

статочно
высокой твердости обладают хорошей
ударной
вязкостью по сравнению даже
со средне- и высокоугле-
родистыми.
Для
изготовления малонагруженных
автомобильных
нормалей (болтов, гаек
и др.) применяют стали общего
назначения.
Нормали, работающие в условиях
повышен-
ных нагрузок, изготавливают
из сталей повышенной и
высокой
обрабатываемостью резанием.
Для
надежной защиты от коррозии
штампованные
детали, наиболее
подверженные коррозии (крылья и
ряд
других) изготавливают из специальной
стали, имеющей
односторонне или
двустороннее двухслойное покрытие,
состоящее
из неорганического слоя на хромовой
основе
и цинконасыщенного слоя на
эпоксидной основе.
Спектр
неметаллических материалов, используемых
в
кузовостроении, достаточно широк. Они
используются
для внутренней отделки
и изготовления отдельных эле-
ментов
кузова, применяются в качестве
шумозащитных и
уплотнительных
элементов кузова. К ним также относят-
ся
всевозможные лакокрасочные материалы,
защитные
мастики и смазки, клеи и
герметики. Увеличение масш-
табов
применения пластмасс в кузовостроении
вызвано
тем, что по ряду показателей
— плотности, коррозион-
ной стойкости,
электротехническим и антифрикционным
свойствам
— они значительно превосходят другие
мате-
риалы.
Основные
достоинства пластмасс: снижение
матери-
алоемкости конструкции
благодаря изготовлению из пла-
стмасс
крупногабаритных деталей; повышение
пассивной
безопасности автомобиля,
что обеспечивается изготов-
лением
из пластмасс бамперов, подголовников,
подло-
котников и других деталей
интерьера автомобиля; уве-
личение
долговечности кузовов автомобиля,
что
обеспечивается противокоррозионными
свойствами
пластмасс; совершенствование
технологии производ-
ства кузовов,
так как применение деталей из
пластмасс
позволяет объединить ряд
деталей в одну и тем самым
упрощать
последующую сборку автомобиля. В
совре-
менных автомобилях до 500 деталей
изготавливают из
пластмасс.
Кузов
за время эксплуатации подвергается
воздей-
ствию атмосферных и дорожных
условий, вызывающих
его износ и
повреждения.
Характерными
видами повреждений кузовов, поступа-
ющих
в ремонт, являются: износ и разрушение
лакокра-
сочного и противокоррозионного
покрытий, коррозия
металла, нарушение
плотности заклепочных и сварных
соединений,
трещины, разрывы, деформация
(вмятины,
перекосы, прогибы, коробление,
выпучивание и т.д.), де-
фекты и отказы
навесного оборудования
(замков
дверей, стеклоподъемников, салазок
сиде-
ний, обшивки дверей, потолка,
обивки сидений и т.п.).
ИЗНОС
И РАЗРУШЕНИЕ ЛАКОКРАСОЧНОГО
И
ПРОТИВОКОРРОЗИОННОГО ПОКРЫТИЙ
В
эксплуатации лакокрасочное и
противокоррозион-
ное покрытия,
имеющееся на кузове под влиянием
ок-
ружающей среды постепенно снижают
свои защитные
свойства.
Лакокрасочное
покрытие теряет блеск, тускнеет.
Эмаль
стареет, образуются микротрещины.
Сколы, тре-
щины,
царапины,
отслоения краски, вспучивания не
ла-
кокрасочном покрытии кузова
превращаются в очаги про-
никновения
и развития коррозии.
Коррозия
— основной вид износа металлического
корпуса
кузова, являющийся электрохимическим
процес-
сом, который происходит от
взаимодействия металла с
раствором
электролита, адсорбируемого из воздуха.
Коррозия
образуется в результате как прямого
попа-
дания влаги на незащищенные
металлические поверхно-
сти кузова,
так и в результате образования конденсата
в
его закрытых (непроветриваемых)
полостях.
Более
интенсивному коррозионному разрушению
под-
вержены места, труднодоступные
для осмотра и очист-
ки: в небольших
зазорах, отбортовках и загибах кромок,
где
периодически попадающая в них влага
может сохра-
няться длительное время.
К таким местам относятся: па-
нели
пола кузова по его периметру, имеющие
коробчатое
сечение и образующие
закрытые объемы; пол кузова, осо-
бенно
передняя и задняя части; панели кузова,
располо-
женные за колесами (арки,
брызговики, ниши), в местах
установки
педалей; сточные желоба, нижние части
кры-
льев и т.д.
Наиболее
часто на автомобильных кузовах
встречают-
ся следующие виды коррозионных
повреждений:
Может
образовываться как в отдельных точках,
так и
на значительной площади.
