

АВТОМОБИЛЯ
ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕСС РЕМОНТА
автомобиля
ТПР,
как нормативный документ, содержит
перечень
технологических операций,
проводимых в рациональной
последовательности
и обеспечивающих выполнение тре-
бований
технических условий (ТУ) на ремонт
машины (аг-
регата узла и детали).
Технологические
процессы при ремонте машин раз-
рабатываются
на разборку и сборку машин и их
агрега-
тов, на восстановление деталей
и узлов, окраску и испы-
тание всех
уровней ремонтного производства.
Технология
ремонта определяется схемой
технологи-
ческого процесса, учитывающей
особенности конкретно-
го ремонтного
предприятия.
Схема
технологического процесса ремонта
автомоби-
ля (его агрегата) представляет
собой поэтапное деление
ремонтных
работ, выраженное в графической или
тексту-
альной форме. В отдельные
этапы этой схемы включают-
ся близкие
по характеру работы, а также сходные
по тех-
нологической законченности
операции (разборочные
сборочные
работы; работы по восстановлению
деталей;
работы по ремонту
электрооборудования ит.д.). Чем
выше
трудоемкость и сложнее по
исполнению (квалификации)
ремонт, тем
разветвленнее соответствующая
технологи-
ческая схема. Например,
схема капитального ремонта
автомобиля
определяет характер работ и
последователь-
ность их проведения.
Эта схема должна делить общую
трудоемкость
ремонтных работ с учетом структуры
ре-
монтной организации или формировать
такую структу-
ру при создании
ремонтного средства. Схема поясняет,
в
каких цехах и участках выполняется та
или иная ремон-
тная операция или их
комплекс. В соответствии с
этим
разрабатываются технологические
процессы отдельных
видов работ,
производится рациональное деление
опе-
раций по постам, комплектуется
оборудование, налажи-
вается система
грузопотоков и т.д. Схема технологичес-
кого
процесса должна учитывать особенности
каждого
Ремонтного предприятия, для
которого она разрабаты-
вается, включая
возможности по восстановлению дета-
лей
и узлов.
НАЧАЛЬНЫЕ
ЭТАПЫ СХЕМЫ
Технологического
процесса ремонта
АВТОМОБИЛЯ
Начальными
этапами схемы технологического
про-
цесса любого вида ремонта являются
— разборка, мой-
ка и очистка узлов и
деталей, их дефектация. Первые
два
этапа проводятся попеременно:
предварительная
разборка, наружная
мойка, разборка машины на агре-
гаты
и узлы, мойка узлов и агрегатов, разборка
узлов и
агрегатов, мойка и очистка
деталей
и неразобранных
узлов.
Процесс разборки по трудоёмкости
составляет —
7—12% при текущем ремонте,
мойка и очистка — 2—
4%; при капитальном
ремонте, соответственно — 8—21%
и 3—6%.
РАЗБОРКА,
МОЙКА И ОЧИСТКА
Капитальный
ремонт предусматривает полную раз-
борку
машины (агрегата). При текущем (среднем)
ремон-
те объем работ по разборке
должен обеспечить замену
неисправного
агрегата, узла или детали, а также
возмож-
ность дефектации сопрягаемых
деталей и узлов. После-
довательность
разборки, её трудоемкость,
необходимые
средства технологического
оснащения предусматривают-
ся
технологическим процессом на разборку.
Нарушение
технологии этих работ
приводит к появлению вторичных
дефектов
(обломы, пробоины, трещины, срыв резьбы
и
т.д.). При организации ремонта участок
разборки и
мойки должен быть отделен
от участка сборки и испыта-
ния. Этот
участок должен иметь следующие рабочие
ме-
ста: предварительной мойки со
сливом масел, предва-
рительной
разборки, наружной мойки и очистки,
разборки
на агрегаты и узлы, наружной очистки и
мойки
агрегатов (узлов), разборки
агрегатов на детали, мойка
и очистка
деталей. Остаточная загрязненность
поверх-
ностей деталей поступающих
на дефектацию и затем на
сборку должна
быть не более 0,5мг/см2.
В соответствии
со схемой технологического
процесса детали и узлы по-
ступают на
участок (рабочие места) дефектации и
учас-
ток комплектации.
При
капитальном ремонте предусматривается
по-
точная форма организации разборки
машины (агрега-
та) при текущем и
среднем — тупиковая. Основными
средствами
технологического оснащения
процессов
разборки являются
подъемно-транспортное и прессо-
вое
оборудование стенды приспособления и
инструмен
(с механизированным или
ручным приводом) техно-
логическая
тара стеллажи подставки (специализирован-
ные
и универсальные). При выборе средств
технологи-
ческого оснащения необходимо
учитывать что усилия
отворачивания
крепежа в процессе разборки на
25—35%
больше чем при заворачивании
резьбовых соедине-
ний. При организации
работ по разборке необходимо
особое
внимание уделять вопросам безопасности
выпол-
нения этих работ, вопросам
экологии на производствен-
ном участке.
Очистка
машин, агрегатов, узлов и деталей —
обяза-
тельные операции технологического
процесса ремонта.
Они заключаются в
удалении загрязнений с наружных
и
внутренних поверхностей ремонтируемых
изделий до
уровня, при котором остатки
загрязнений не препятству-
ют проведению
процессов разборки, дефектации,
восста-
новления деталей и сборки.
Многочисленные методы
мойки и очистки
в зависимости от вида энергии,
исполь-
зуемой для отрыва загрязнений
от очищаемой поверхно-
сти, можно
объединить в три группы; мойка
растворами,
механическая чистка,
термическая очистка. Конкретный
метод
выбирается с учетом этапа обработки и
вида заг-
рязнения.
Мойка
растворами.
Растворами удаляют продукты
превращения
масел, горючего и смазок (масляно-грязе-
вые,
асфальто-смолистые, нагарые и др.
отложения).
При этом используются
щелочные растворы, раство-
ры с
применением синтетических
поверхностно-актив-
ных веществ(СПАВ),
а также растворители. Процесс очи-
стки
от названных загрязнений основывается
на свойстве
щелочей омылять
горюче-смазочные материалы(эа-
гряэнители).
Наружная мойка машин и агрегатов
прово-
дится слабыми растворами, мойка
узлов и деталей — ра-
створами высокой
концентрации. Щелочные растворы
имеют
два недостатка: масла на основе
синтетических
кислот
не омыляются, эти растворы вредно
воздейству-
ют на детали из цветных
металлов. Для интенсифика-
ции процесса
мойки и устранения названных недос-
татков
в растворы вводят СПАВ. Наибольшее
действие
по очистке (мойке) достигается
при содержании СПАВ
в растворе 1—-30
г/л. Это приводит к хорошему смачи-
ванию
поверхностей деталей и отрыву частичек
загряз-
нений.
Очистка
растворителями применяется для
обработки
деталей электрооборудования,
гидравлической и топлив-
ной аппаратуры
с целью удаления затвердевшей
смазки,
рабочей жидкости, асфальтно
— смолистых отложений и
др. Для этой
цели используются однокомпонентные
или
многокомпонентные
растворяюще-амульгирующие сред-
ства
(РЭС) двух групп. РЭС-1 — смеси нефтяных
углево-
дородов с добавками СПАВ;
пожароопасные материалы.
РЭС-2 —
непожароопасные смеси хлорированных
угле-
водородов с эмульгаторами и
стабилизаторами, эколо-
гически
вредные. Необходимо отметить высокую
сто-
имость этих материалов.
Разборочно-очистные
операции — это зачастую со-
вмещаемые
технологические операции, эффективно
ре-
шаемые на единой научно-методической
и материальной
основе.
Оборудование,
применяемое для процессов мойки
весьма
многочисленно. Для наружной мойки машин
и аг-
регатов перед разборкой
используются однокамерные
струйные
установки; для мойки кузовов, рам и
кузовных
деталей — моечные установки
бассейного типа (мойка
окунанием),
струйные однокамерные тупиковые
моеч-
ные машины или двухкамерные
(обработка раствором и
обмыв водой)
проходные машины, устанавливаемые
в
поточной линии разборки. Мойка
деталей и узлов после
разборки
осуществляется в двух- или трехкамерных
ус-
тановках; при тупиковой разборке
используются одно-
камерные машины.
При обработке сложных ответствен-
ных
и дорогостоящих деталей (блоки,
картеры,
коленчатые валы, головки
блока и др.) проводится
ручная домывка
с использованием РЭС в промывочных
ваннах.
Струйные установки имеют ряд
преимуществ
перед установками
бассейного типа — высокая ударная
сила
струи, возможность использовать широкую
номен-
клатуру моющих средств,
пожаробезопасны, возмож-
ность
использовать при любых типах производства.
Не-
достатками являются — большая
энергоемкость,
большие теплопотери,
частота отказов и др. Моечные
машины
любого типа требуют устройства надежной
си-
стемы очистки рабочего раствора
(многоразовое ис-
пользование).
К
механическим способам
очистки деталей и узлов
относятся
ручная очистка скребками, крацовочными
щет-
ками, очистка мелких, в основном,
крепежных деталей в
галтовочных
барабанах и, наконец, очистка в
специаль-
ных камерах деталей и узлов
чугунной, стальной или кос-
точковой
(фруктовой) крошкой. Заменителями
косточко-
вой крошки являются
гранулированное аморфное стекло,
твердый
углекислый газ. Металлическая крошка
исполь-
зуется при очистке деталей
(узлов), без хорошо обрабо-
танных
поверхностей (рамные, кузовные детали,
узлы
ходовой части и подвески).
Косточковая крошка исполь-
зуется
для обработки деталей из цветных
металлов и их
сплавов. Грануляция
крошки — 1,5—3,5 мм. Перед обра-
боткой
посадочные и резьбовые поверхности
изолируют-
ся. Крошка в камеру очистки
подается сжатым воздухом
за счет
эжекционного эффекта.
Термическая
очистка используется
редко. Этим спо-
собом производится
снятие старой краски. Можно на-
звать
два способа — открытое пламя (газовая
горелка),
расплав солей. Названные
способы пожароопасны эко-
логически
вредны и дорогостоящи. Применяются в
свя-
зи с этим редко.
ДЕФЕКТАЦИЯ
ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ
ПРИ РЕМОНТЕ
МАШИН
МЕТОДЫ
ДЕФЕКТАЦИИ
Гидравлические
испытания

Глава 45. Способы восстановления деталей и сборочных единиц
Технологическим
процессом ремонта (ТПР) называет-
ся
часть производственного процесса,
определяющая
объем, последовательность
и содержание работ по уст-
ранению
повреждений и неисправностей в системах,
аг-
регатах, узлах и деталях автомобиля.Эффективность
технологического процесса
ремонта
оценивается с учетом
количественного анализа трех важ-
нейших
составляющих ремонтного производства:
каче-
ства ремонтных воздействий,
действующей ремонтной
технологии и
уровня затрат. Показатели оценки этих
трех
составляющих исследования
производственного процес-
са ремонта
взаимосвязаны и формируют значение
обще-
го критерия эффективности.
Дефектация
— процедура анализа технического
со-
стояния (узлов) с целью определения
стратегии и по их
дальнейшему
использованию при ремонте машин
(агре-
гатов). При дефектации
руководствуются Техническими
условиями
на капитальный ремонт (ТУ по каждой
марке
машины), которые содержат карты
дефектации для каж-
дой детали. В
картах указываются возможные
дефекты
методы контроля и контрольный
инструмент; номиналь-
ный, допустимый
при ремонте и предельный размеры
и,
наконец, способы восстановления
поврежденной или из-
ношенной детали.
В процессе дефектации детали (нераз-
борные
узлы) делятся на три группы — годные
для даль-
нейшего использования на
заданный после ремонта
пробег,
требующие восстановления и детали,
требующие
замены. Количество таких
деталей каждой номенклату-
ры
формирует значение коэффициентов
сменности, КСМ,
восстановления,
КВ, и годности, КП Значения этих коэф-фициентов
с увеличением продолжительности
эксплуа-
тации марки машин (старение
ремонтного фонда) изме-
няется в
сторону увеличения значений
коэффициентов
КСМ и КВ, и уменьшения
значения — КГ.С
точки зрения используемых методов
контроля и ха-
рактера проявления
дефекты можно разделить на три
группы:
изменение линейных размеров и форм
поверх-
ностей деталей; смешение
поверхности детали относи-
тельно
друг друга; нарушение (изменения)
физико-меха-
нических свойств деталей
(изменение твердости,
упругости,
питтинг, появление усталостных трещин
и др.).
