

16.3. Организация электроремонта силового электрооборудования
Организация эксплуатации и ремонта силового электрооборудования основывается на выполнении "Правил эксплуатации электроустановок потребителей" и "Правил техники безопасности при эксплуатации электроустановок". Осуществление работ, предусмотренных системой ППР, производится силами электротехнического персонала цехов, централизованных служб электроремонта предприятия или с привлечением внезаводских централизованных служб (сторонних организаций).
Электроремонтный цех выполняет основной объем работы. Структура цеха определяется в соответствии с принятой схемой технологического процесса поточного пооперационного ремонта электродвигателей. Проектом должны быть предусмотрены:
капитальный ремонт электрических машин (при необходимости - модернизация) всех исполнений, любого рода тока, напряжения, часто-
386
ты вращения (ремонтируемые машины в цехе с большим объемом ремонта определяются количеством крупных машин по заводу, грузоподъемностью крана и параметрами основного технологического оборудования, в частности габаритами сушильных печей и др. Двигатели большой мощности, главные приводы прокатных цехов, приводы кислородных блоков и др. рекомендуется ремонтировать на месте установки);
средний ремонт электрических машин;
ремонт сварочных и котельных трансформаторов;
ремонт щитов с электроаппаратурой, силовых распределительных шкафов (сборок), магнитных станций, распределительных ящиков и т. п. и изготовление их при производстве капитальных ремонтов технологического, оборудования и модернизации электрооборудования;
ремонт и изготовление пускорегулирующей аппаратуры;
изготовление электромонтажных узлов и заготовок (деталей ошиновки, труб и трубных блоков для прокладки внутрицеховых сетей, крепежных металлоконструкций и т. п.);
электромонтажные работы по реконструкции действующих и капитально ремонтируемых объектов;
изготовление запасных частей для всех видов электрооборудования, не обеспеченных запасными частями централизованной поставки;
восстановление и изготовление обмоточных проводов;
ремонт грузоподъемных и тормозных электромагнитов;
ремонт и изготовление части технологической оснастки, необходимой для собственных нужд производства;
технический уход за технологическим оборудованием цеха и его ремонт.
Проектирование электроремонтного цеха осуществляют, основываясь на схеме технологического процесса, которая отражается в разбиении на виды работ по всем группам оборудования аналогично приведенным в табл. 16.1 и 16.2. В основу положен поточно-пооперационный метод ремонта.
Применительно к электроремонтному цеху любого завода (и системе электроремонта вообще) применим аппарат теории массового обслуживания (теории очередей), который определяет соотношение между поступающим потоком единиц оборудования на ремонт (потоком требований) и количеством станков, рабочих мест (приборов), на которых осуществляется ремонт.
В общем случае электроремонтный цех есть система массового обслуживания, которую следует рассматривать как многофазную многоканальную систему смешанного типа из разнотипных приборов, начинающих обслуживание в порядке освобождения, и в которую поступает неограниченный поток требований, обслуживаемых в порядке очередности поступления с приоритетом части требований. Для определения показателей эффективности обслуживания более простыми метода
387
ми может применяться система с ожиданием с неограниченным потоком требований и система с ограничениями на длину очереди требований. Теоретическая схема потоков для одного из отделений приведена на рис. 16.1.