Точечная
и тем более сплошная коррозия несущих
эле-
ментов основания кузова приводит
к образованию трещин
и деформации
остальных элементов кузова и, как
след-
ствие, к потере прочностных
характеристик кузова в целом.
РАЗРУШЕНИЕ
СВАРНЫХ СОЕДИНЕНИЙ, ТРЕЩИНЫ,
РАЗРЫВЫ
ДЕФОРМАЦИЯ
Деформация
— это повреждение кузова, являющее-
ся
следствием соударения при авариях или
некачествен-
но выполненных сборочных
работ, ремонта, и выражает-
ся в виде
вмятин выпучин, прогибов, перекосов и
т. п.
Повреждения
кузовов, полученные в результате
соуда-
рения, можно разделить на три
категории:
очень
сильные повреждения, в результате
которых не-
обходима замена кузова;
повреждения
средней величины, при которых
большая
часть деталей требует замены
или сложного ремонта;
менее
значительные повреждения (пробоины,
разры-
вы на лицевых панелях, вмятины,
царапины, полученные
при ударе в
движении с малой скоростью).
Анализ
статистических данных показал, что
наиболь-
шее число соударений приходится
на переднюю часть
автомобиля (40—60%),
значительное — на заднюю (17—
35%),
наименьшее — справа и слева (8—12%).
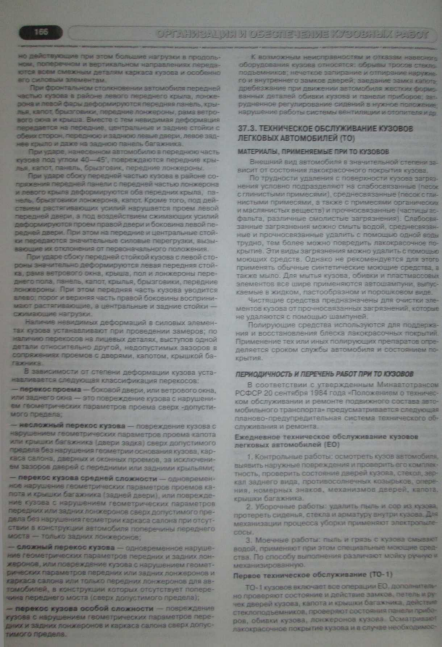
Наиболее
сильные повреждения кузова происходят
при
фронтальных (т. е. при соударениях,
нанесенных ав-
томобилю в переднюю
часть кузова, или под углом не бо-
лее
40—45*) или боковых (район передней,
центральной
и задней стоек) столкновениях,
так как эти столкновения
происходят,
как правило, между движущимися
транспор-
тными средствами, скорость
которых складывается, что
создает
высокие ударные нагрузки. При таких
столкно-
вениях разрушаются не только
участки, принявшие удар,
37.2. Основные повреждения кузова
Коррозия
поверхностная
— коррозия, имеющая'не-
значительную
глубину проникновения внутрь металла.Коррозия
точечная
— коррозия с небольшим числом
сквозных
очагов, имеющих локальный характер.Коррозия
сплошная
— сквозная коррозия с большим
числом
очагов, приводящая к образованию
повреждений
на больших площадях.Разрушение
сварных соединений
происходит из-за
некачественной
сварки деталей кузова, воздействия
кор-
розии или внешних сил: вибрации
кузова, неравномер-
ного распределения
груза.Трещины,
разрывы
могут появляться в любой
детали
кузова в результате коррозии,
перенапряжения металла
(ударов,
изгибов), а также вследствие непрочного
соеди-
нения узлов и деталей и
недостаточной прочности конст-
рукции.



та
сварка
кузовных элементов в зависимости от
конструк-
ции узла, которуй выполняют
встык, внахлестку или с
ис-
пользованием промежуточной
вставки;
Разборка
Устранение
выпуклости не поверхности кузова
мето-
дом
нагреве
и быстрого охлаждений
основано
на исполь-
зовании
процессов расширения и усадки металла,
ори
нагреве и последующем охлаждении.
Ввиду того, что пла-
стичность кузовной
стали при комнатной температуре
недостаточно
высокая, применяют ел нагрев.
Ус
гранение выпуклости-вмятины методом
нагрева ш
осаждения металла ударным
воздействием При рихтов-
ки нагреванием
и выстукиванием быстро подводят
горел-
ку к центру выпуклости, прогревают
ее и отводят горелку,
как только
разогретое докрасна пятно достигает
диамет-
ра не более 10
мм
при толщине металла панели 0,8—0,8
мм.
Быстро выстукивают непокрасневший
металл вокруг
нагретой точки, а затем
нагретую точку, пока металл еще
остается
темно-красным.
Устранение
вмятина труднодоступных местах
кузова
Устранение таких вмятин
производят при помощи рыча-
гов,
опорных плит и специального приспособления
удар-
ного типа.