Дефекты первой группы количественно
оцениваются
стандартным мерительным
инструментом, который про-
мышленность
страны выпускает в массовом
количестве
(штангенциркуль,
штангензубомер, микрометр и др.);
дефекты
второй группы оцениваются с применением
не-
стандартных приспособлений,
которые ремонтные пред-
приятия
изготавливают своими силами; дефекты
третей
группы определяются, как
правило, специальным обору-
дованием
и инструментом.Дефектация
проводится в определенной
последова-
тельности: визуальный
осмотр деталей с целью выявле-
ния
явных дефектов (обломы, трещины, сколы,
питтинг,
цвета побежалости и т.д.);
определение микротрещин,
количественная
оценка величены смешения поверхнос-
тей
детали относительно друг друга, обмер
рабочих по-
верхностей деталей.
Результаты дефектации заносятся
в
дефектовочные ведомости для
статистического накопи-
тельного
учета. Результаты дефектации базовых,
сложных
и дорогостоящих деталей
(узлов) записываются в карту
ремонта,
которая сопровождает деталь по всей
ремонт-
ной технологии до сборки
машины (агрегата).Обнаружение
трещин осуществляется опрессовкой,
методом
керосиновых проб, красок, магнитной,
люминес-
центной, ультразвуковой и
др. дефектоскопией.применяют
для выявле-
ния трещин в корпусных
деталях: блоки цилиндров, го-
ловке
блока, картеры некоторых агрегатов и
т.п. Испыта-
ния проводятся на специальных
стендах давлением в 2—6
кгс/см2.
Детали типа емкость (баки, радиаторы,
трубопро-
воды и т.п.) испытываются
водой или сжатым воздухом
при давлении
0,2—0,5 кгс/см2.
Методы
красок и керо-
синовых проб
основаны на способности краски или
ке-
росина диффундировать в трещины
проверяемых дета-
лей (узлов),
предварительно очищенных, обезжиренных
и
покрытых названными материалами. После
выдержки в
течение 3—6 мин. исследуемые
поверхности протирают
бензином от
первого слоя краски (керосина) и вновь
по-
крывают белой краской или мелом
(при использовании
Метод
намагничивания
Люминесцентный
метод основан
на способности
некоторых веществ
(люминофоров) светится при их об-
лучении
ультрафиолетовыми лучами.
Для
выявления трещин контролируемые
поверхности
детали покрывают
люминофором, после выдержки 5—6
мин
люминофор удаляют протиркой бензином,
затем на-
носят слой талька, который
вытягивает люминофор из
трещины.
Облучение детали ультрафиолетовыми
луча-
ми в затемненном рабочем месте
вызывает яркое све-
чение места
расположение трещины. В качестве
люми-
нофоров используют: окись магния,
углекислый маг-
ний— твердые порошки;
антраценовое масло (голубое
свечение),
нориол (дефектоль) жидкий
(зелено-желтое)
свечение.
Метод
используется для проверки деталей из
алю-
миниевых сплавов — корпусов
водяных и масляных
насосов, головок
цилиндров, корпусов подшипников
идр.
При дефектации используются стандартные
установ-
ки: ЛЮМ-1, ЛД-4. Разрешающая
способность метода —
0,01 мм.
Ультразвуковой
метод
использует пьезоэффект
кварца или
титанита бария (наибольший эффект) —
пре-
образования механических импульсов
в электрические и
наоборот при
отражении ультразвукового сигнала от
гра-
ницы раздела сред (начало и конец
детали, дефект). Ме-
тод применяется
для контроля деталей без их снятия
(де-
монтажа) из картерных деталей
(например, контроль
силовых шпилек,
скрепляющих головку с блоком двига-
теля;
две половины картеров агрегатов
трансмиссии и
др.). Выворачивание этих
шпилек при ремонте нежела-
тельно,
т.к. нарушается посадка тугой резьбы.
Промыш-
ленность выпускает установки
типа — УЗД-7М, ДУК-13ИМ,
позволяющих
выявлять дефекты в сварных швах,
двух-
слойных деталях (вкладыши
коленчатых валов, втулки
распределительных
валов и др.). Разработаны и другие
методы
неразрушающего контроля, но они
применяются
крайне редко.
Дефектация
поверхностей деталей обмером линей-
ных
размеров проводится по обычной методике
для каж-
дого типа поверхностей
(диаметры, зубчатые и шлице-
вые
поверхности). При этом используется
стандартный
КЛАССИФИКАЦИЯ
СПОСОБОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
АВТОМОБИЛЯ
ОБЛАСТЬ
ВОЗМОЖНОГО ИСПОЛЬЗОВАНИЯ
СУЩЕСТВУЮЩИХ
СПОСОБОВ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ
Механическая
обработка
Пластическое
деформирование
Газотермическое
напыление
Гальванические
и химические
керосина).
Краска (керосин, окрашенный окислами
же-
леза) выступает из трещины,
проявляясь на белом фоне
(меловой
слой) в месте расположения трещины.
Разре-
шающая
способность
методов — 0,01—0,05 мм. Назва-
ными
методами
проверяют рамные, картерные, кузовные
и
др.
узлы и детали. Понятно, что проверка
проводится
тишь
в
местах возможного возникновения
дефекта.
основан на способности де-
талей из
черных металлов намагничиваться,
концентри-
руя магнитные силовые
линии на краях трещин, располо-
женных
перпендикулярно к этим линиям. Это
место
притягивает частички магнитного
порошка (магнитит
Fe2O3),
который
во взвешенном состоянии содержится
в
смеси керосина и дизельного топлива.
Чем меньше гра-
нуляция (вес) частиц
магнитите, тем выше разрешающая
способность
метода (ширина до 0,001 мм). В зависимос-
ти
от расположения трещины в деталях
используют раз-
личные способы
намагничивания: циркулярное (напряже-
ние
— 1—6 В, ток — 1—4 кА, время — 2—5
сек),
намагничивание соленоидом,
намагничивание наложени-
ем магнитного
поля; комбинированный способ.
После
проверки годные детали необходимо
размагнитить путём
медленного
проведения в соленоиде, питаемом
перемен-
ным
током.
Технические условия на ремонт содержат
пе-
речень деталей, которые необходимо
подвергать контро-
лю этим методом
(коленчатый, распределительный
вал,
шестерни агрегатов трансмиссии
шестерни передач дви-
гателя и др.).
Для реализации этого метода
выпускается
стандартное оборудование:
дефектоскопы МЭД-2, УМД-
9000,77ПДМ-Зми
др.мерительный
инструмент или инструмент шаблонно-
го
типа (скобы, пробки проходные—непроходные
и т.п.).
Погрешность применяемого
инструмента не должна
превышать 10%
дисперсии размера контролируемой
по-
верхности.Контроль
смещения поверхности деталей
относитель-
но друг друга проводится
специальными приспособлени-
ями,
которые изготавливаются на ремонтном
предприя-
тии с указанной точностью.После
дефектации годные детали направляются
на
участок комплектации, требующие
восстановления
в цех ремонта деталей,
бракованные — на склад метал-
лолома.Накопление
данных о результатах дефектации
позво-
ляет корректировать требование
технических условий на
проведение
этого процесса, корректировать
значение
коэффициентов сменности
КСМ и восстановления КВ, что
оказывает
существенное влияние на качество
ремонта и
формирование ремонтных
затрат. Изложенная методика
дефектации
характерна для технологии капитального
ре-
монта, в соответствии с которой
машина или ремонтиру-
емый агрегат
разбирается полностью вне зависимости
от
их технического состояния.При
текущем (среднем) ремонте вначале
проводится
оценка технического
состояния узлов, механизмов и аг-
регатов
без их разборки. На основе такой оценки
прини-
мается решение о замене или
ремонте названных элемен-
тов машины.
Агрегаты разбираются на узлы.
Глубина
разборки должна обеспечить
дефектацию деталей, по
результатам
которой определяется объем ремонтных
воз-
действий.
Эффективность
и качество восстановления деталей
в
значительной степени зависят от
технических возмож-
ностей способа,
обеспечивающего необходимый
уровень
эксплуатационных свойств. В зависимости
от ха-
рактера устраняемых дефектов,
все способы восста-
новления деталей
подразделяются на три основные
группы:
восстановление деталей с изношенными
повер-
хностями; восстановление
деталей с механическими по-
вреждениями;
восстановление противокоррозионных
покрытий.
применяется как самосто-
ятельный
способ восстановления деталей, а также
в ка-
честве операций, связанных с
подготовкой или оконча-
тельной
обработкой деталей, восстановленных
другими
способами. В качестве
самостоятельного способа восста-
новления
деталей механической обработкой нашли
при-
менение обработка под ремонтный
размер и постановка
дополнительных
ремонтных деталей (ДРД).
применяют при
восстановлении размеров
деталей, их формы и физико-
механических
свойств. Сварка
предназначена для устра-
нения
механических повреждений деталей
(трещин, от-
колов, пробоин и т.п.), а
наплавка
—
для нанесения
металлических покрытий
на поверхности деталей с целью
компенсации
их износа.
предназначено для
нанесения
металлических покрытий на изношенные
по-
верхности восстанавливаемых
деталей.
способы обработки
предназначены для
восстановления изношенных повер-
хностей
деталей (хромирование, желеэнение,
никелиро-
вание), для защиты деталей
от коррозии (цинкование,
бронзирование,
оксидирование), для защитно-декора-
|
Вид обработки |
Величина припуска на сторону, мм |
|
Чистовое точение и растачивание |
|
|
Шлифование |
|
|
Установкой
ДРД непосредственно на изношенную
по-
верхность восстанавливают
посадочные отверстия под
подшипники
качения в картерах коробок передач,
задних
мостах, ступицах колес, а
также отверстия с изношенной
резьбой.
Замена изношенной части детали
применяется
при восстановлении
крышек коробок передач, блоков
ше-
стерен, ведущей шестерни коробок
передач, кузовов и ка-
бин автомобилей.
Дополнительные
ремонтные детали изготавливают
из
того же материала, что и
восстанавливаемая деталь. Од-
нако,
при устранении дефектов в деталях,
изготовленных
из чугуна или
алюминиевых сплавов ДРД могут быть
из-
готовлены из стали. Рабочая
поверхность ремонтной де-
тали по
своим свойствам должна соответствовать
свой-
ностей
втулки и детали производят по допускам
посадки
H7/j6
второго
класса точности с шероховатостью
неме-?
нее Ra
=1,25—0,32мкм.
В отдельных случаях могут быть
использованы
дополнительные крепления приваркой
торцу,
постановкой стопорных винтов или
штифтов,
После
постановки
и закрепления ДРД производят их
окончатель.
ную механическую
обработку до требуемых размеров.
ВОССТАНОВЛЕНИЕ
ДЕТАЛЕЙ ПЛАСТИЧЕСКОЙ
ДЕФОРМАЦИЕЙ
Технологический
процесс восстановления размеров
изношенных
деталей состоит из подготовки детали,
де.
формирования и обработки после
деформирования.
Подготовка
деталей к деформированию включает
от-
жиг или высокий отпуск обрабатываемых
поверхностей :
перед холодным
деформированием или нагрев их
перед
горячим деформированием.
Стальные детали с твердо-
стью до
HRCs
30,
а также детали из цветных
металлов
подвергают деформированию
в холодном состоянии.
Обработка
деталей после деформирования сводится
к
механической обработке восстанавливаемых
поверхно-
стей до требуемых размеров
и при необходимости при-
меняют
также термическую обработку.
Восстановление
втулок из цветных металлов в верх-
ней
головке шатунов двигателей осадкой
производят
в специальных приспособлениях
в холодном состоянии.
Если после
осадки предусмотрена механическая
обработ-
ка внутренней поверхности
втулки, то размер пальца, ог-
раничивающего
деформацию втулки по внутреннему
ди-
аметру, принимают на 0,3 мм меньше,
чем диаметр
окончательно обработанного
отверстия. Осадкой восста-
навливают
также размеры стальных деталей —
шейки ва-
лов, расположенные на
концах деталей, толкатели кла-
панов
и др. При этом деформацию деталей
производят в
штампах при нагреве
до температуры ковки.
Восстановление
зубьев шестерен по толщине, шлиц
на
валах по ширине осуществляют объемным
вдавлива-
нием в нагретом состоянии.
Восстановление
наружной поверхности поршневых
пальцев,
посадочных поверхностей под подшипники
чашек
дифференциала, наружных
посадочных поверхностей по-
луосей
и т.п. производят раздачей сферическими
прошив-
ками в холодном состоянии.
Если деталь подвергалась
закалке
или цементизации, то ее перед раздачей
подвер-
гают отжигу или высокому
отпуску, а после раздачи вос-
станавливают
первоначальную термическую обработку.
