

Принципы менеджмента качества в соответствии со стандартом исо 9000
Принцип 1 – ориентация на потребителя.
Организации зависят от своих потребителей и поэтому должны понимать настоящие и будущие потребности потребителя, выполнять требования потребителя и стремиться превзойти ожидания потребителя.
Принцип 2 – лидерство руководителя.
Лидеры устанавливают единство целей и руководства в организации. Они создают и поддерживают среду, в которой работники могут быть полностью вовлечены в достижение целей организации.
Принцип 3 – вовлечение работников.
Персонал на всех уровнях составляет основу организации, и его полное вовлечение позволяет использовать его способности на благо организации.
Принцип 4 – процессный подход.
Желаемый результат достигается более эффективно, когда соответствующими ресурсами и видами деятельности управляют как процессами.
Принцип 5 – системный подход к менеджменту.
Определение, понимание и управление системой взаимосвязанных процессов улучшает результативность и эффективность организации.
учетом планирования качества каждой составной части системы.
Принцип 6 – постоянное улучшение.
Неизменной целью организации должно стать постоянное улучшение
Принцип 7 – принятие решений, основанных на фактах.
Эффективные решения основываются на анализе данных и информации.
Принцип 8 – взаимовыгодные отношения с поставщиками.
Организация и поставщики взаимозависимы, и их взаимовыгодные отношения увеличивают их способность создавать ценности.
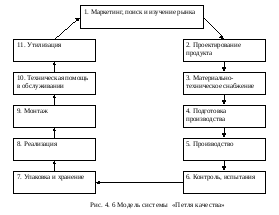
На рисунке приведена «петля качества» продукции (ИСО 9004-1). Наличие в «петле качества» заключительного этапа утилизации отражает возрастающее значение защиты окружающей среды от продуктов жизнедеятельности человека.
Система TQM. Цели, принципы и функции системы
Принятая аббревиатура термина – TQM (Total Quality Management).
Всеобщее управление качеством – это подход к управлению организацией, нацеленный на качество, который основывается на участии всех ее членов (персонала во всех подразделениях и на всех уровнях организационной структуры) и направлен на достижение как долгосрочного успеха путем удовлетворения требований потребителя, так и выгоды для членов организации и общества.
TQM преследует следующие цели:
ориентация организации на удовлетворение текущих и потенциальных запросов потребителей;
возведение качества в ранг цели предпринимательства;
оптимальное использование всех ресурсов организации.
Основные принципы TQM:
Важнейшим из принципов TQM является активное, сознательное, творческое участие всего персонала организации в улучшении качества.
«Если управление не готово дать служащим самим контролировать свою деятельность, свободу принимать важные решения и нести за них ответственность – навсегда, положите эту идею (TQM) обратно на полку. Участие служащих – это дело долговременное, предполагающее новый подход к работе, фундаментальное преобразование корпоративной культуры. Обученные, наделенные полномочиями, получившие признание за свои достижения служащие смотрят на свою работу и на свои компании под другим углом. Они больше не тянут время, не делают, что им скажут, и не считают минуты до наступления выходных. Они «владеют» компанией, в том смысле, что чувствуют личную ответственность за ее работу»
Принцип целенаправленности определяет необходимость иметь четкую цель в области качества.
Принцип системности определяет системный подход к обеспечению качества.
Принцип комплексности в управлении качеством имеет особое значение, поскольку сегодня решить проблему обеспечения качества можно лишь, уделяя внимание всем аспектам, от которых оно зависит.
Принцип непрерывности управления качеством на предприятии означает постоянный и непрекращающийся процесс в виде спирали. Только принцип непрерывного совершенствования позволяет фирме отстаивать на рынках сбыта свои позиции в борьбе с конкурентами.
Концепция Шесть сигм.
Концепция Шесть сигм
Шесть сигм — статистическая концепция, на основе которой процесс измеряется в параметрах брака: при высшем уровне в шесть сигм число дефектов составляет 3,4 на миллион возможных. Основная идея управления на основе метода «Шесть сигм» заключается в том, что если возможно измерять число дефектов в процессе, то возможно и определять способы, позволяющие их устранить, а значит, выйти на уровень качества с практически нулевым браком. Если изложить сущность метода «Шесть сигм» предельно кратко, то его можно трактовать следующим образом.
Шесть сигм это:
статистическая основа для измерений: 3,4 дефекта на миллион возможных;
философия и цель: быть настолько совершенным, насколько это практически возможно;
методология;
символ качества.
Статистические методы имеют ряд преимуществ перед другими методами:
Являются профилактическими.
Позволяют во многих случаях обоснованно перейти к выборочному контролю и тем самым снизить трудоемкость контрольных операций.
Создают условия для наглядного изображения динамики изменения качества продукции и настроенности процесса производства, что позволяет своевременно принимать меры к предупреждению брака не только контролерам, но и работникам цеха – рабочим, бригадирам, технологам, наладчикам, мастерам.
