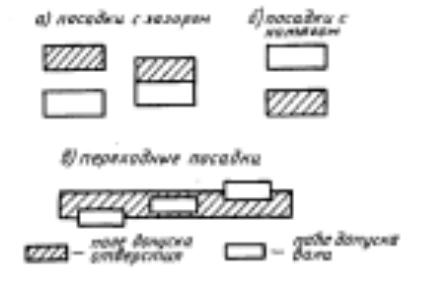
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший размер отверстия больше наибольшего размера вала. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший размер отверстия меньше наименьшего размера вала. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала.
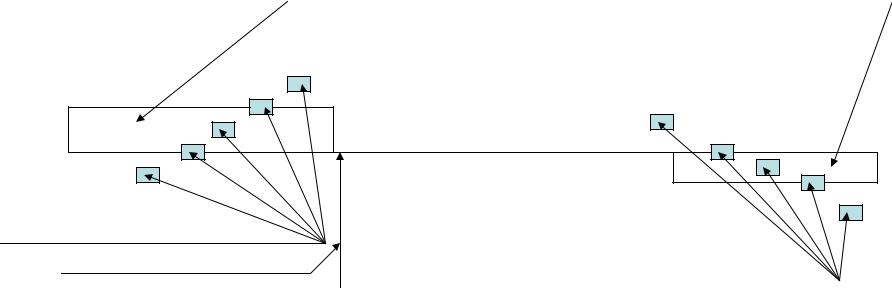
Термины и определения. ГОСТ 25346-89
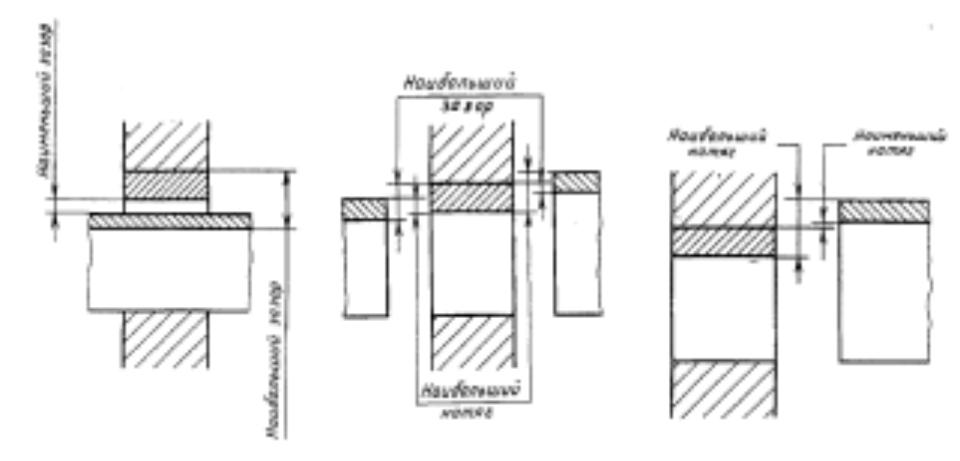
Наибольший зазор |
Наименьший натяг |
Наименьший зазор |
Наибольший натяг |
с зазором |
переходная |
с натягом |
Термины и определения. ГОСТ 25346-89
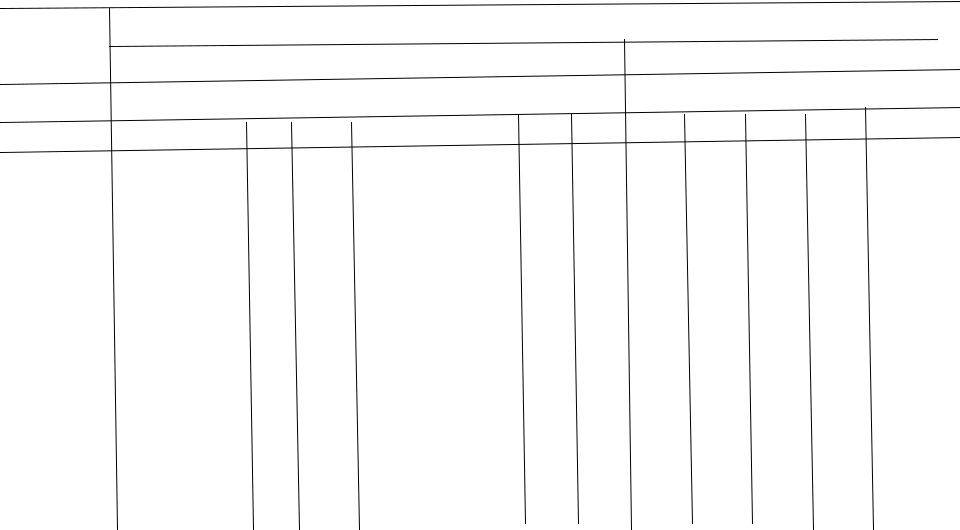
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием разных полей допусков валов с полем допуска основного отверстия.
Посадки в системе валов– посадки, в которых требуемые зазоры и натяги получаются сочетанием разных полей допусков отверстий с полем допуска основного вала.
Поле допуска основного |
Поле допуска основного вала |
отверстия |
|
нулевая линия
Поля допусков валов
Номинальный размер |
|
Поля допусков отверстий |
|

Термины и определения. ГОСТ 25346-89
Условные обозначения Квалитеты обозначаются порядковыми номерами 01, 0, 1,…….17,18.
Допуски по квалитетам обозначаются сочетанием прописных букв IT с номером квалитета, например, IT01, IT7, IT14.
Основные отклонения обозначаются буквами латинского алфавита: прописными для отверстий (A….Z C) и строчными для валов (a….z c). Поле допуска – обозначается сочетанием буквы основного отклонения и порядкового номера квалитета и указывается после номинального размера элемента. Например: 40g6, 40h7, 40H11.
Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала. Например: 40H7/g6,
Схема расположения и обозначения основных отклонений вала
+ |
js k m n p r s t u v x y z za zb zc |
Нулевая линия |
|
|
валы |
|
- a b c cd d e ef f fg g h j |
|
|
|
номинальный размер |
|
Числовые значения допусков. ГОСТ 25346-89
Интер- |
|
|
|
|
|
|
|
|
Квалитет |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
вал мм |
2 |
|
3 |
|
4 |
5 |
6 |
|
7 |
8 |
|
|
9 |
|
10 |
11 |
12 |
|
13 |
|
14 |
|
15 |
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
Св |
до |
|
|
|
|
|
|
|
мкм |
|
|
|
|
|
|
|
|
|
мм |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
3 |
6 |
1,5 |
|
2,5 |
|
4 |
5 |
8 |
12 |
18 |
|
|
30 |
|
48 |
75 |
0,12 |
0,18 |
0,30 |
0,48 |
0,75 |
|||||
|
|
|||||||||||||||||||||||||
6 |
10 |
1,5 |
|
2,5 |
|
4 |
6 |
9 |
15 |
22 |
|
|
36 |
|
58 |
90 |
0,15 |
0,22 |
0,36 |
0,58 |
0,90 |
|||||
10 |
18 |
2 |
|
3 |
|
5 |
8 |
11 |
18 |
27 |
|
|
43 |
|
70 |
110 |
0,18 |
0,27 |
0,43 |
0,70 |
1,10 |
|||||
18 |
30 |
2,5 |
|
4 |
|
6 |
9 |
13 |
21 |
33 |
|
|
52 |
|
84 |
130 |
0,21 |
0,33 |
0,52 |
0,84 |
1,30 |
|||||
30 |
50 |
2,5 |
|
4 |
|
7 |
11 |
16 |
25 |
39 |
|
|
62 |
|
100 |
160 |
0,25 |
0,30 |
0,62 |
1,00 |
1,60 |
|||||
50 |
80 |
3 |
|
5 |
|
8 |
13 |
19 |
30 |
46 |
|
|
74 |
|
120 |
190 |
0,30 |
0,46 |
0,74 |
1,20 |
1,90 |
|||||
80 |
120 |
4 |
|
6 |
|
10 |
15 |
22 |
35 |
54 |
|
|
87 |
|
140 |
220 |
0,35 |
0,54 |
0,87 |
1,40 |
2,20 |
|||||
120 |
180 |
5 |
|
8 |
|
12 |
18 |
25 |
40 |
63 |
|
|
100 |
160 |
250 |
0,40 |
0,63 |
1,00 |
1,60 |
2,50 |
||||||
180 |
250 |
7 |
|
10 |
|
14 |
20 |
29 |
46 |
72 |
|
|
115 |
185 |
290 |
0,46 |
0,72 |
1,15 |
1,85 |
2,90 |
||||||
250 |
315 |
8 |
|
12 |
|
16 |
23 |
32 |
52 |
81 |
|
|
130 |
210 |
320 |
0,52 |
0,81 |
1,30 |
2,10 |
3,20 |
||||||
315 |
400 |
9 |
|
13 |
|
18 |
25 |
36 |
57 |
89 |
|
|
140 |
230 |
360 |
0,57 |
0,89 |
1,40 |
2,30 |
3,60 |
||||||
400 |
500 |
10 |
|
15 |
|
20 |
27 |
40 |
63 |
97 |
|
|
155 |
250 |
400 |
0,63 |
0,97 |
1,55 |
2,50 |
4,00 |
||||||
|
|
|
||||||||||||||||||||||||
|
|
Числовые значения основных отклонений |
|||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
отверстий. мкм |
ГОСТ 25346-89 |
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
Основное отклонение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
Интер- |
a |
|
|
b |
|
c |
|
cd |
|
|
d |
|
|
e |
|
|
ef |
|
|
|
|
f |
|
fg |
g |
|
h |
|
|
|
|
js |
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
вал мм |
|
|
|
|
|
|
Для всех квалитетов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Св |
|
До |
|
|
|
|
|
|
|
|
верхнее отклонение es |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
6 |
10 |
-280 |
|
|
-150 |
|
-80 |
|
-56 |
-40 |
|
|
-25 |
|
|
-18 |
|
-13 |
-8 |
-5 |
|
0 |
|
|
|
|
+-ITn/2 |
|
|
||||||||||||||||||
30 |
40 |
-310 |
|
|
-170 |
|
-120 |
|
- |
-80 |
|
|
-50 |
|
|
- |
|
|
-25 |
- |
-9 |
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Основное отклонение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Интер- |
|
|
|
j |
|
|
|
|
|
k |
|
|
|
|
|
|
|
|
|
m |
|
n |
|
|
p |
|
r |
|
|
|
s |
|
… |
za |
|
|
zb |
zc |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
вал мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для всех квалитетов |
|
|
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
Для квалитетов |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
5 и 6 |
7 |
|
8 от4 до 7 до3, св7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Св |
До |
|
|
|
|
|
|
|
|
нижнее |
|
отклонение |
|
ei |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
6 |
|
10 |
-2 |
|
|
-5 |
|
- |
|
|
+1 |
|
|
|
0 |
|
+6 +10 |
+15 |
+19 |
|
+23 |
… |
+52 |
|
|
|
+67 |
+97 |
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
30 40 |
-5 |
|
|
-10 |
|
- |
|
|
+2 |
|
|
|
0 |
|
+9 +17 +26 +34 +43…. +148 +200 +274 |
||||||||||||||||||||||||||||||||