Сварка заоч / ГОСТ 14771-76 / ГОСТ часть2
.doc
|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
20
|
Способ сварки |
s=s1 |
b |
с |
е |
g |
а, град (пред. откл. +-2) |
|||||
|
Номин. |
Пред. Откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||
|
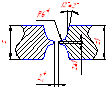
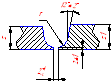
С19 |
|
|
ИНп, ИП
|
3.0-3.5 |
1 |
+-1
|
1
|
+-1
|
6 |
+-2.0
|
1.0 |
+0.5 -1.0 |
30
|
|
3.8-4.0 |
7 |
||||||||||||
|
5.0-5.5 |
9 |
+-0.1 |
|||||||||||
|
6.0 |
10 |
||||||||||||
|
7.0 |
11 |
||||||||||||
|
8.0 |
12 |
||||||||||||
|
9.0 |
14 |
||||||||||||
|
УП |
10.0 |
16 |
|||||||||||
|
3.0-4.0 |
8 |
20 |
|||||||||||
|
4.5-7.0 |
10 |
||||||||||||
|
8-11 |
12 |
||||||||||||
|
12-14 |
2 |
+1 -2 |
2 |
+1 -2 |
16 |
+-3 |
2.0 |
+1.0 -2.0 |
|||||
|
16-18 |
20 |
||||||||||||
|
20-22 |
26 |
+-4.0 |
|||||||||||
|
24-26 |
30 |
||||||||||||
|
28-30 |
34 |
||||||||||||
|
32-36 |
38 |
||||||||||||
|
38-42 |
+-2 |
44 |
|||||||||||
|
45-48 |
48 |
+5 |
|||||||||||
|
50-53 |
52 |
||||||||||||
|
56-60 |
56 |
||||||||||||
|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
21
|
Способ сварки |
s=s1 |
b |
с |
е |
k |
а, град (пред. откл. +-2) |
|||||
|
Номин. |
Пред. Откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||
|
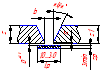
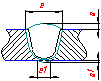
С20 |
|
|
ИНп ИП
|
3.0-3.5 |
1 |
+-1
|
1
|
+-1
|
5 |
+-2.0
|
1.0 |
+0.5 -1.0 |
30
|
|
3.8-4.5 |
6 |
||||||||||||
|
5.0-5.5 |
8 |
+-0.1 |
|||||||||||
|
6.0 |
9 |
||||||||||||
|
7.0 |
10 |
||||||||||||
|
8.0 |
11 |
||||||||||||
|
9.0 |
12 |
||||||||||||
|
10.0 |
14 |
||||||||||||
|
УП |
3.0-4.0 |
8 |
|||||||||||
|
4.5-7.0 |
10 |
20 |
|||||||||||
|
8-11 |
12 |
||||||||||||
|
12-14 |
2 |
+1 -2 |
2 |
+1 -2 |
16 |
+-3 |
2.0 |
+1.0 -2.0 |
|||||
|
16-18 |
20 |
||||||||||||
|
20-22 |
26 |
+-4.0
|
|||||||||||
|
24-26 |
30 |
||||||||||||
|
28-30 |
34 |
||||||||||||
|
32-36 |
38 |
||||||||||||
|
38-42 |
+-2 |
42 |
|||||||||||
|
45-48 |
46 |
||||||||||||
|
50-53 |
50 |
||||||||||||
|
56-60 |
54 |
||||||||||||


|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица 22
|
Способ сварки |
s=s1 |
b |
с |
е |
е1 (пред.откл. +-2) |
g |
g1 |
|
|||||||||||||||||
|
Номин. |
Пред. Откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл |
|
|||||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
|
|||||||||||||||||||||||||
|
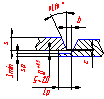
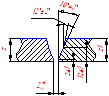
С21 |
|
|
ИНп, ИП
|
3.0-3.5 |
1 |
+-1 |
1 |
+-1 |
6 |
+-1 |
6 |
1.0 |
+0.5 -1.0 |
0.5 |
+0.5 |
|
|||||||||||
|
3.8-4.5 |
7 |
+-2.0 |
|
||||||||||||||||||||||||
|
5.0-5.5 |
2.0 |
+1 -2 |
2 |
+1.0 -2.0 |
8 |
8 |
+-1.0 |
1.0 |
+1.0 |
|
|||||||||||||||||
|
6.0 |
10 |
|
|||||||||||||||||||||||||
|
7.0-8.0 |
12 |
|
|||||||||||||||||||||||||
|
9.0-10.0 |
14 |
|
|||||||||||||||||||||||||
|
УП |
3.0-4.0 |
6 |
|
||||||||||||||||||||||||
|
4.5-7.0 |
8 |
|
|||||||||||||||||||||||||
|
8-11 |
10 |
|
|||||||||||||||||||||||||
|
12-14 |
13 |
+-3.0 |
2.0 |
+1.0 -2.0 |
|
+-1.0 |
|
||||||||||||||||||||
|
16-18 |
16 |
|
|||||||||||||||||||||||||
|
20-22 |
20 |
+-4.0
|
10 |
|
|||||||||||||||||||||||
|
24-26 |
24 |
|
|||||||||||||||||||||||||
|
28-30 |
28 |
|
|||||||||||||||||||||||||
|
32-36 |
32 |
|
|||||||||||||||||||||||||
|
38-42 |
36 |
|
|||||||||||||||||||||||||
|
44-48 |
40 |
|
|||||||||||||||||||||||||
|
50-54 |
44 |
|
|||||||||||||||||||||||||
|
56-60 |
48 |
|
|||||||||||||||||||||||||
|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
23
|
Способ сварки |
s=s1 |
b |
с (пред. откл. +-2) |
е (пред. откл. +-2) |
g |
g1 |
|||||||||||||||||||
|
Номин. |
Пред. Откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||||||||||||||||
|
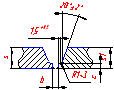
С22 |
|
|
ИНп, ИП |
4 -5.5 |
0 |
+-0.2 |
2 |
7 |
1.0 |
+0.5 -1.0 |
0 |
+1 |
|||||||||||||||
|
6-7 |
+ 0.5 |
3 |
8 |
+-1.0 |
+2 |
||||||||||||||||||||||
|
8-9 |
10 |
||||||||||||||||||||||||||
|
10-12 |
+1 |
3.5 |
12 |
2.0 |
+1 -2 |
||||||||||||||||||||||
|
14-16 |
16 |
||||||||||||||||||||||||||
|
18-20 |
18 |
||||||||||||||||||||||||||