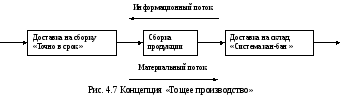
Роль системы управления качеством в «Тощем производстве».
При синхронных с производством поставках все 100% деталей, поступающих на конвейер, должны быть высокого качества. Входной контроль качества затрудняет потоки, не возможны возврат и замена дефектных деталей и материалов. Поэтому функция контроля качества передается поставщику, но стандарты определяются потребителем. Часто применяется «аудит качество»: специалисты по качеству фирмы-заказчика время от времени осуществляют контроль качества у поставщика.
Некоторые фирмы – конечные производители привлекают своих поставщиков к процессу планирования выпуска новой продукции – своеобразная превентивная мера по обеспечению качества.
По ходу производства детали последовательно подвергаются автоматизированному, осуществляемому с помощью компьютеров контролю.
Производственные рабочие сами контролируют результаты своего труда и передают дальше лишь качественные изделия («обеспечение качества через самоконтроль»). Это позволяет отказаться от специального контроля качества на выходе продукции («экономия персонала и времени»). Брак может быть сразу выявлен и по возможности исправлен. Проблема решается также путем создания «кружков качества».
Под постоянным контролем находятся износ оборудования, отклонения в качестве производственных материалов, организация рабочего места и т.д.
(«обеспечение качества через контроль процессов»).
Подход «Шесть сигм в повышении качества продукции.
Для нормального распределения, представленного на рисунке связь между заданным диапазоном отклонения, параметром и частотой попадания или непопадания в заданный диапазон приведена в таблице.
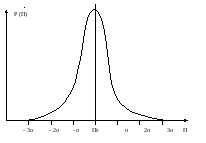
Нормальное распределение параметра П
Таблица
|
Заданный диапазон |
Частота попадания параметра П в диапазон, % |
Частота попадания параметра П за пределы диапазона, % |
|
µ ± σ µ ± 2σ µ ± 3σ µ ± 4σ |
68,26 95,44 99,73 99,994 |
31,74 4,56 0,27 0,0006 |
В ней величина µ = П0 является среднеорифметическим значением параметра процесса, а σ – среднее квадратичное отклонение
Отклонение есть мера "вариации" или непостоянства в группе или процессе. Например, если сегодня купленный вами гамбургер был горячим и вкусным, а завтра окажется едва теплым — это вариация. Когда вы покупаете три рубашки одного размера, но одна из них оказывается меньше, речь тоже идет о вариации. Таких примеров можно привести бесконечно много, так как в мире нет ничего неизменного; вариации — это неотъемлемая часть нашей с вами жизни.
Пример. Предположим, что вы возглавляете бизнес по доставке пиццы в соседние офисы. Вы делаете очень хорошую пиццу и у вас много потребителей. Согласно контракту с вашими потребителями, свежая и горячая пицца будет доставляться между 11.45 и 12.15. Это позволяет клиентам вовремя получать свои заказы для ланча (таково их «требование»). Вы также договорились, что если пицца привозится до 11.45 или после 12.15 («дефект»), то вы делаете 50%-ную скидку на следующий заказ. Поскольку вы и остальной персонал фирмы получаете за своевременную доставку пиццы премию, вы все очень заинтересованы доставлять ее в течение данного получасового «окна» (как того хотят клиенты).
Вот какую роль в качестве показателя этого простого процесса может играть величина «сигма». Если вы доставляете вовремя только примерно 68% вашей пиццы, ваш процесс находится лишь па уровне двух сигм. Если вы доставляете вовремя 93%, что уже неплохо, вы работаете только на уровне качества трех сигм. Если вы доставляете в срок 99,4% всей пиццы, вы работаете на уровне четырех сигм.
Чтобы работать на уровне шести сигм, вы должны доставлять пиццу вовремя в 99,9997% случаях. Это практически идеально. Фактически, из каждого миллиона изготовленных пицц, только три или четыре доходят до потребителя с опозданием.
General Electric сообщила, что в 1999 году oнa получила дополнительный доход за счет применения концепции «шесть сигм», превышающий два миллиарда долларов!
Параметр «сигма» был разработан, чтобы помочь:
1. Сфокусировать показатели деятельности на потребителях, которые платят деньги. Многие обычно используемые компаниями показатели, например рабочее время, затраты, объем продаж, не имеют отношения к тому, чем действительно озабочен покупатель.
2. Создать единый метод для измерения и сравнения различных процессов. Используя шкалу сигм, мы можем оценивать и сравнивать производительность совершенно разных процессов — скажем, выпечки и доставки пиццы.
Чтобы научиться подсчитывать уровень сигм или понимать его значение, нужно в первую очередь разобраться, чего ожидают ваши потребители. На языке шести сигм требования и ожидания потребителя называются (и считаются) критичными для качества.