В составе электроремонтного цеха предусматриваются следующие отделения и участки (табл. 16.3): склад поступающей и готовой продукции - ориентировочно 7,3% общей площади цеха; разборочный участок - 6,2%; слесарно-механическое отделение — 7,8%; кузнечно-сварочный участок -- 3,7%; отделение восстановления обмоточного провода — 1%; отделение ремонта коллекторов, щеточных устройств и пусковой аппаратуры — 1,7%; аппаратный участок — 2,6%; отделение ремонта грузоподъемных электромагнитов — 3,8%; отделение ремонта крупных электромашин - по необходимости; отделение изготовления штампованных деталей из пластмасс и порошков — по потребности; отделение изготовления оснастки — может быть совместно с механиками; столярная мастерская - 1%; изоляционно-обмоточное отделение - 5,7%; участок изготовления катушек электрической аппаратуры — 0,5%; участок изготовления катушек тормозных и грузоподъемных электромагнитов, сварочных и низковольтных трансформаторов — 3,4%; пропиточно-сушильное отделение с участком покраски –
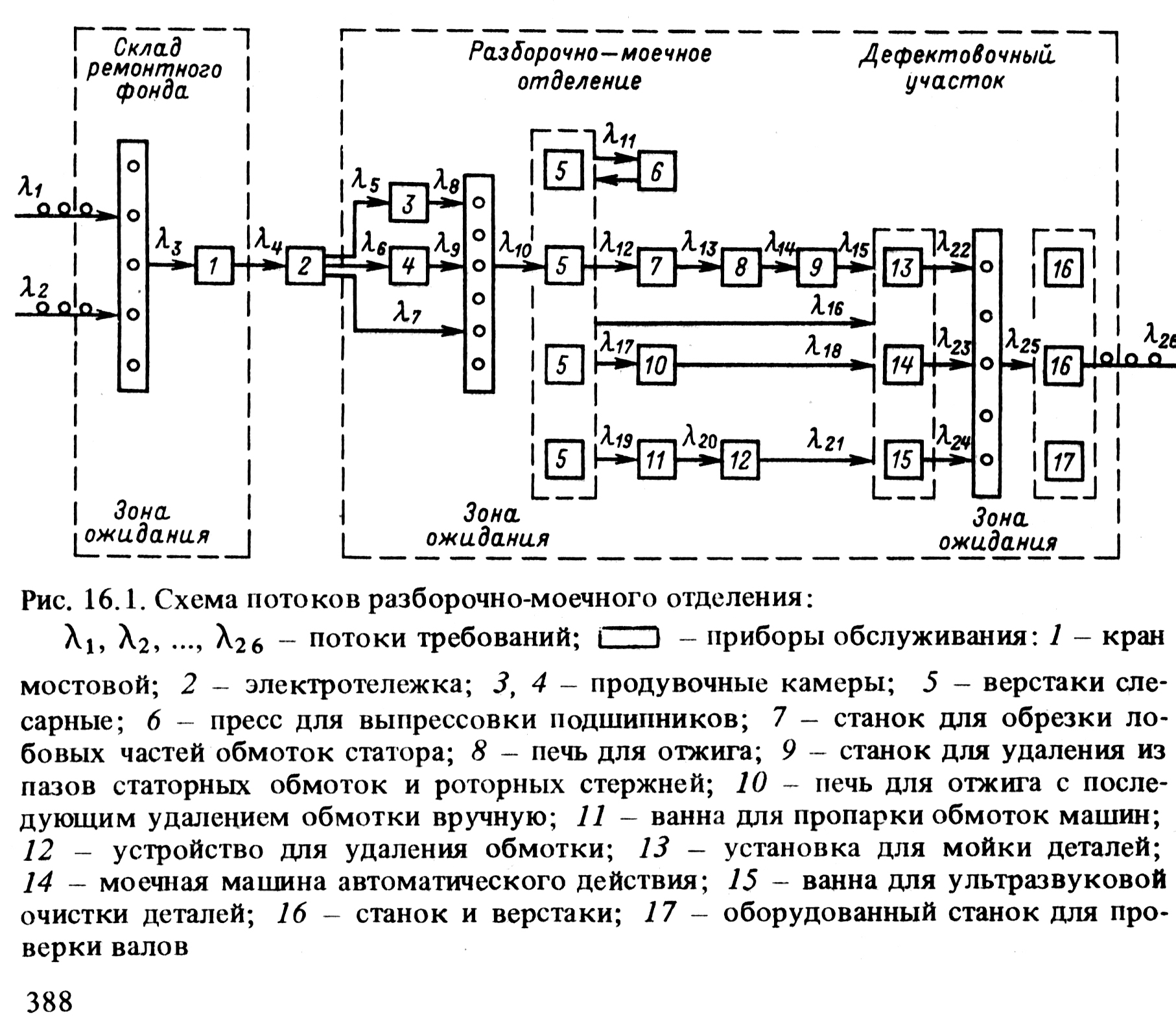
Таблица 16.3. Таблица выбора основных параметров электроремонтных цехов
|
Наименование показателя |
Количество установленных электромашин | ||||
|
5000 |
10000 |
20000 |
40000 |
80000 | |
|
Производственная площадь цеха, м2 |
2000 |
3200 |
5400 |
10000 |
15000 |
|
Годовой выпуск на 1 м2 про- изводственной площади цеха, двигателей |
2,17 |
1,73 |
1,47 |
1,36 |
1,02 |
|
Производственная площадь на одного производственного рабочего с учетом всех работ, м2 |
22,2 |
23,7 |
22,5 |
31,2 |
25 |
|
Годовой выпуск на одного производственного рабочего, двигателей |
10,2 |
13,6 |
15,3 |
23 |
24,5 |
7,3%; комплектовочное отделение - 5,7%; испытательная станция -11,3%; отделение гальванопокрытия - 2,5%; монтажно-заготовительный участок (отделение внешних ремонтов) — 7,4%.