Восстановление
отверстий во втулках из цветных
ме-
таллов, в проушинах рулевых
сошек, рычагах поворотных
цапф и
т.п. производят обжатием. При
восстановлении
конусного отверстия
в проушине рулевой сошки ее нагре-
вают
до температуры 900—950*С и обжимают в
горячем
состоянии. После деформации
деталь подвергают по-
вторной
термической обработке.
Восстановлению
накаткой подлежат посадочные
повер-
хности валов коробок передач,
чашки коробки дифферен-
циала,
поворотной цапфы и т.п. Накатку
производят зубча-
тым роликом с
шагом зубьев 1,5—1,8 мм, обеспечивающим
высоту
подъема металла на сторону не более
0,2 мм и
уменьшение опорной поверхности
— не более 50%. Режим
накатки для
стальных деталей с твердостью HRCa
25—30
при
охлаждении машинным маслом указан в
таблице 2.
Таблица
2
Значения
параметров режима накатки стальных
деталей
с твердостью HRCa
25—30
ствам
восстанавливаемой поверхности детали
и поэтому,
в случав необходимости,
она должна подвергаться соот-
ветствующей
термической обработке.
Крепление
ДРД производится за счет посадок с
натя-
гом или сваркой. Для обеспечения
прочной посадки ДРД>
имеющих форму
втулок, обработку сопрягаемых поверх- |
Значения параметра |
|
Скорость вращения детали, м/мин |
15 |
|
Продольная подача, мм/об |
0.6 |
|
Поперечная подача, мм/об |
0,1 |

|
Толщина детали S, мм |
1—2 |
3—4 |
5—6 |
|
Коэффициент К |
25—30 |
30—45 |
45—60 |
|
Таблица
4
Значения
силы сварочного тока |
Диаметр электрода, мм |
Сила тока, А |
|
2—3 |
2.5—3 |
60—90 |
|
3—5 |
3—4 |
90—150 |
|
5—8 |
3-4 |
140—190 |
|
8—12 |
4—6 |
160—230 |



|
Толщина металла, мм |
Диаметр электрода, мм |
Сила тока, А |
Длина дуги, мм |
|
4—6 |
5 |
140—170 |
4—5 |
|
7-9 |
5 |
160—210 |
4—5 |
|
10-13 |
6 |
190—250 |
5—7 |
|
Газовая
сварка используется
при ремонте кабин, кузо-
вов, а также
при восстановлении деталей,
изготовленных
из чугуна и алюминиевых
сплавов. Наибольшее примене-
ние
имеет ацетиленокислородная сварка,
обеспечивающая
температуру пламени
3100—ЗЗОО'С.
Для
смешивания горючего газа с кислородом
в нужной
пропорции и образования
пламени применяют горелки типа
ГС-53
и ГСМ-53, каждая из которых имеет
несколько нако-
нечников, которые
отличаются расходом ацетилена.
Режим
сварки зависит от материала
свариваемого
металла и его толщины.
В таблице 6 приведены режимы
сварки
стальных деталей при давлении
ацетилена 0,001 —
0,003 МПа.
Таблица
6
Параметры
режима газовой сварки |
Номер на- конечника |
Толщина свариваемой стали, мм |
Раскол |
, дм3/ч |
Предельное давление кис- лорода, МПа |
|
|
ацетилена |
кислорода | |||
|
|
1 |
0,5—1,5 |
50—125 | |
50—135 |
0,1—0,4 |
|
|
2 |
1—2,5 |
125—240 |
130—260 |
0,15—0.4 |
|
|
3 |
2,5—4 |
250—400 |
260-420 |
0,2—0,4 |
|
ГС-53 |
4 |
4—7 |
400—700 |
430—730 |
0,2—0,4 |
|
|
5 |
7—11 |
700—1100 |
740—1200 |
0,2—0,4 |
|
|
6 |
10—18 |
1050—1750 |
1150—1950 |
0,2—0,4 |
|
|
7 |
17—30 |
1700—2800 |
1900—3150 |
0,2—0,4 |
|
|
0 |
0,2—0,7 |
20-65 |
22—70 |
0,05—0,4 |
|
ГСМ-53 |
1 |
0,5—1,5 |
50—125 |
. 50—135 |
0,1—0,4 |
|
|
2 |
1—2,5 |
150—240 |
130—260 |
0,15-0,4 |
|
|
3 |
2,5—4 |
240—400 |
260—420 |
0,2—0,4 |
|
В
качестве присадочного материала при
сварке исполь-
зуют прутки того же
состава , что и свариваемый металл.
Сварку
чугунных деталей выполняют с
предваритель-
ным подогревом со
скоростью 120—150*С/ч. Режим га-
зовой
сварки чугуна с подогревом детали
при использо-
вании в качестве
присадочного материала чугунных
прутков
марки А, Б, НЧ-1, НЧ-2 и флюса на основе
буры
приведен в таблице 7.
Таблица
7
Параметры
режимов газовой сварки деталей из
чугуна |
Номер наконечника |
Расход ацетилена, дм3 /ч |
|
2—3 |
1,2 |
200—320 |
|
4—6 |
2—7 |
400—550 |
|
6—7 |
3—5 |
600—760 |
|
8—10 |
4—6 |
800—1100 |
|
11—14 |
5—7 |
1100—1550 |
|
Таблица
8
Параметры
режимов газовой сварки деталей
из
алюминиевых сплавов |
Номер |
Давление |
Расход ацетилена* |
|
металла, мм |
наконечника |
кислорода, кПа |
дм3/ч |
|
3—4 |
2,3 |
20—23 |
200—300 1 |
|
5—7 |
3,4,5 |
23—27 |
400—650 |
|
8—10 |
4,5,6 |
27—30 |
600-800 |
|
11—15 |
6,7 |
30—35 |
800-1200 |
Сварка
и наплавка в среде углекислого газа
Контактная
сварка и наплавка
При
сварке деталей, толщина стенки которых
больше
5 мм применяют правый способ,
если меньше, — левый
способ ведения
горелки.про-
изводится
при помощи полуавтоматов. Сварку в
среде
углекислого газа применяют при
восстановлении кузовов
легковых
автомобилей, кабин и оперений грузовых
авто-
мобилей, при сварке платформ
автомобилей — самосва-
лов, а также
для наплавки деталей по
цилиндрическим
поверхностям, шлицам
и др.Сварка
осуществляется на постоянном токе при
об-
ратной полярности (плюс — на
электродной проволоке,
минус — на
детали). Для сварки используются
проволоки
Св-0,8Г2С, Св-0,8ГСМА, Св-ЗОХГСА,
а также порошковые
проволоки.Параметры
режимов дуговой сварки стыковых
швов
низкоуглеродистых и низколегированных
сталей опреде-
ляются толщиной металла
деталей: при толщине 0,6—5мм
и зазоре
в стыке 0,5—2 мм диаметр электродной
прово-
локи 0,5—2 мм, сила тока 50—200А,
напряжение дуги 18-
ЗОВ, скорость сварки
20—22 м/ч.Режим
наплавки цилиндрических поверхностей
также
зависит от диаметра поверхности:
при 10—100 мм диа-
метр электродной
проволоки 0,8—2 мм, сила тока 70-
225А,
напряжение дуги 18—22В, скорость наплавки
20-
90 м/ч.
в зависимости от ха-
рактера соединения,
бывает стыковая, точечная и ролико-
вая.
Стыковая сварка используется при
восстановлении
полуосей, клапанов,
карданных валов, а точечная —для
соединения
элементов из тонколистового материала.При
стыковой сварке непрерывным оплавлением
ма-
лоуглеродистых и низколегированных
сталей плотность
тока составляет
10—50А/мм2,
а при сварке с подогревом
деталей
плотность тока снижается до 2—ЗА/мм2.
При то-
чечной сварке, используемой
для соединения элементов
из
тонколистового материала, плотность
тока можетбыть
120—360 А/мм2
(жесткий режим) и 80—160А/мм2
(мягкий
режим).При
контактной наплавке на поверхность
детали
навивается проволока или
лента, одновременно нагре-
ваемая
электрическим током. Наплавку
производят
проволокой марки Нп-50,-
60, -80, -60Г, -30ХГСА и др.
Для уменьшения
перегрева детали ток для наплав-
ки
подают импульсами, а в зону сварки
подают охлаж-
дающую жидкость. Для
изготовления электродов ис-
пользуются
бронзы Бр.Х, Бр.ХКд-0,5, -0,3, Бр.НБТ или
медь
М1. Диаметр электродов обычно составляет
80-
150мм.


|
Аргонодуговая
сварка
Таблица
9
Параметры
режимов аргоновой сварки деталей
из
алюминиевых сплавов |
Сварочный ток. А |
Диаметр электрода, мм |
Диаметр присадочной проволоки, мм |
|
До 1.0 |
60—80 |
2 |
1.2—2.0 |
|
1.0—1,5 |
90—100 |
3 |
1.6—2,0 |
|
1.5—2.0 |
100—120 |
3 |
1,6—2.0 |
|
2.0—3.0 |
130—140 |
3—4 |
2,0—2.5 |
|
3.0—4.0 |
200—220 |
4—5 |
2.5—3,0 |
|
4.0—6.0 |
280—300 |
6 |
2,5—3.0 |
|
В
качестве присадочной проволоки
применяют прутки того
же состава,
что и основной металл. Большое
распростране-
ние имеют проволоки
Св-АК12, Св-АКЮ, Св-АК5, диаметр ко-
торых
принимают на 1 мм меньше, чем при
газовой сварке.
Наплавку
под флюсом
применяют при восстановле-
нии шеек
коленчатых валов двигателей, цапфы
картера
заднего моста, шлицевых
поверхностей на различных ва-
тах,
полуосей и т.п.
Электродная
проволока при наплавке подбирается
в
зависимости от материала
восстанавливаемой детали и
'Федъявляемых
к ней требований в условиях
эксплуата-
ции. Для наплавки деталей,
изготовленных из углеродис-
тых
сталей марок 30, 40 и 45, используют
проволоку
Нл-30, -40, -50, -65 или Нп-30ХГСА.
Детали из сталей ЗОХ,
35Х, 40Х и других
низколегированных сталей
наплавляют
проволокой Нп-ЗОХГСА.
Для наплавки применяют прово-
локу
диаметром обычно 1,6 мм для деталей
диаметром
до 70 мм, и 2 мм — при диаметре
80—100 мм.
Флюсы
для автоматической наплавки должны
иметь
температуру плавления на
200—300*С ниже температуры
плавления
металла. Таким требованиям отвечают
флюсы
АН-348А, АНК-18 и некоторые другие.
Режим
наплавки цилиндрических поверхностей
обуслав-
ливается их диаметром
(табл. 10). Напряжение холостого
хода
берется 30—36 В, рабочее напряжение —
23—32В.
Таблица
10
Параметры
режимов наплавки под флюсом |
Сила тока. А |
Скорость подачи проволоки, м/ч |
Скорость наплавки. м/ч |
Смещение электрода. мм |
|
40—50 |
110—130 |
70—100 |
14—18 |
4—5 |
|
60—70 |
170—180 |
70—120 |
20—24 |
5—6 |
|
80—90 |
170—200 |
120—150 |
20—24 |
6—7 |
|
90—100 |
170—200 |
120—150 |
20—24 |
7—8 |
|
Для
восстановления деталей с большим
износом при-
меняют наплавку
порошковой проволокой под флюсом
или
открытой дугой без дополнительной
защиты, обес-
печивая подачу 4—5
мм/об.
Для
повышения твердости наплавленной
поверхнос-
ти, последняя подвергается
пластической деформации,
так как
наплавленный слой на 60—70 НВ ниже, чем
после
пластической обработки.
Вибродуговую
наплавку
используют при восстановле-
нии
деталей из стали, ковкого и серого
чугуна, при наращи-
вании наружных
и внутренних цилиндрических
поверхнос-
тей, а также резьбовых и
шлицевых поверхностей.
Наплавка
осуществляется постоянным током
обрат-
ной полярности при напряжении
12—22В. Напряжение до
16В применяют
при наплавке тонких деталей небольшо-
го
диаметра. Для наплавки металла толщиной
1,5—3 мм
требуется напряжение 16—22В.
В
таблице 11 приведены параметры процесса
наплав-
ки деталей в жидкой среде —
4—6% водном растворе гли-
церина.
Наплавка производится пружинной
проволокой
2-го класса.