Шесть сигм — ЭТО:
1. Статистический показатель качества процесса или продукта. 2. Цель в области совершенствования деятельности, которая стремится к совершенству. 3. Система менеджмента, направленная на достижение устойчивого лидерства в бизнесе и на производство товаров мирового уровня качества.
Но настоящая суть концепции «шесть сигм» находится за пределами статистики Шесть сигм — это полное согласие менеджмента, это философия совершенства, акцепт на потребителя и на совершенствование процессов, готовность принимать решения на основе данных (а не интуиции). Концепция «шесть сигм» направлена па совершенствование каждой области деятельности с целью как можно лучшего удовлетворения меняющихся нужд потребителей, рынка и технологий с выгодой для сотрудников, клиентов и акционеров.
Формулы:
Среднее арифметическое:
![]()
Дисперсия:
![]()
Среднее квадратическое отклонение:
![]()
Коэффициент вариациихарактеризует относительную меру отклонения измеренных значений отсреднеарифметического:
![]()
Чем больше значение коэффициента вариации, тем относительно больший разброс и меньшая выравненность исследуемых значений. Если коэффициент вариации меньше 10%, то изменчивость вариационного ряда принято считать незначительной, от 10% до 20% относится к средней, больше 20% и меньше 33% к значительной
Статистическое регулирование качества процесса
Статистический приемочный контроль изделий используется как выборочный метод при приемке больших партий продукции, сырья, материалов, полуфабрикатов.
Статистические методы имеют ряд преимуществ перед другими методами:
Являются профилактическими.
Снижают трудоемкость контрольных операций.
Позволяет своевременно принимать меры к предупреждению брака.
Статистическое регулирование качества результата процесса обеспечивается путем воздействия непосредственно на процесс.
Заданные требования могут быть отражены в технической документации на процесс. Требования к диапазону допустимых значений результирующего параметра процесса назовем требованием к процессу и обозначим данный диапазон буквой Т.
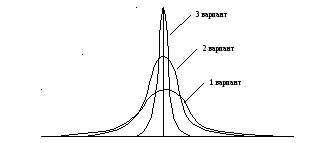
На рисунке представлена базовая концепция. Введем характеристику, определяющую возможности процесса и его статического регулирования. Назовем ее индексом возможностей процесса, который определяется по формуле:
Т
Iв = ----,
В
где Iв - индекс возможности процесса;
Т – требования к процессу;
В – возможности процесса.
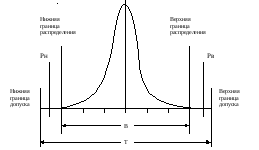
Базовая концепция. Процесс возможен.
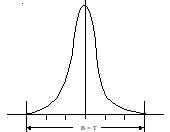
Как следует из рисунка, Iв > 1 процесс возможен. Далее представлены ситуации, когда процесс на грани возможного (при Iв = 1) и когда процесс невозможен ( при Iв < 1).
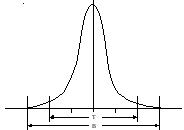
Процесс невозможен
Процесс на грани возможного.
Очевидно, чем больше величина индекса возможности процесса, тем выше уровень его качества и более эффективно статистическое регулирование такого процесса.
Контрольные карты У. Шухарта
В процессе статистического регулирования технологического процесса периодически проверяют небольшое количество изготовляемой продукции на конкретной операции, рассчитывают статистический параметр качества и сопоставляют его с номинальным значением, что дает возможность своевременно сигнализировать об отклонении и тем самым предупреждать возникновение дефектов и брака, обеспечивая заданный уровень качества продукции. Для реализации процесса статистического регулирования по одному показателю качества используют контрольные карты Шухарта. В верхней части карты отмечаются точками значения средних арифметических показателей качества х. Здесь нанесены четыре границы: две внешние, ограничивающие поле допуска – Тв (верхний технический допуск) и Тн (нижний технический допуск), за пределами которых находится зона брака, и две внутренние – Рв (верхний предупредительный допуск) и Рн (нижний предупредительный допуск), между которыми находится номинальный размер контролируемого параметра Рном.
Предупредительные границы Рв и Рн устанавливаются таким образом, чтобы выход тех или иных значений за предел этих границ под влиянием погрешностей, нарушающих нормальный ход процесса, еще не означал появления брака, а лишь сигнализировал о возможности его возникновения, если эти погрешности не будут немедленно устранены.
Технологический процесс протекает удовлетворительно, если средние арифметические значения х выборок не выходят за границы регулирования Рв и Рн, а размахи R не выходят за свою границу Тв.R. В этом случае вся партия, произведенная между текущей выборкой и предыдущей выборкой, считается годной и убирается с рабочего места. Если же в выборке обнаружен брак или статистический анализ показывает на возможность его появления при данном состоянии технологического процесса, вся накопившаяся у станка за последний период времени продукция подлежит разбраковке, а станок останавливается для переналадки.