В состав цеха входят также лакораздаточная с насосной станцией, инструментальная, .склады материалов и деталей, склад химикатов и помещение изготовления электролитов, внутрицеховые комплектные трансформаторные подстанции и распредустройства, проходы, проезды, служебные помещения.
В составе ЦЭТЛ крупного предприятия рекомендуются следующие лаборатории: электропривода, электроизмерений, электротехнических испытаний, испытаний защитных средств, релейной защиты и сетевой автоматики, эксплуатации телемеханики электроснабжения, нового оборудования, пусконаладочная, промэлектроники, надежности электроиспользования.
Эксплуатация электротехнического оборудования основных и вспомогательных цехов осуществляется электротехническим персоналом, предусмотренным штатным расписанием этих цехов, и должна обеспечивать надежную, безопасную и рациональную работу электрооборудования и содержание его в исправном состоянии. Электротехнический персонал цеха возглавляется помощником начальника цеха по электрооборудованию или электриком цеха и включает в себя оперативный персонал (дежурный), оперативно-ремонтный персонал, ремонтный и наладочный персонал.
Основными функциями электротехнического персонала цеха являются:
оперативного (дежурного) персонала: наблюдение за состоянием электрооборудования; контроль за показаниями измерительных при-
389
боров и приборов сигнализации; наблюдение за выполнением производственным персоналом правил эксплуатации агрегатов; проверка состояния изоляции, состояния заземления, ограждений; техническое обслуживание электрооборудования на закрепленных за ними участках: проверка надежности крепления аппаратуры, продувка, чистка, смазка, обтирка, наружный осмотр и выявление всех неисправностей деталей аппаратуры, проверка нагрева отдельных частей, проверка масляных и охлаждающих систем, проверка состояния коллекторов электрических машин и т. п.; устранение обнаруженных мелких неисправностей;
ремонтного персонала: техническое обслуживание электрооборудования, выполняемое без нарушений производственного процесса во время остановок оборудования на профилактические осмотры и на время перерывов в его работе; текущий ремонт электрооборудования, связанный с заменой и ремонтом изношенных деталей, регулировкой механизмов аппаратов, если для этого не требуется применения специальных сложных приспособлений, усилий нескольких человек и значительного времени;
наладочного персонала: наладка сложного электрооборудования, включающего схемы бесконтактного управления, использования микропроцессоров, систем электропривода, требующих поддержания с высокой степенью точности заданных параметров частоты вращения, ускорения, тока, напряжения и т. п. Наладочный персонал в цехе предусматривается только в случае большого количества сложного электрооборудования.
Для нормальной работы цехового электротехнического персонала в цехах должны предусматриваться специальные помещения для дежурного, ремонтного и наладочного персонала, мастерские с необходимым механооборудованием, помещения для хранения оперативного запасного оборудования и аппаратуры. Для цехов с количеством установленных электрических машин до 3000 рекомендуется встраивать мастерские 1-й величины, на основе которых должны осуществляться эксплуатация и ремонт электрооборудования силами персонала цеха и (или) бригадами цеха (отделения) ремонта технологического электрооборудования. Одновременно мастерские служат базой для размещения централизованных служб при остановке цеха на капитальный ремонт.