Таблица
11
Параметры
процесса наплавки деталей в жидкой
среде детали, мм |
Толщина слоя наплавленного металла, мм |
Диаметр электродной проволоки, мм |
Сила тока наплавки. А |
Скорость наплавки. м/мин |
Скорость подачи электродной проволоки, м/мин |
Расход охлаждающей жидкости, л/мин |
Шаг наплавки. мм/об |
Амплитуда вибрации проволоки, мм |
Угол подачи проволоки к деталям, градусы |
|
До 20 |
6,3 |
1.6 |
120—150 |
2.2 |
0.6 |
0.2 |
1 |
1.5 |
35 |
|
20—40 |
0.7 |
1.6 |
120—150 |
1.2 |
0,4 |
0,4 |
1.3 |
1.8 |
35 |
|
40-60 |
1,1 |
2 |
150—210 |
1 |
0.8 |
0.5 |
1.6 |
2 |
45 |
|
60—80 |
1.5 |
2 |
150—210 |
0.6 |
1 |
0.6 |
1.8 |
2 |
45 |
|
80—100 |
2.5 |
2,5 |
150—210 |
0,3 |
1,1 |
0.7 |
2—3 |
2 |
45 |
|
Вибродуговую
наплавку в среде углекислого га-
за
осуществляют в соответствии с
режимами, ука-
занными в таблице 12
при скорости подачи элек-
Фода 25—32
мм/с и расходе углекислого газа 800—
1200
"М3/ч«
При восстановлении деталей малых
диамет-
ров с резьбой используют в
качестве присадоч-
ного материала
проволоку ОВС диаметром 1,6 мм.
Кроме
проволоки ОВС при вибродуговой
наплавке
Применяют сварочную
углеродистую или низко-
легированную
проволоку диаметром 1 —1,6 мм ма-
Рок
Св-10Г2С, Св-18ХГСА, Св-ЮХМА, Св-ЮМХ
и
СивХМА.
Таблица
12
Параметры
процесса вибродуговой наплавки
деталей |
Диаметр электрод- ной прово- локи. мм |
Сварочный ток. А для диаметра проволоки |
Рабочее напряже- ние. В . для диаметра проволоки | |||
|
мини- мального |
макси- мального |
мини- мального |
макси- мального | |||
|
1.0 |
1,0— 2.0 |
75—175 |
150—300 |
17—20 |
20—24 | |
|
1.5 |
1,2—2,2 |
92—225 |
165—375 |
18—21 |
21—25 | |
|
2.0 |
1,4— 2,5 |
100—250 |
190—400 |
18—22 |
22—26 | |
|
2,5 |
1.6—2.5 |
120—300 |
190—400 |
19—23 |
22—26 | |
|
3.0 |
|
150—350 |
190—400 |
20—24 |
22—26 | |
|
Режим обработки |
Наружные |
Внутренние |
|
|
поверхности |
поверхности |
|
Сила тока. А |
300—350 |
260—300 |
|
Напряжение, В |
70—80 |
70—80 |
|
Расход азота, л/мин |
25—30 |
28—30 |
|
Расход транспортирующего газа (азота), л/мин |
2,5—3 |
3—5 |
|
Расстояние напыления.мм |
125—150 |
150 |
|
Диаметр сопла плазмотрона, мм |
5—6 |
5—6 |
|
Напыляемый материал |
ПГ-СРЗ, ПГ-СР4 |
ПЖ-5М |
|
Размер гранул порошка,мкм |
50—100 |
100—160 |
|
Расход порошка, кг/ч |
6—8 |
6—8 |
|
Скорость вращения детали, м/мин |
15—20 |
10—15 |
|
Продольная подача плазмотрона, Цм/мин |
0,3—0,5 |
0,3—0,4 |
ВОССТАНОВЛЕНИЕ
ДЕТАЛЕЙ ГАЛЬВАНИЧЕСКИМ
И ХИМИЧЕСКИМ
НАРАЩИВАНИЕМ
Технологический
процесс нанесения покрытий на де-
тали
включает: подготовку деталей к нанесению
покры-
тия, нанесение покрытия и
обработку деталей после по-
крытия.
Подготовка
деталей к нанесению покрытия
включает
следующие операции:
механическую обработку с целью
придания
поверхностям детали правильной
геометричес-
кой формы; очистку деталей
от окислов путем обработки
полировальными
кругами с пастой; предварительное
обезжиривание
деталей растворителями; монтаж деталей
на
подвесное приспособление для последующего
погру-
жения их в ванну с электролитом
и обеспечения надеж-
ного электрического
контакта с токоподводящей штангой;
изоляцию
поверхностей детали, которые не
подлежат
покрытию, кислотостойкими
материалами (лаком, плен-
ками и т.п.);
обезжиривание наращиваемых
поверхностей
электрохимической
обработкой в щелочных растворах
или
протиркой венской известью; промывку
деталей в
горячей и холодной воде с
целью удаления щелочи и кон-
троля
качества обезжиривания (вода должна
смачивать
обезжиренную поверхность);
активацию (анодную обра-
ботку)
поверхности детали с целью удаления
тончайших
окисных пленок. Перед
хромированием активацию про-
изводят
в ванне для хромирования. Детали
выдерживают
под током на аноде 30—40
с, а затем переключают на ка-
тод для
наращивания металла. При железнении
актива-
цию производят в ванне с
30%-ным раствором серной
кислоты, затем
промывают в холодной и горячей воде.
После
активации детали металл наращивают в
гальвани-
ческих ваннах.
Режимы
хромирования
определяются двумя парамет-
рами:
плотностью Дк тока и температурой 1э
электролита.
Изменяя соотношения
этих параметров, можно получить
три
вида хромовых покрытий, отличающихся
своими свой-
ствами: матовые — имеют
высокую твердость и хрупкость,
но
пониженную износостойкость; блестящие
— обладают
высокой твёрдостью и
износостойкостью ,а так же имеют
красивый
внешний вид; молочные —
характеризуются
небольшой твердостью,
хорошей пластичностью, высо-
кой
износостойкостью и хорошей
противокоррозионной
стойкостью.
Железнение
обеспечивает
эксплуатационные свой-
ства поверхности
детали путем обеспечения режима
про-
цесса.. Микротвёрдость Нм покрытия
увеличивается с
повышением катодной
плотности Дк тока и с понижени-
ем
температуры ta
электролита.
Никелирование
характеризуется следующим режи-
мом
электролиза: плотность силы тока —
5—40 А/дм2,
температура
электролита 75—95*С. Никель-фосфатные
покрытия
после нагрева до 400*С и выдержки при
этой
температуре в течение 1 часа
приобретают более высо-
кую твердость
и износостойкость и могут применяться
при
восстановлении деталей вместо
хромирования.
Меднение
наносят
при использовании раствори-
мых медных
анодов при режиме: плотность силы
тока
1—3 А/дм2
, температура электролита 18—20*С.
Цинкованием
наносят покрытие при комнатной
тем-
пературе электролита и плотности
силы тока 3—5 А/дм2.
Оксидирование
осуществляют
при температуре ра-
створа 140—145*С в
течение 40—50 мин. После такой об-
работки
детали промывают в воде. Для закрытия
пор в
покрытии его пропитывают в
машинном масле при тем-
пературе
110—115*С .
Фосфатирование
проводят в 30—35%-ном раство-
ре препарата
«Мажеф» при температуре 95—98‘С в
тече-
ние 30—50 мин. Таким способом
наносят грунт при ок-
раске деталей
кузова и улучшают прирабатываемость
деталей.
ВОССТАНОВЛЕНИЕ
ДЕТАЛЕЙ ГАЛЬВАНИЧЕСКИМ
И ХИМИЧЕСКИМ
НАРАЩИВАНИЕМ
Подготовка
деталей к нанесению покрытия
включает
следующие операции:
механическую обработку с целью
придания
поверхностям детали правильной
геометричес-
кой формы; очистку деталей
от окислов путем обработки
полировальными
кругами с пастой; предварительное
обез-
жиривание деталей растворителями;
монтаж деталей на
подвесное
приспособление для последующего
погруже-
ния их в ванну с электролитом
и обеспечения надежного
электрического
контакта с токоподводящей штангой;
изо-
ляцию поверхностей детали, которые
не подлежат покры-
тию, кислотостойкими
материалами (лаком, пленками и
т.п.);
обезжиривание наращиваемых поверхностей
элект-
рохимической обработкой в
щелочных растворах или про-
тиркой
венской известью; промывку деталей в
горячей и
холодной воде с целью
удаления щелочи и контроля каче-
ства
обезжиривания (вода должна смачивать
обезжирен-
ную поверхность); активацию
(анодную обработку) повер-
хности
детали с целью удаления тончайших
окисных
пленок. Перед хромированием
активацию производят в
ванне для
хромирования. Детали выдерживают под
током
на аноде 30—40 с, а затем переключают
на катод для на-
ращивания металла.
При железнении активацию произво-
дят
в ванне с 30%-ным раствором серной кислоты,
затем
промывают в холодной и горячей
воде. После активации
детали металл
наращивают в гальванических ваннах.
Режимы
хромирования
определяются двумя парамет-
рами:
плотностью Дк тока и температурой ta
электролита.
Изменяя
соотношения этих параметров, можно
получить
три вида хромовых покрытий,
отличающихся своими свой-
ствами:
матовые — имеют высокую твёрдость и
хрупкость,
но пониженную износостойкость;
блестящие — обладают
высокой твёрдостью
и износостойкостью, а так же имеют
красивый
внешний вид; молочные — характеризуются
не-
большой твёрдостью, хорошей
пластичностью, высокой
износостойкостью
и хорошей противокоррозионной
стой-
костью.
Железнение
обеспечивает эксплуатационные свой-
ства
поверхности детали путем обеспечения
режима про-
цесса.. Микротвёрдость Нм
покрытия увеличивается с
повышением
катодной плотности Дк тока и с понижени-
ем
температуры ta
электролита.
Никелирование
характеризуется
следующим режи-
мом электролиза:
плотность силы тока — 5—40 А/дм2,
температура
электролита 75—95*С. Никель-фосфатные
покрытия
после нагрева до 400’С и выдержки при
этой
температуре в течение 1 часа
приобретают более высо-
кую твёрдость
и износостойкость и могут применяться
при
восстановлении деталей вместо
хромирования.
Меднение
наносят при использовании растворимых
медных
анодов при режиме: плотность силы тока
1 —3 А/дм2,
температура
электролита 18—20*С.
Цинкованием
наносят покрытие при комнатной
тем-
пературе электролита и плотности
силы тока 3—5 А/дм2.
Оксидирование
осуществляют при температуре ра-
створа
140—145‘С в течение 40—50 мин. После такой
об-
работки детали промывают в воде.
Для закрытия пор в
покрытии его
пропитывают в машинном масле при
тем-
пературе 110—115*С .
Фосфатирование
проводят в 30—35%-ном раство-
ре препарата
«Мажеф» при температуре 95—98’С в
тече-
ние 30—50 мин. Таким способом
наносят грунт при ок-
раске деталей
кузова и улучшают прирабатываемость
деталей.
Обработка
деталей после нанесения покрытия
вклю-
чает следующие операции: промывку
деталей в холодной
и горячей воде от
остатков электролита; нейтрализацию
в
содовом растворе; демонтаж с подвесного
приспособ-
ления; удаление изоляции;
механическую обработку до
требуемого
размера.
ВОССТАНОВЛЕНИЕ
ДЕТАЛЕЙ ПОЛИМЕРНЫМИ
И СИНТЕТИЧЕСКИМИ
МАТЕРИАЛАМИ
В
последние годы при производстве и
ремонте авто-
мобилей получили широкое
применение различные виды
синтетических,
полимерных, композиционных материалов
и
пластических масс на их основе. При
этом используются
физические и
химические процессы взаимодействия
ре-
монтных материалов с восстанавливаемыми
деталями.
МЕТОДЫ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ АВТОМОБИЛЕЙ
С
ПРИМЕНЕНИЕМ АНАЭРОБНЫХ МАТЕРИАЛОВ
Анаэробные
материалы представляют собой жидкие
или
вязкие композиции, способные длительное
время
оставаться в исходном состоянии
и быстро отверждать-
ся в зазорах
между сопрягаемыми металлическими
по-
верхностями. Отверждение наступает
при нарушении кон-
такта с кислородом
воздуха; иными словами, продукт
твердеет
не на воздухе, а при его отсутствии.
Способность
анаэробных материалов заполнять
мик-
ронеровности и микротрещины на
рабочих поверхностях
деталей, зазоры
в сопряжениях деталей, фиксировать
взаимное
положение деталей с различными видами
со-
единений (резьбовыми, фланцевыми,
с гладкими повер-
хностями), быстрое
отверждение с образованием проч-
ного
соединения, устойчивость к агрессивному
влиянию
окружающей среды (влаге,
нефтепродуктам, перепаду
температуры)
— обеспечили возможность создания
ка-
чественно новой технологии ремонта
автомобилей.
