

Сварка заоч / ГОСТ 5264-80
.doc
РУЧНАЯ ДУГОВАЯ СВАРКА.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 5264-80
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РУЧНАЯ ДУГОВАЯ СВАРКА ГОСТ.
СОЕДИНЕНИЯ СВАРНЫЕ 5264--80
Основные типы, конструктивные элементы и размеры
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространялся на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-54.
РУЧНАЯ ДУГОВАЯ СВАРКА ГОСТ
СОЕДИНЕНИЯ СВАРНЫЕ 5264—80
Основные типы , конструктивные элементы и размеры
В. МЕТАЛЛЫ И МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ
Группа В05
Изменение №1. ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. Введено в действие Постановлением Государственного комитета СССР по стандартам от 03.01.89 №4
Дата введения 01.03.89
Пункт 6 изложить в новой редакции: «6 В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва.»
Пункт 8 дополнить абзацем: «Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.»
Пункт 9 изложить в новой редакции:»9. Размер и предельные отклонения катета углового шва К. К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1. 2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.»
Пункт 10 исключить.
Пункт 13 изложить в новой редакции: «13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета К (черт. 5).
ГОСТ 5264-80 Стр. 2
-
У
 словное
обозначение соединения
словное
обозначение соединенияС1
С2
С3
С4
С5
Толщина сварива-емых деталей, мм
1-4
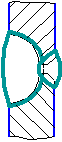
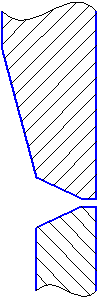
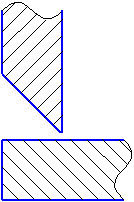
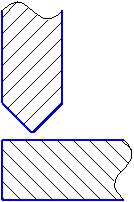
Форма поперечного сечения
Сварного шва





Подготовленных кромок





Характер сварного шва
Односторонний
Односторонний на съёмной подкладке
Односторонний на остающейся подкладке
Форма подготов-ленных кромок
С отбортов-кой кромок
С отбортов-кой одной кромки
Без скоса кромок
Тип соеди-нения
Стыко-вое
Стр. 3  ГОСТ
5264-80
ГОСТ
5264-80
-
Условное обозначение соединения
С6
С7
С8
С9
Толщина сваривае-мых деталей, мм
1-4
2-5
3-60
Форма поперечного сечения
Сварного шва



Подготовленных кромок



Характер сварного шва
Односто-ронний замковый
Двусто-ронний
Односто-ронний
Односто-ронний на съёмной подкладке
Форма подго-товлен-ных кромок
Без скоса кромок
Со скосом одной кромки
Тип соединения
Стыковое
Г ОСТ
5264-80 Стр. 4
ОСТ
5264-80 Стр. 4
-
Условное обозначение соединения
С10
С11
С12
С13
С14
Толщина сваривае-мых деталей, мм
3-60
15-100
Форма поперечного сечения
Сварного шва




Подготовленных кромок





Характер сварного шва
Односторонний на остаю-щейся подкладке
Односторонний замковый
Двусторонний
Форма подготов-ленных кромок
Со скосом одной кромки
С криволиней-ным скосом одной кромки
С ломаным скосом одной кромки
Тип соединения
Стыковое
Стр. 5  ГОСТ
5264-80
ГОСТ
5264-80
-
Условное обозначение соединения
С15
С16
С17
С18
Толщина сваривае-мых деталей, мм
8-100
30-120
3-60
Форма поперечного сечения
Сварного шва



Подготовленных кромок


Характер сварного шва
Двусто-ронний
Односто-ронний
Односто-ронний на съёмной подкладке
Форма подготовлен-ных кромок
С двумя симметричны-ми скосами одной кромки
С двумя симметричны-ми криволи-нейными ско-сами одной кромки
Со скосом кромок
Тип соеди-нения
Стыко-вое
Г ОСТ
5264-80 Стр. 6
ОСТ
5264-80 Стр. 6
-
Условное обозначение соединения
С19
С20
С 21
С23
Толщина сваривае-мых деталей, мм
6-100
3-60
15-100
Форма поперечного сечения
Сварного шва