|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
24
|
Способ сварки |
s=s1 |
r (пред. откл.+-1) |
е |
е1 (пред.откл. +-2) |
g |
g1(пред.откл. +-1) |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||
|
С23 |
|
|
ИП, УП |
24 -28 |
8 |
28 |
+-4 |
10 |
2 |
+1 -2 |
2 |
|
30-34 |
30 |
||||||||||
|
36-40 |
32 |
||||||||||
|
42-45 |
34 |
+-5 |
|||||||||
|
48-50 |
36 |
||||||||||
|
53-56 |
38 |
12 |
|||||||||
|
60-63 |
40 |
+-6 |
|||||||||
|
65-70 |
43 |
||||||||||
|
75-80 |
48 |
+-7 |
3 |
+1 -3 |
3 |
||||||
|
85-90 |
52 |
||||||||||
|
95-100 |
58 |
+-8 |
|||||||||
|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица 25
|
Способ сварки |
s=s1 |
е |
е1 (пред.откл. +-2) |
g |
g1 (пред.откл. +-1) |
|||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
|||||||||
|
С24 |
|
|
ИП, УП |
24 -28 |
22 |
+-5 |
10 |
2 |
+1 -2 |
2 |
|
30-34 |
25 |
|||||||||
|
36-40 |
28 |
+-6 |
||||||||
|
42-45 |
30 |
|||||||||
|
48-50 |
33 |
|||||||||
|
53-56 |
35 |
12 |
||||||||
|
60-63 |
38 |
|||||||||
|
65-70 |
40 |
+-7 |
||||||||
|
75-80 |
43 |
3 |
+1 -3 |
3 |
||||||
|
85-90 |
48 |
+-8 |
||||||||
|
95-100 |
53 |
|||||||||

|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
26
|
Способ сварки |
s=s1 |
b |
с |
е |
g |
а, град (пред. откл. +-2) |
|||||||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||||||||
|
С25 |
|
|
ИНп
|
6-9 |
1
|
+-1 |
1
|
+-1
|
7 |
+-2 |
1.0 |
+-0.1 |
30
|
||||||
|
10-12 |
9 |
||||||||||||||||||
|
14-16 |
12 |
||||||||||||||||||
|
18-20 |
15 |
||||||||||||||||||
|
УП ИП |
6-9 |
6 |
20 |
||||||||||||||||
|
10-12 |
8 |
||||||||||||||||||
|
14-16 |
10 |
||||||||||||||||||
|
18-20 |
12 |
||||||||||||||||||
|
22-28 |
2 |
+1 -2 |
2 |
+1 -2 |
15 |
2.0 |
+1.0 -2.0 |
||||||||||||
|
30-36 |
18 |
+-3 |
|||||||||||||||||
|
38-45 |
20 |
||||||||||||||||||
|
48-53 |
24 |
+-4 |
|||||||||||||||||
|
56-60 |
28 |
||||||||||||||||||
|
63-70 |
32 |
||||||||||||||||||
|
75-80 |
36 |
||||||||||||||||||
|
85-90 |
40 |
+-5 |
|||||||||||||||||
|
95-100 |
44 |
||||||||||||||||||
|
105-110 |
48 |
+-6 |
|||||||||||||||||
|
120 |
52 |
||||||||||||||||||
|
Условное обозначение сварного соединения |
К
Размеры,
мм
Таблица
27
|
Способ сварки |
s=s1 |
е |
g1 (пред.откл. +1 -2) |
||||||||||||||
|
Номин. |
Пред. откл. |
||||||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
||||||||||||||||||
|
С26 |
|
|
ИП, УП |
26-30 |
20 |
+-3 |
2 |
||||||||||||
|
32-36 |
22 |
||||||||||||||||||
|
38-42 |
23 |
+-4 |
|||||||||||||||||
|
45-48 |
24 |
||||||||||||||||||
|
50-53 |
25 |
||||||||||||||||||
|
56-60 |
26 |
||||||||||||||||||
|
63-70 |
30 |
+-5 |
3 |
||||||||||||||||
|
75-80 |
32 |
||||||||||||||||||
|
85-90 |
34 |
+-6 |
|||||||||||||||||
|
95-100 |
36 |
||||||||||||||||||
|
105-110 |
38 |
+-7 |
|||||||||||||||||
|
120 |
40 |
||||||||||||||||||