Анаэробные
герметики нашли широкое применение
для
пропитки пористого литья, сварных
швов, прессованных
изделий, контровки,
стопорения резьбовых соединений,
фиксации
подвижных соединений, уплотнения
резьбовых и
фланцевых соединений.
Анаэробные
герметики не чувствительны к воздей-
ствию
воды, минеральных масел, топлив,
растворителей.
Эти материалы в
большинстве своем не токсичны, не
ока-
зывают отрицательного воздействия
на окружающую сре-
ду и обеспечивают
надёжную антикоррозионную защиту
уплотняемых
деталей. Важнейшим преимуществом
ана-
эробных герметиков является
возможность их примене-
ния в сопряжениях
деталей из любых материалов в раз-
личных
сочетаниях при допусках от -0,2 до +0,6 мм.
После
отверждения они сохраняют
десятилетиями высокие
прочностные
и усталостные характеристики,
обеспечива-
ют 100% контакт сопрягаемых
деталей, выдерживают тем-
пературу
от минус 60 до плюс 250’С и давление до
35 Мпа.
Анаэробные материалы надежно
герметизируют фланце-
вые соединения,
фиксируют и уплотняют резьбы на
шпильках,
болтах, гайках, на фитингах трубопроводов.
Современные
синтетические материалы, так называе-
мые
жидкие прокладки, предназначены для
герметизации
неподвижных разъемных
соединений вместо твердых про-
кладок
или в сочетании с ними. Ремонте применением
жид-
ких прокладок основан на сшивании
молекул полимера.
Этим
методом можно уплотнять и
герметизировать
резьбовые, заклепочные,
комбинированные соединения,
а также
обеспечивать посадки подшипников.
Жидкие про-
кладки могут применяться
и для склеивания деталей из
различных
материалов при ремонте автомобилей.Обработка
деталей после нанесения покрытия
вклю-
чает
следующие
операции: промывку деталей в холодной
и
горячей воде от остатков электролита;
нейтрализацию
в
содовом
растворе; демонтаж с подвесного
приспособ-
ления;
удаление
изоляции; механическую обработку
до
требуемого размера.Технологический
процесс нанесения покрытий на де-
тали
включает: подготовку деталей к нанесению
покры-
тия, нанесение покрытия и
обработку деталей после по-
крытия.
|
Вязкость состава к 10, м/с |
100-150 |
150-500 |
500-800 |
1000-1500 |
свыше 5000 |
|
Величина зазора, мм |
до +0,15 |
0,05-0,20 |
0,06-0,25 |
0,10-0,45 |
0,25-0,60 |
|
Таблица
15
Физико-механические
свойства анаэробных составов
Перечисленные
анаэробные составы могут контак
тировать
с различными жидкими и газообразными
сре
дами
в широком диапазоне температур и
давлений. Гер
метики марок Унигерм-2М,
Унигерм-11, Анатерм-бк
способны
отверждаться при пониженных температуря'
(до
-10*С). Анатерм-8К малочувствителен к
замасляной
поверхности.
Анатерм-1
отверждается в зазорах, трещинах
метал-
лических изделий при температуре
20—25*С за 24 часа
Рабочий диапазон
температур отремонтированного
со-
пряжения от -60*С до +150*С.
Анатерм-1
У — универсальный герметик
ускоренного
отверждения. Набор
рабочей прочности при температу-
ре
20-25*С происходит в течении 1 -5 часов.
Диапазон ра-
бочих температур
герметизированного изделия от-196‘с
до
+250‘С.
Таблица
16
Физико-механические
свойства
анаэробных герметиков |
Вязкость, МПа |
Прочность на срез, МПа |
Прочность на сдвиг, МПа |
Рабочая 1 темпера-1 тура,°С 1 |
|
Анатерм-бК |
15000— 30000 |
10-12 |
12—15 |
-60...+100 |
|
Анатерм-8К |
15000— 30000 |
10—15 |
2-4 |
-60+300 |
|
Анатерм-501 |
100000— 250000 |
4—7 |
2—4 |
-60...+150 |
|
Унигерм-7 |
100—200 |
20—25 |
10-15 |
—60...+1501 |
|
Перед
нанесением анаэробного герметика
поверхно-
сти подлежащие сборке
деталей тщательно очищаются.
Для
обезжиривания поверхности изделия
протирают
смоченными в растворителе
тампонами из хлопчатобу-
мажной
ткани, промывают с помощью кисти,
окунанием
или заливкой.
Детали
после гальванического покрытия можно
гер-
метизировать без предварительного
обезжиривания.
Неметаллические
материалы, отличающиеся большой
пористостью,
не обезжириваются, а зачищаются
шкуркой
(ГОСТ 5009-75 или ГОСТ 6456-75).
Остающуюся на повер-
хности пыль
удаляют. При необходимости после
обезжи-
ривания (зачистки) на одну
из сопрягаемых поверхнос-
тей мягкой
кистью наносят тонкий слой активатора
с
последующей выдержкой деталей
при температуре 15—
35°С в течение
10—20 мин. (до полного высыхания). Вре-
мя
между нанесением активатора и
анаэробного состава
не должно
превышать 8 часов. Если исключить
возмож-
ность загрязнения обработанных
активатором деталей
(маслом, пылью
и т.п.), можно наносить герметик
через
7—10 суток.
Применение
специальных активаторов
обеспечивает
отверждение герметиков
при температуре ниже 0*С:
К
— 101М — прозрачная жидкость без
механических при-
месей, время
отверждения анаэробного герметика
—
24 часа.
КВ
(КС) — жидкость светло-желтого или
желтого цвета,
обеспечивает
отверждение анаэробных герметиков
в те-
чении 6 часов, остаток после
испарения в течении одно-
го часа
при 100*С не менее 4,8% (2,7%).
Таблица
17
Анаэробные
материалы для резьбовых соединений |
УГ-2М |
УГ6 |
УГ11 |
АН- 5МД |
АН-6К |
АН-8К |
AH- 17 |
AH- 17M |
АН-18 | |
|
Резьба (мах) |
М20 |
М20 |
М12 |
М20 |
М36 |
М36 |
М36 |
М36 |
М36 | |
|
Темпера- тура, 'С |
-60.. .+150
|
| ||||||||

|
Марка |
УГ-7 |
УГ-8 |
УГ-9 |
АН-6В |
АН-103 |
АН-111 |
АН-112 |
|
Зазор (мах), мм |
ОД , |
0,35 |
0.2 |
0,3 |
0.2 |
0,25 |
0,15 |
|
Темпера- тура, "С |
-60...+150 |
-60... +120 |
-60... +150 |
-60... +175 | |||
|
Таблица
19
Анаэробные
материалы для фланцевых соединений |
АН-8 |
АН-8К |
АН-17 |
АН-17М |
АН-18 |
АН-501 |
|
Зазор (мах), мм |
0,15 |
0,15 |
0,1 |
0,1 |
0,1 |
0,2 |
|
Температура, "С |
-60...+150 | |||||
|
ГЕРМЕПвЛЦИЯ
МИКРОДЕФЕКТОВ: МИКРОТРЕЩИН, МИКРО
ПОР
Клеевые
технологии восстановления
Ремонт
с применением клеевых материалов
Таблица
20
Акриловые
клеи для прочного склеивания |
АН-103 |
АН-111 |
АН-105АБ |
АН-106АБ |
АН-110АБ |
КВ-401 |
|
Время схва- |
15-20 |
5-10 |
2-3 |
2-3 |
15-90 |
10-20 |
|
тывания |
мин |
мин |
мин |
мин |
сек |
сек |
|
Прочность, Мпа |
30 |
30 |
30 |
35 |
30 |
5 |
|
Темпера- |
-60... |
-60... |
-60... |
-60... |
-60... |
-40... |
|
тура, °С |
+120 |
+150 |
+150 |
+175 |
+150 |
+80 |
|
Таблица
21
Цианакриловые
клеи быстрого отверждения |
ТК-200 |
ТК-201 |
ТК-300 |
КМ-200 |
миг |
|
Время схватывания, мин |
1 |
1 |
1 |
1 |
3 |
|
Температура, °С |
+125 |
+125 |
+100 |
+100 |
+200 | |
Метод
холодной молекулярной сварки (ХМС)
Из
клеевых материалов зарубежного
производства
большими возможностями
для восстановления деталей
автомобилей
обладают:
«MOLYKOTE
АР»-
универсальный силиконовый клей-
герметик,
обеспечивающий прочное соединение
деталей
в рабочем диапазоне температур
от -50 до +220‘С;«Silicon
АР»
1945548 — кремнийорганический белый
си-
ликоновый каучук;«Silicon
АР»
1945505 — кремнийорганический прозрач-
ный
силиконовый каучук;«Silicon
АР»
2404559 — кремнийорганический силико-
новый
каучук черного цвета.Перечисленные
материалы, производимые фирмой
MOLYKOTE,
применяются
для склеивания деталей из ме-
таллов,
стекла, резины, натуральных и синтетических
во-
локон, большинства видов пластмасс.Клеевые
материалы не только обеспечивают
возмож-
ность прочного соединения
деталей из различных материа-
лов, но
также уплотняют зазоры и трещины;
герметизируют
фонари, окна, шланги и
патрубки; изолируют электрические
контакты;
устраняют вибрацию и шум; применяются
для из-
готовления уплотнений и
прокладок любой формы.
яв-
ляется новым и перспективным
способом восстановле-
ния деталей
автомобилей. Сварной шов формируется
с
помощью специально разработанных
ремонтно-компози-
ционных материалов:
«Реком», «Пластметалл» и др.Материалы,
применяемые для ХМС представляют
собой
металлизированные композиции,
состоящие на 70—80% из
дорогостоящих
мелкодисперсных металлов (никель,
хром,
цинк) и специально подобранных
олигомеров, образующих
при отверждении
трехмерные полимерные сетки
повышенной
прочности, использующих
поверхностную энергию любых
материалов.
Эти материалы не следует путать с
эпоксидными
составами и клеями, так
как они обладают свойствами метал-
лов
и легко подвергаются механической
обработке.Технология
ХМС не требует термического или
меха-
нического воздействия на
восстанавливаемую поверх-
ность,
проводится на воздухе без какой-либо
защитной сре-
ды и специального
технологического оборудования, что
|
Наименование показателей |
«Уни- |
«Кера- |
«УНИ- |
«Ре- |
|
|
версал» |
мик-т» |
РЕМ» |
ком-Б» |
|
Плотность, кг/куб. М |
2200 |
1600 |
|
2140 |
|
Время схватывания |
|
|
|
|
|
— при 20°С, мин |
50 |
— |
3—4 ч |
30 |
|
—при 150°С, мин |
10 |
40 |
|
5 |
|
Прочность при сжатии, МПа |
52 |
56 |
90—110 |
Не ме- нее 100 |
|
Прочность при изгибе, МПа |
|
|
|
70 |
|
Прочность при сдвиге, МПа |
14 |
20 |
|
Не ме- нее 20 |
|
Прочность при растяжении, МПа |
|
— |
|
45 |
|
Твердость по Бринелю, МПа |
1,4 |
1,8 |
100-150 |
10—12 |
|
Рабочая температура, °С |
-70 ДО +200 |
-50 до +180 |
-200 до +150 |
-70 до +150 |
|
Коэффициент трения в масле |
|
|
|
0,06 |
Наряду
с механической обработкой
затвердевшего
композита возможно
формирование геометрии рабочей
поверхности
восстанавливаемой детали в период
плас-
тического состояния композиционных
материалов. Для
этого используют
сопрягаемую деталь, смазанную
раз-
делительным составом. Материал
«Ре ком-Б» по уровню
свойств превосходит
зарубежные аналоги.
Базовый
состав является основой для разработки
ма-
териалов, обладающих специальными
свойствами:
Реком-В — адгезией к
влажной поверхности;
Реком-М
— адгезией к замаслянной поверхности;
Реком-Ж
— повышенной термостойкостью;
Реком-И
— повышенной износостойкостью;
Реком-0
— для использования при отрицательных
тем-
пературах в полевых условиях;
Реком-супер—композит
нового поколения с адгезией к сталь-
ной
поверхности до 35 МПа. (Зарубежных
аналогов не имеет).
Материал
«УНИРЕМ» успешно применяется при
ремон-
те радиаторов систем охлаждения
двигателей, блоков ци-
линдров.
трубопроводной арматуры, а также
глушителей.