Подготовленных кромок




Характер сварного шва
Односторон-ний на остаю-щейся подкладке
Односторон-ний замковый
Двусторон-ний
Форма подготовленных кромок
Со скосом кромок
С криволиней-ным скосом кромок
Тип соеди-нения
Стыко-вое
Стр. 7  ГОСТ
5264-80
ГОСТ
5264-80
-
Условное обозначение соединения
С24
С25
С26
С27
Толщина сваривае-мых деталей, мм
15-100
8-120
30-175
30-175
Форма поперечного сечения
Сварного шва

Подготовленных кромок


Характер сварного шва
Двусто-ронний
Форма подготовленных кромок
С криволинейным скосом кромок
С ломанным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
Тип соеди-нения
Стыко-вое
Г ОСТ
5264-80 Стр. 8
ОСТ
5264-80 Стр. 8
-
Условное обозначение соединения
С28
С39
С40
С42
Толщина свариваемых деталей, мм
1-12
12-120
6-12
Форма поперечного сечения
Сварного шва



Подготовленных кромок



Характер сварного шва
Односто-ронний
Двусто-ронний
Форма подготовленных кромок
С отбортовкой кромок
С двумя несимметричными скосами кромок
Без скоса кромок с последующей строжкой
Тип соеди-нения
Стыко-вое
Стр. 9 ГОСТ 5264-80
-
Условное обозначение соединения
С43
С45
У1
Толщина сваривае-мых деталей, мм
12-100
8-40
1-4
Форма поперечного сечения
Сварного шва


Подготовленных кромок

Характер сварного шва
Двусторон-ний
Односторон-ний
Форма подготовленных кромок
С двумя несимметричн-ыми скосами одной кромки
Со скосом кромок с последующей строжкой
С отбортовкой одной кромки
Тип соеди-нения
Стыко-вое
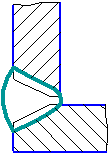
Угловое
ГОСТ 5264-80 Стр. 10
-
Условное обозначение соединения
У2
У4
Толщина сваривае-мых деталей, мм
1-12
1-6
1-30
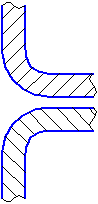
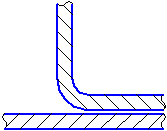
Форма поперечного сечения
Сварного шва
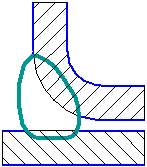


Подготовленных кромок


Характер сварного шва
Односто-ронний
Форма подготовленных кромок
С отбортовкой одной кромок
Без скоса кромок
Тип соеди-нения
Угловое
Стр. 11 ГОСТ 5264-80
ГОСТ 5264-80
-
Условное обозначение соединения
У5
У6
У7
Толщина свариваемых деталей, мм
2-8
2-30
3-60
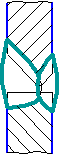
Форма поперечного сечения
Сварного шва

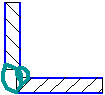


Подготовленных кромок


Характер сварного шва
Двусторонний
Односторонний
Двусторонний
Форма подготовленных кромок
Без скоса кромок
Со скосом одной кромки
Тип соеди-нения
Угловое
ГОСТ 5264-80 Стр. 12
-
Условное обозначение соединения
У8
У9
У10
Толщина свариваемых деталей, мм
8-100
3-60
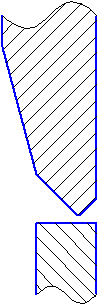
Форма поперечного сечения
Сварного шва


Подготовленных кромок

Характер сварного шва
Двусторонний
Односторонний
Двусторонний
Форма подготовленных кромок
С двумя симметрич-ными скосами одной кромки
Со скосом кромок
Тип соеди-нения
Угловое