ТЕХНОЛОГИЯ
ПРИМЕНЕНИЯ МАТЕРИАЛОВ ДЛЯ
ХОЛОДНОЙ
МОЛЕКУЛЯРНОЙ СВАРКИ.
ПОДГОТОВКА ПОВЕРХНОСТЕЙ
Поверхность
детали должна быть предварительно
очи-
щена
ручным или механизированным инструментом.
В пер-
вом случае используют шабер,
напильник, кард-щетку, наж-
дачную
шкурку; во втором — электро- или
пневмоинструмент,
на шпиндель которого
закрепляют шлифовальные диски на
фибровой
основе, проволочные щетки, шарошки и
т.д.
В
производственных условиях для очистки
и подготов-
ки поверхностей таких
деталей, как блок цилиндров, кар-
тер,
головки цилиндров и других корпусных
деталей при-
меняют дробеструйные
аппараты. Детали из алюминия,
его
сплавов и других легких материалов
обрабатывают в
гидропескоструйных
установках.
Затем
производится обезжиривание
поверхности
детали одним из выше
описанных способов.
НАНЕСЕНИЕ
ПОКРЫТИЯ ХМС
Полимерные
композиции могут быть приготовлены
вруч-
ную или механизированным
способом. Отвердитепь вводят
в смесь
при тщательном ее перемешивании в
течение 4—5
мин., непосредственно
перед употреблением состава.
Ре-
комендуется готовить состав
порциями по 50—100 гр. на
металлических,
эмалированых или облицованных
полиэти-
леном поддонах, имеющих
большую поверхность и малую
высоту
стенок. Толщина слоя в поддоне не должна
превы-
шать 10 мм. Срок технологической
пригодности состава не
более 30 мин.,
после чего он теряет пластичность.
Ремонт
методом ХМС производят в хорошо
вентили-
руемом помещении, имеющем
местные отсосы воздуха,
подключаемые
к вытяжной вентиляционной системе.
На
подготовленную поверхность
металлическим шпателем
наносят
композицию, тщательно втирая её во все
неров-
ности и зазоры, образованные
между наращиваемой по-
верхностью
детали и стенкой формы. Чтобы клеевая
ком-
позиция не приставала к рабочим
поверхностям формы,
их покрываю
разделительным слоем специального
со-
става. В качестве разделительного
состава применяют
двухпроцентный
раствор полиизобутилена в бензине.
На
рабочем месте деталь устанавливается
так, чтобы восста-
навливаемая
поверхность находилась в
горизонтальной
плоскости. В отдельных
случаях, чтобы предупреждать оте-
кания
композиции с наклонной поверхности
детали, на нее
накладывают бумагу.
Чтобы состав не затекал в гладкие
или
резьбовые отверстия, их закрывают
резиновыми или де-
ревянными пробками,
обернутыми бумагой. Щели запол-
няют
пластилином. Если состав наносят с
целью наращи-
вания изношенной
поверхности, то предусматривают
припуск
0,15—0,20 толщины наращиваемого слоя на
пос-
ледующую механическую обработку.
МЕХАНИЧЕСКАЯ
ОБРАБОТКА МАТЕРИАЛОВ ХМС
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ
ЭФФЕКТИВНОСТЬ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
И УЗЛОВ АВТОМОБИЛЯ
При
нанесении на детали компонентов Реком-Б
сле-
дует иметь в виду, что отверждение
композиции начина-
ется с момента
введения в его состав отвердителя.
Жиз-
ненность композиции (под этим
термином понимается
длительность
сохранения агрегатного состояния
ком-
позиции, удобного для ее
использования) составляет
30 мин., а
отверждение происходит при комнатной
тем-
пературе в течении суток.Термообработка
композиции при температуре 50—
100*С
приводит к повышению ее прочностных
характери-
стик, вследствие чего может
быть рекомендован следу-
ющий режим
отверждения. При температуре 20*С —
часа,
а затем при 80‘С — 3 часа.При
обработке восстанавливаемых деталей
на металло-
режущих станках для
охлаждения резца и удаления
стружки
применяют сжатый воздух.
Из-за скольжения инструмента
по
обрабатываемой поверхности применять
охлаждающие
жидкости не рекомендуется.
Во избежание выкрашивания
материала
деталей и отклонения их размеров режущие
кром-
ки инструмента должны быть
острозаточенными. Износ ре-
жущего
инструмента при обработке полимеров
может быть
значительно больше, чем
при обработке металлов, из-за
нео-
днородности и образивного действия
наполнителей. Обыч-
но режущий
инструмент применяют из быстрорежущей
ста-
ли и твердых сплавов. Следует
учитывать свойства
обрабатываемого
материала и соответственно применять
тот
или иной режущий инструмент,
обеспечив необходимые углы
заточки
и режимы обработки. Отверстия в деталях
из поли-
меров после сверления несколько
сужаются. Поэтому свер-
ла и метчики
следует выбирать на 0,5—0,15 мм больше
тре-
буемого по чертежу диаметра
отверстия или резьбы.Шлифование
полимеров выполняют на бесконечных
наж-
дачных полотнах и образивными
кругами на шли-
фовальных станках со
скоростью 25—40 м/с. Рекомендует-
ся
применять круги диаметром 300—500 мм,
толщиной 8—9
см, набарнные из плотных
полотняных, суконных и фланеле-
вых
кружков. Эти круги смазываются пастой
из тонкоизмель-
ченной пемзы с водой.
С помощью технологии ХМС можно
успешно
заделывать трещины
на поверхностях деталей.Различают
короткие (до 150 мм) и длинные (более
150
мм) трещины, а также трещины на
тонколистовых и
толстостенных деталях.Применяются
несколько способов заделки трещин.
Операции
по заделке трещин выполняются в
следующей
последовательности:
определить
границы трещины с помощью лупы
8—10-
кратного увеличения и просверлить
на ее концах отвер-
стия диаметром
2—3 мм;снять
фаску под углом 60 градусов на глубину
2—3 мм
вдоль трещины по всей ее длине.
Фаску с углом 90—120
градусов не
рекомендуется применять. При длине
трещин
30—50 мм фаску можно не снимать;зачистить
поверхность на расстоянии 25—30 мм по
обе
стороны трещины до металлического
блеска. Для этой цели
рекомендуется
использовать обдирочно-шлифовальный
станок
с гибким валом или шлифовальные машины
УПМ-1,
И-44 или ПШМ-08-60, а также напильник,
шабер и т.д.;очищенный
участок и трещину обезжирить ацетоном
с
помощью тампона или кисти. Просушить
обезжиренный
участок при температуре
20'С в течении 5—10 мин.;нанести
композицию Реком на подготовленную
поверх-
ность и тщательно ее растереть.
Целесообразно, чтобы по-
верхность
детали находилась в горизонтальном
положении;наложить
накладку из стеклоткани так, чтобы она
перекры-
вала трещину на 15—20 мм, и
прикатать ее роликом или при-
жать
шпателем для удаления пузырьков
воздуха. Стеклотка-
невая накладка,
предварительно очищенная путем
кипячения
в воде в течение 2—3 часа,
обезжиривается ацетоном. При
длине
трещин до 30 мм накладку можно не
применять;
нанести
соответствующий состав композиции
Реком на
стеклоткань ровным слоем;—наложить
второй слой стеклоткани так, чтобы он
пере-
крывал по контуру первый на 5—10
мм;
нанести
слой композиции Реком. Не допускается
нали-
чие не покрытых композицией
мест стеклотканевой на-
кладки.
Количество наносимых слоев стеклоткани
зависит
от длины трещины, однако не
целесообразно наносить
более трех
слоев. Подтеки композиции снять
шпателем;отвердить
композицию при комнатной температуре
или
смешанным способом — сначала
при комнатной темпера-
туре, а затем
при повышенной (80*С). Время начала
прогре-
ва должно выбираться таким,
чтобы оно обеспечило частич-
ное
отверждение композиции. Это условие
выполняется,
если время от начала
введения отвердителя до начала
про-
грева будет больше, чем время
схватывания. Время схва-
тывания
композиции Реком составляет 30 мин. Не
допуска-
ется резкий нагрев детали
сразу после нанесения
композиции,
так как это приведет к стеканию
композиции,
получению неравномерного
ее состава и непроклеям;после
отверждения зачистить подтеки и наплывы
соста-
ва, проверить качество заделки
трещины внешним осмот-
ром. Отставание
накладок от поверхности не допускается;испытать
деталь на гидравлическом стенде
давлением
воды 3-4 кгс/см2
в течение 2 мин. Подтекание воды
через
заделанную трещину не допускается.Детали,
имеющие пробоины,
ремонтируются с помо-
щью композиции
Реком-Б путем установки специальных
накладок.При
небольших пробоинах (диаметр до 25 мм)
накладки
изготавливают из стеклоткани,
при диаметре более
25 мм и плоских
стенках детали применяют
металлические
пластины. При небольших
пробоинах пластины могут быть ук-
реплены
винтами или с помощью дополнительны
сверлений в
стенке корпуса, куда
проникает ремонтная композиция и
пос-
ле отверждения обеспечивает
прочную заделку пробоины.Операции
по нанесению и отверждению
полимерных
составов проводят
аналогичным образом, как и случае
за-
делки трещин на деталях. При заделке
больших пробоин с
помощью металлических
заплат необходимо обращать
внимание
на плотность прилегания заплат к детали.
При
оценке технико-экономической
эффективности
ремонта машин, агрегатов
или деталей необходимо коли-
чественно
учитывать три производственных фактора:
уро-
вень качества ремонта, уровень
организации ремонтной
технологии и,
наконец, объем ремонтных затрат,
форми-
рующихся при этом. В связи с
тем, что результаты оценки
эффективности
ремонта используются для сравнительно-
го
анализа восстановления автомобилей
(сборочных еди-
ниц или деталей) разных
моделей; функционирования
различных
ремонтных предприятий, то названные
три
фактора учитываются через
относительные количествен-
ные
показатели. Уровень качества — через
относитель-
ный ресурс, KR
=
RKp/RH)
где
RH
и
RKp
—
наработки (норма-
тивы наработок) до
первого капитального и между
капитальными
ремонтами, см. табл. 23. Объем ремонт-
ных
затрат — через относительные ремонтные
расходы,
Кс
= Цкр/Цн, где Цн
и
Цкр стоимость, соответственно, нового
и
капитально отремонтированного изделия.
Уровень орга-
низации ремонтной
технологии может оцениваться несколь-
кими
показателями: относительным числом
восстанавли-
ваемых деталей по каждой
марке ремонтируемого изделия
Кеос =
пв/
Nqi
где
ns
и
Nq
количество
типов деталей многора-
зового
использования и восстанавливаемых
деталей, коэф-
фициент сменности
(средняя величина) деталей и узлов
Ксм.
Относительная трудоемкость восстановления
деталей

|
Параметр |
ТЭ |
кэ |
|
Объект деятель ности |
- Подвижной состав |
Груз, пассажир |
|
Состояние объ- екта |
Надежность, работоспо- собность, экономичность и экологичность автомобиля |
Местонахождения груза 1 или пассажира |
|
Структура и ма- териальная ос- нова |
Производственно- техническая база |
Транспортная сеть, под- вижной состав |
|
Инструмент |
Средства механизации, диагностики, ремонта, контроля и учета |
Подвижной состав, сред- ства регулирования и уче- та движения, механизации погрузочно-разгрузочных работ и др. |
|
Технология |
По видам работ ТО и Р |
По видам перевозок и гру- зов |
|
Основной опера- тор — исполни- тель |
Ремонтный рабочий |
Водитель |
|
Входящий поток требований |
На ТО и Р |
Требования клиентуры на перевозки |
|
Показатели эффективности функционирова- ния |
Уровень работоспособно- сти парка, затраты на под- держание работоспособ- ности парка, производи- гельность труда персонала г 1 экологичность |
Скорость и продолжитесь- ность доставки, сохран- юсть груза, комфорта- бельность пассажирских перевозок, регулярность движения, себестоимость перевозок, производитель- ность труда персонала, производительность авто- мобиля, экологичность пе- ревозочного процесса и др. |

|
Параметр |
ТЭ |
КЭ |
|
Факторы, влияющие на показатели эф- фективности |
Система и организация ТО и Р. Производственная база. Обеспеченность квалифи- цированным персоналом. Конструкция и состояние автомобиля. Система снабжения и ре- зервирования. Условия эксплуатации и др. |
Вид и условия перевозок. Вид груза. Структура парка. Обеспеченность квалифи- цированным персоналом. Организация перевозочно- го процесса. Система правил перевозок для них и т.п. |
|
Временные ог- раничения |
Соотношение рабочего и нерабочего времени авто- мобиля и производствен- ной базы. Продолжитель- ность обслуживания авто- мобиля и др. |
Соотношение рабочего времени предприятий клиентов и предприятий автомобильного транс- порта. Расписание движе- ния. Норма времени на доставку грузов и др. |
Рис.
1. Контур управления ПРИНЦИПЫ
ПРОГРАММНО-ЦЕЛЕВОГО
УПРАВЛЕНИЯ ТЭА
Собственно
управление начинается с получения и
об-
работки информации о состоянии
системы, на основе ко-
торой принимается
решение, за которым следует дей-
ствие,
переводящее управляемую систему из
одного
состояния в другое, желаемое,
состояние.
Под
информацией (лат. informatio
-
разъяснение, из-
ложение, осведомленность)
понимается наличие опреде-
ленных
сведений, данных, знаний о системе,
получаемых
лицом, принимающим решение,
от источника информации.
Например,
наличие информации о причинах отказов
и про-
должительности простоев
автомобилей позволяет выявить
цехи
или участки АТП, улучшение работы
которых окажет
1.
Определение цели (1,10),
Взаимодействие
ТЭА и коммерческой эксплуатации
(КЭ)
имеет несовпадающие, но и неантагонистические
ин-
тересы. Различие интересов носит
тактический и страте-
гический
характер. Тактическими различиями
будем на-
зывать различия, связанные
с данным, конкретным
рабочим днем.
Они разрешаются оперативным (суточ-
ным)
управлением. Различия стратегические
— это раз-
личия, связанные с
распределением основных и оборот-
ных
фондов, и их разрешение осуществляется
на основе
годового и перспективного
планирования.Коммерческая
эксплуатация заинтересована в том,
чтобы
ежедневная готовность автомобилей и
водителей
соответствовала бы объему
транспортной работы на дан-
ный день.
Однако, вследствие колебаний объемов
требу-
емой транспортной работы, она
вынуждена ежедневно
изменять
количественный и качественный состав
привле-
каемых к работе автомобилей
и водителей.При
этом, безусловно, КС заинтересована в
том, что-
бы надежность выпущенных на
линию автомобилей была
не ниже
некоторой объективной, допустимой
величины.ТЭА
заинтересована в том, чтобы объемы
ремонтных
работ, подаваемые ежедневно
в ТО и ремонт, были при-
мерно постоянными
и соответствовали производствен-
ным
мощностям вне зависимости от колебаний
спроса наавтотранспорт.
Наличие значительных колебаний вобъе
мах
заявленных работ приводит, с одной
стороны, г
г/г
стоям
рабочих, а с другой стороны, к
«штурмовщине,
снижению качества
ремонта, и, следовательно, надежиг
сти
автомобилей.Компромисс
в условиях данных тактически/
протиео-
речий разрешается центральной
комллексирующей поп- '
системой
(руководством предприятия) на основе
текуще-
го анализа состояния показателей
оценки эффективности
системы.
Тактические противоречия в рамках
техничес-
кой службы связаны с
распределением объемов работ по
отдельным
производственным подразделениям.Стратегические
противоречия определяются распре-
делением
капиталовложений между КЭ и ТЭА, а также
со
стратегией расходования этих
капиталовложений в реа-
лизацию
различных технологических процессов
и орга-
низационных мероприятий.В
реальных условиях тактические и
стратегические
противоречия во многих
случаях усиливаются, так как на
систему
связей и отношений между
функциональными
подсистемами АТП,
обеспечивающими гарантированную
доставку
грузов, оказывают постоянное воздействие
мно-
жество отрицательных факторов
(неудовлетворительная
информационная
подготовка перевозок, неорганизован-
ность
клиентуры, значительные колебания
ежедневного
выпуска автомобилей на
линию, неблагоприятные дорож-
ные и
климатические условия, недостаточная
квалифика-
ция водительского персонала
и т.д.)В
общем, виде управление определяется
как функция
системы, ориентированная
на сохранение ее основных
качественных
показателей в условиях изменения
среды
или выявление и реализацию
некоторой программы,
обеспечивающей
устойчивость функционирования,
дос-
тижения системой поставленной
цели (целей). Если при
этом достигается
улучшение состояния системы, то
уп-
равление называется рациональным,
а при достижении
оптимального состояния
— оптимальным.Управление
является важнейшей функцией ИТС
авто-
мобильного транспорта. Хотя
содержание, аппарат и ме-
тоды,
применяемые при управлении, меняются
в зависи-
мости от его уровня (руководство
бригадой, участком,
цехом, предприятием,
группой предприятий или отрас-
лью),
существо управления, его технология
имеют ряд
общих черт на всех уровнях.
наибольшее
влияние на повышение коэффициента
техни-
ческой готовности и линейную
безотказность.К
основным этапам управления (рис. 1.)
относятся :
стоящей перед управ-
ляемой системой
или подсистемой (отраслью, АТП, це-
хом,
участком, бригадой). Целью системы
является ее
возможное будущее
состояние, достижимое при помощи
определенных
действий, являющихся следствием
приня-
тых решений.От
правильного определения цели и задач
во многом
зависят и выбираемые
средства, причем цель подсистемы
должна
увязываться с целью системы более
высокого ран-
га. Например, цели каждого
цеха или участка АТП должны
быть
определены так, чтобы обеспечить
техническую ис-
правность автомобилей
заданного числа и номенклатуры.
Получение
объективной информации (2)
Обработка
(3) и анализ информации (4)
Принятие
решений (5)
Рис.
2. Схема процесса принятия решений
Придание
решению нормативной формы (6) и
его
доведение до исполнителей (7)
Реализация
решения (8)
Получение
реакции (отклика) (9)
ОБЪЕКТЫ
УПРАВЛЕНИЯ ТЭА

Следовательно,
постановка цели и ее реализация
должны
рассматриваться в рамках
программно-целевого подхода.
о со-
стоянии системы и действующих
на нее внешних факто-
ров. При разработке
мероприятий, направленных, напри-
мер,
на повышение коэффициента
технической
готовности парка, подобной
информацией будут сведе-
ния
об
эксплуатационной надежности автомобилей;
дан-
ные о наиболее характерных
отказах, вызывающих про-
стои
автомобилей в рабочее время, особенно
на линии;
сведения о причинах и
продолжительности простоев и
т.д.
Внешними факторами в данном
случае будут условия эк-
сплуатации,
организация материально-технического
снабжения
и др.,
т.е. оценка
ее представительности,
точности, полезности и стоимости.Такой
анализ необходим, во-первых, потому,
что ин-
формация, как правило, носит
выборочный характер, т.е.
по состоянию
части элементов (выборке) судят о
состоя-
нии всех элементов (генеральной
совокупности). Во-вто-
рых, любое
увеличение выборки повышает точность,
но
увеличивает стоимость и время
получения информации,
а также затягивает
принятие решения.
в соответствии с целями
системы,
полученной и обработанной информацией.
Под
решением понимается выбор на
основании установленных
критериев
из многих, одной или нескольких
альтернатив
развития, существенно
изменяющих состояние системы.
Например,
изменение работоспособности парка
возмож-
но в результате совершенствования
качества ТО и Р, повы-
шения квалификации
персонала, улучшения ПТБ и
других
мероприятий. Блок — схема
процесса принятия решений
приведена
на рис. 2.
.
На этом этапе важной яв-
ляется форма
передачи решения, исключающая двоякое
тол-
кование его смысла, сроков
выполнения и т.д. Наиболее це-
лесообразной
формой является норматив,
обеспечивающий
эффективное управление
и поэтапный контроль его выпол-
нения.
Под нормативом понимается количественное
или ка-
чественное упорядочение или
регламентация процесса и
цели принятия
решения. В технической эксплуатации
к нор-
мативу относится как конкретная
норма, в соответствии с
которой
планируются или выполняются какие-либо
работы,
например периодичность или
трудоемкость выполнения опе-
раций
технического обслуживания, расход
запасных частей
и др., так и указания
о порядке принятия и выполнения
конк-
ретных решений, излагаемые в
стандартах, положениях, тех-
нологиях,
руководствах, приказах и других
документах.,
например обновление
парка, реконструкция
производственной базы, введение
хозрасчета,
новой системы морального и
материального
поощрения ремонтных
рабочих, направление автомобиля
в
ремонт и др.
системы в виде
новой информации
(обратная связь), которая снова
об-
рабатывается, анализируется и на
ее основе достигают-
ся цели и при
необходимости принимается новое
реше-
ние или корректируется прежние.Таким
образом, реальное управление носит
много-
этапный (итеративный) характер,
когда к цели система,
как правило,
приходит не за один, а за несколько
шагов,
последовательно корректируя
действия с учетом достиг-
нутых
результатов.Обычно
указывается на два крайних метода
управле-
ния — реактивное и
программно-целевое. Планирование
при
реактивном методе осуществляется перед
началом
или в процессе действия,
решения принимаются без ана-
лиза
возможных альтернатив и часто меняются,
являясь
своего рода реакцией на
текущие события. Реактивное уп-
равление
не эффективно, не учитывает даже
ближайшей
перспективы, часто приводит
к существенным просчетам.В
общем виде сущность программно-целевого
управ-
ления заключается в четком
определении конечной цели
и объединении
в форме программы всех видов деятель-
ности
для достижения этой цели.Программы
делятся на целевые, носящие, как
прави-
ло, социально-экономический
характер (программы ка-
питального
строительства, защиты окружающей
среды),
и ресурсные, являющиеся
обеспечивающими программа-
ми.
Некоторые программы являются
промежуточными.
Техническая
эксплуатация подвижного состава
пред-
ставляет собой сложную систему.
Эта система объединяет
в единую
технологическую цепь все стадии
автотранспорт-
ного производства,
начиная от профессиональной подго-
товки
водителей, ремонтных рабочих и завершая
выпуском
на линию технически исправного
подвижного состава и под-
готовленного
к транспортной работе водителя.В
сферу ТЭА попадает также контроль за
выполнением
экологических требований
и правил технической эксплуа-
тации
автомобилей при выполнении транспортной
работы.Все
технологические звенья цепи рассматриваемой
си-
стемы являются объектами управления.
Количество объек-
тов управления
пропорционально размерам ИТС и уровню
ее
организованности (способности выполнять
возлагаемые
на нее функции). Чем больше
структурных подразделений
ИТС, чем
сложнее производственные процессы и
меньше
их организованность, тем выше
неопределенность состоя-
ния системы
и следовательно растет необходимость
в уп-
равленческих воздействиях.
Поэтому выбор системы управ-
ления
производством следует производить в
соответствии
с классификацией
управляемости ИТС.


|
КЛАССИФИКАЦИЯ
УПРАВЛЯЕМОСТИ ИТС ПРЕДПРИЯТИЙ
АВТОМОБИЛЬНОГО
ТРАНСПОРТА
Классификация
ИТС
Таблица
2 автопредприятия |
Организован- ность % |
Количество ед. Подвижного состава в АТП / Численность рем. рабочих | ||||||
|
свыше 1000 свыше 500 |
1000-500 500-200 |
500-250 200-50 |
250-100 50-20 |
100-50 20-12 |
50-20 12-4 |
менее 20 1-2 | ||
|
Организованная |
95-100 |
I |
II |
III |
IV |
V |
VI |
VII |
|
Менее организованная |
50-95 |
II |
III |
IV |
V |
VI |
VII |
VIII |
|
Неорганизованная |
менее 50 |
III |
IV |
V |
VI |
VII |
VIII |
IX |

|
Класс ИТС |
Структура управления |
Метод управления |
Производственная структура |
Характер информа- ционных связей |
Экономические методы управления |
Уровень автомати- зации управления |
|
IX |
нет |
самоорганизация |
универсальный пост |
вертикальные с руководителем АТП |
— |
— |
|
VIII |
нет |
самоорганизация |
универсальные посты 2—4 |
вертикальные |
— |
“ |
|
VII |
нет |
самоорганизация |
мастерская с кол-вом универсальных постов 4—8 |
вертикальные |
|
|
|
VI |
линейная |
прямой администра- тивно-технологический |
мастерская с универ- сальными постами 8—10 |
вертикальные |
экономическое нормирование |
|
|
V |
линейная |
прямой администра- тивно-технологический |
мастерская с несколь- кими отделениями |
вертикальные, гори- зонтальные, техноло- гические |
экономическое нормирование |
несколько автомати- зированных задач решаемых на одном АРМе |
|
IV |
линейно-функцио- нальная |
централизованный (диспетчерский пункт) |
простая участковая (цеховая) |
вертикальные, горизонтальные |
экономическое нормирование |
несколько автомати- зированных задач решаемых на несколь- ких АРМах |
|
IN |
линейно-функцио- нальная, штабная |
централизованный ЩУП) |
участковая (цеховая) |
вертикальные, разветвленные, горизонтальные |
экономическое нормирование |
АСУ с небольшим леречисл. решаемых задач |
|
II |
линейно-функцио- нальная, штабная |
централизованный (ЦУП) |
сложная участковая (цеховая) |
разветвленные горизонтальные и вертикальные |
внутрифирменное эко- номическое планиро- вание, внутренний хоз. расчет |
автоматизированная система управления с типовым набором задач |
|
I |
многоуровневая ли- нейно-функциональ- ная, штабная |
централизованный (ЦУП) |
сложная участковая (цеховая) |
разветвленные горизонтальные и вертикальные |
внутрифирменное эко- номическое планиро- вание, внутренний хоз. расчет |
многофункциональ- ная автоматизирован- ная система управле- В ния |


ОРГАНИЗАЦИОННЫЕ
СТРУКТУРЫ ИТС
Простейшей
организационной структурой
оперативная
связь;
--
деловая связь;
административная
связь.
Рис.
3.
Организационная структура управления
ИТС IV класса
Рис.
4.
Организационная структура управления
ИТС V класса








самоорганизация
для ИТС VII—IX
классов;прямой
административно-технологический для
ИТС V и
VI
классов;централизованный
для ИТС 1—IV классов.Инженерно-техническая
служба АТП как производственная
система,
решает задачи: организации технической
эксплуата-
ции подвижного состава на
линии, производства технического
обслуживания
и ремонта автомобилей, прицепов,
восстанов-
ления оборотного фонда и
изготовления деталей, материаль-
но-технического
обеспечения, а также обслуживания и
разви-
тия производственной базы.
Решение перечисленных задач
ИТС
осуществляет посредством выполнения
множества техни-
ческих, технологических,
организационных и управленческих
функций.
Реализация организационных и
управленческих фун-
кций возлагается
на управляющую подсистему, которая
орга-
низационно оформляется как
структура управления.Структура
управления ИТС представляет собой
опре-
деленным образом построенную
и упорядоченную сово-
купность органов
(подразделений, должностных
лиц),
осуществляющих управление
производством.В
высокоорганизованном автотранспортном
предпри-
ятии структура управления
и количество в ней уровней
близко к
оптимальному варианту.Выбор
варианта организационной структуры
управле-
ния осуществляется руководителем
автотранспортного
предприятия после
детального анализа производствен-
ных
возможностей ИТС, методов и средств
управления,
профессиональной подготовки
персонала управления,
влияния внешних
факторов на деятельность службы и
оценки
организованности. Небольшие мастерские
с чис-
ленностью ремонтных рабочих
от 1 до 8 человек и с таким
же количеством
постов (класс VII
—
IX) не имеют органи-
зационной структуры
управления. В них применяется
эле-
ментарный метод управления —
самоорганизация.Сущность
этого метода заключается в том, что все
рабо-
тающие в равной мере осуществляют
обязанности техноло-
гического,
технического и организационного
характера.Руководство
строится на принципах выделения в
коллекти-
ве неформального лидера,
который берет на себя некоторые
обязанности
регулировании производственных
процессов.Подчинение
и исполнение указаний (заданий)
нефор-
мального лидера осуществляется
на добровольных нача-
лах. Неформальное
лидерство базируется на лучшем
по
сравнению с другими профессиональном
мастерстве и
большей коммуникабельности.
управ-
ления является приведенная на
рис. 3. линейная структу-
ра для ИТС VI
класса.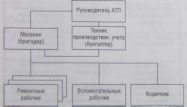
Возглавляет
службу механик (бригадир), которому
не-
посредственно, административно
подчинены ремонтные
и вспомогательные
рабочие. Водители подчинены опера-
тивно,
только по вопросам, связанным с
технической эк-
сплуатацией автомобилей.При
этой двух уровневой структуре используется
пря-
мой
административно-технологический метод
управ-
ления, который обеспечивает
выдачу производственных
заданий и
контроль их исполнения непосредственным
ад-
министративным начальником, в
данном случае механи-
ком (бригадиром).В
зависимости от размеров автотранспортного
пред-
приятия, уровня его организованности
структура управ-
ления ИТС характеризуется
наличием соответствующих
ступеней
или уровней.При
данном методе управления административное
ру-
ководство в сочетании с
самоорганизацией позволяют в
лице
управляющего иметь формального или
неформаль-
ного лидера.Задания
(команды, управленческие решения) могут
быть
производственными, технологическими
и дисциплинарными.Обязанности
производственного учета возлагаются
на
должностное лицо, которое
непосредственно подчинено
руководителю
АТП и выполняет еще и другие обязаннос-
ти
связанные с иными сферами управленческой
деятель-
ности (например, бухгалтерский
учет).Для
оценки производственно-экономического
состо-
яния ИТС и выявления отклонений
и «узких» мест в ее
организации
применяется элементарное производствен-
ное
и экономическое нормирование. В виде
норм (пла-
новых заданий) устанавливаются:
количество
автомобилей в ремонте на определенный
час
суток;норма
выработки;фонд
оплаты труда;лимит
использования зап. частей, материалов
и т.д.;лимит
расхода энергоресурсов и воды.Второй
тип организационной структуры
управления,
приведенный на рис. 4,
применяется в ИТС V класса.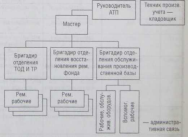
Организационная
структура управления относится к
ли-
нейной,
но с дополнительным по отношению к
первому типу
уровнем управления.
Введение в управление штата брига-
диров
(руководителей отделений) позволяет
ремонтных и
вспомогательных рабочих
объединить в низовые производ-
ственные
коллективы, специализированные на
производстве
работ однородных по
технологии. Количество бригад и ра-
бочих
в бригаде еще не превышает уровня,
установленного
для
административно-технологического
метода управления*
В
Рис.
5.
Организационная структура управления
ИТС IV класса
[
усложнением
ОСНОВНЫЕ
ПОЛОЖЕНИЯ И ПРИНЦИПЫ
ЦЕНТРАЛИЗОВАННОЙ
СИСТЕМЫ УПРАВЛЕНИЯ
ПРОИЗВОДСТВОМ ТО
И РЕМОНТА
АВТОМОБИЛЕЙ (ЦУП)
В
этом
типе структур горизонтальные и
технологические
связи элементарные,
не требующие оперативного убавле-
ния.
Вертикальная управленческая цепь:
мастер, бригадиры,
решение функционируют
в результате непосредственного
ад-
министративного контакта и
визуально контроля.Мастер
(руководитель ИТС) исполняет
обязанности
управляющего службой и
технологии. Он в равной степе-ни
несет ответственность за количество
выполненных
работ, соблюдение
технологии, правил охраны труда и
эф-
фективность управления.К
третьему типу следует отнести
организационную
структуру управления,
применяемую в ИТСIV класса (см.
рис.
5). Этот тип объединяет
линейно-функциональные
структуры
с элементарным штабным управлением.
Для
осуществления оперативных
распорядительных
функций в рамках
организационной структуры образует-
I
ся диспетчерский пункт (ДП) или выделяется
должност-
ное лицо, выполняющее
обязанности оперативного уп-
равляющего
(диспетчера, инженера-распорядителя).
Необходимость
в оперативном управлении вызванаорганизационной
структуры и увеличением
количество
вертикальных и
особенно
горизонтальных
связей. Появление
дополнительного уровня управления,
по
сравнению
с
предыдущим типом, а также потребность
снятия
(устранения) противоречий технического,
техно-
логического и организационного
характера в производ-
ственных
отношения между участками, отделения
(бри-
гадами) предполагают организацию
постоянного
контроля и оперативного
регулирования (устранение от-
клонений
в реальном масштабе времени) производства.
В
этом типе организационной структуры
управления
ИТС
появляются
небольшие подразделения (группы), ко-
торые
выполняют определенные вспомогательные
фун-
кции,
обеспечивающие
лучшее организационное и тех-
нологическое
управление производством. К ним можно
отмести: группу производственного
учета, группу техно-
логического
обеспечения и технического контроля,
груп-пу
охраны труда и т.д.Рассматриваемая
организационная структура управ-
ления,
как правило, используется на
автотранспорт-
ник предприятиях
средней мощности (250 ед. подвиж-
ного
состава).К
последующему, четвертому типу, относятся
струк-
туры (см. рис. 6), применяемые в
ИТС особо крупных и
отчасти средних
автотранспортных предприятиях.
Орга-
низационные
структуры
управления ИТС I,
II.
Ill
классов
являются
линейно-функциональными,
штабными.
Эти
структуры
относятся к многоуровневым. Обычно
име-
ют 4-5 уровней управления.
Производство имеет четко
выраженную
технологическую структуру, иначе
производ-
ственные подразделения,
имеющие материальные, тех-
нологические
ресурсы, обеспечивают замкнутость про-изводства
определенного вида работ, например:
техни-
ческое обслуживание автомобилей.Технология
производства и используемый
централи-
зованный метод управления
им предопределил органи-
зационную
структуру управления ИТС.Участковая
(цеховая) структура с наличием
распоря-
дительного центра (центра
управления) и множеством
функциональных
подразделений на уровне отделов
обра-
зуют структуру свойственную
крупным и средним про-
мышленным
предприятиям.Горизонтальные
и вертикальные связи достаточно
раз-
ветвленные. Потоки оперативной
информации о состоя-
нии производства
и отклонениях, которые возникают в
его
ходе, велики. Поэтому возникает
необходимость исполь-
зования
автоматизированных средств сбора,
обработки,
отображения и хранения
информации.Для
успешного функционирования приведенной
орга-
низационной структуры управления
ИТС наличие автома-
тизированной
системы управления (АСУ ИТС). а для
осо-
бо крупных АТП многофункциональной
АСУ является
обязательным условием.Наибольшего
эффекта в управлении при данном
типе
организационной структуры
достигают те АТП, которые
широко
используют приемы и методы
внутрифирменно-
го, экономического
планирования и внутреннего хозяй-
ственного
расчета.крупных
и средних автотранспортных предприяти-
ях,
а также на предприятиях сервисного
обслуживания
ИТС которых относится
к I—IV
классам рекомендуется ис-
пользовать
централизованную систему управления
про-
изводством технического
обслуживания и ремонта под-
вижного
состава (ЦУП).
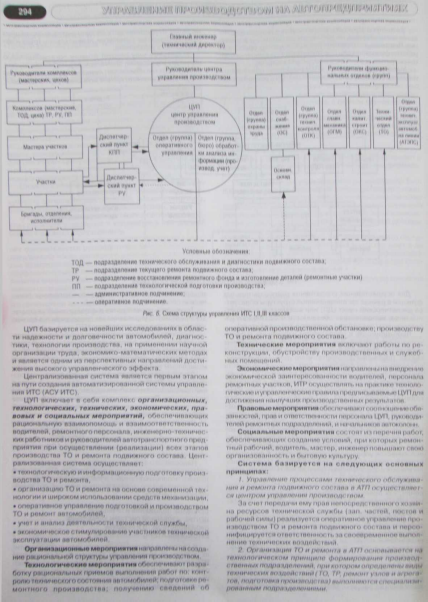
|
Наименование структурно- го подразделения |
Цель подразделения |
Основные задачи, функции |
|
1 |
2 |
3 |
|
Инженерно-техническая служба |
|
|
|
Центр управления произ- водством |
|
|
|
Технический отдел (технологичес- кая группа) |
|
• Создание производственных, ресурсосберегающих технологии автотранс- портного производства, внедрение новой техники и оборудования.
|
|
Отделы, группы, техниче- ского контроля и охраны труда |
# Обеспечение экономической и моральной ответст- венности персонала АТП за некачественное произ- водство ТО и ремонта автомобилей и нарушение правил технической эксплуатации на линии подвиж- ного состава, и несоблюдение правил охраны труда. |
• Своевременное и полное выявление случаев брака ТО и ремонта, наруше- ний правил технической эксплуатации автомобилей, а также нарушений правил охраны труда |

|
|
2 |
3 |
|
Комплексы (мастерские, цеха), производственных участков |
|
|
|
Отделы главного механика и капитального строитель- ства (ОГМ, ОКС) |
• Создание условий для производительного труда персонала АТП, за счет обслуживания и развития производственной базы |
|
|
Отдел снабжения |
• Обеспечение на складах неснижаемого запаса мате- риалов. запасных частей и т.д. |
|