Устранение
деформаций кузова с помощью
растяжек
Деформации, повлекшие
изменения геометрических па-
раметров
детали или кузова в целом и требующие
прило-
жения значительных усилий,
устраняют вытяжкой при по-
мощи
специальных механических или
гидравлических
силовых устройств
(винтов, домкратов) и стендов для
правки
и контроля кузовов.
Работы
по исправлению таких деформаций
являются
самыми сложными и выполняются,
как правило, специа-
листами, имеющими
большой опыт. Каждый отдельный
случай
исправления обуславливает свои
особенности
правки, однако использование
оборудования с домкра-
тами имеет
общие закономерности. Ниже
перечислены
основные правила, которыми
необходимо руководство-
ваться при
устранении сильных деформаций деталей
и
узлов кузова.
Направление
приложения усилий вытягивания долж-
но
быть противоположно направлению удара.
В отдель-
ных случаях вытяжку необходимо
осуществлять с прило-
жением усилий
сразу в нескольких направлениях.
Примером
могут служить боковые удары с
деформацией
пола кузова. В этом случае
правка осуществляется рас-
тяжкой в
двух направлениях одновременно —
боковом и
продольном.
Выправление
начинают с приложения усилий к сило-
вым
элементам деформированного узла кузова
или ме-
стам, определяющим или
формирующим жесткость по-
верхности
детали (лонжероны, поперечины,
усилители,
ребра жесткости и т.п.).
Такими местами могут служить
места
закрепления бамперов, капотов, проемы
фар, пол-
ки крыльев и т.п., на которые
устанавливают специаль-
ные петли,
крюки, захваты. При необходимости
техно-
логические петли приваривают,
а после выправления
детали удаляют.
Для
уменьшения усилий правки и обеспечения
свобод-
ного доступа к поврежденным
элементам кузова детали,
препятствующие
исправлению или не участвующие в
правке
и подлежащие замене, удаляют.
При
восстановлении сильно деформированных
эле-
ментов, а также перекосов кузова
необходимо с помощью
стягивающих
(или растягивающих) винтов или
домкратов
блокировать недеформируемую
часть кузова, чтобы пре-
дотвратить
ее деформацию.
При
исправлении формы детали и для снятия
остаточ-
ных напряжений одновременно
с действием усилия дом-
крата производят
выстукивание складок. Выстукивание
выполняют
кувалдой, деревянным или
текстолитовым
молотком.
Чтобы
форма выправляемого проема или
элемента
кузова сохранила необходимую
геометрию, правку осу-
ществляют с
небольшим перетягиванием, так как
после
снятия усилия домкрата возникающие
оста точные напря-
жения возвращают
выправляемые элементы в нужное
положение.
выравнивание
поверхности наполнителями;исправление
коррозионное о повреждения синтетичес-
кими
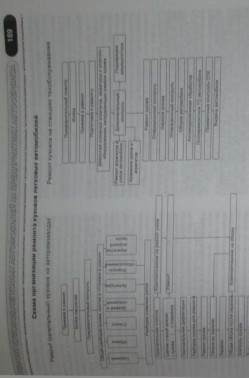
материаламикузовов
для ремонтаВ
зависимости от вида ремонта и состояния
кузова
разборку выполняют частично
или полностью. Частичную
разборку
производят в тех случаях, когда кузов
требует
ремонта только отдельных его
частей, поврежденных в
результате
коррозионных разрушений, ослабления
креп-
лений или небольших аварий.
Полную разборку произво-
дят как
правило, при значительных аварийных
поврежде-
ниях кузова, требующих
производства работ по правке на
специальных
стапелях или при замене кузова новым.Кузов
может быть правильно разобран только
при
строгом соблюдении определенной
технологической пос-
ледовательности,
исключающей возможность поврежде-
ния
деталей. Поэтому порядок разборки
строго регламен-
тирован технологическим
процессом.Полная
разборка кузовов зависит от его
конструкции.
Однако общая
последовательность разборки кузова
лег-
кового автомобиля сводится к
снятию: подушек и спинок
сидений,
внутреннего оборудования и обивки
салона, сте-
кол кузова, электропроводки,
дверей и оперения.Подготовленный
к ремонту кузов устанавливают в
удобное
положение. При этом принимают меры для
уст-
ранения нагрузки от собственной
массы, которая может
вызвать деформацию
и искажение его геометрических
параметров.ДефектацияДефектацию
кузова выполняют с целью обнаружения
на
нем дефектов, определения вида ремонта
и способов
устранения имеющихся
повреждений. Процесс дефекта-
ции
производят как при приемке кузова в
ремонт, так и
непосредственно при
выполнении каких-либо ремонтных
воздействийПриемку
кузовов в ремонт осуществляют на
конт-
рольном посту, оснащенном
подъемником автомобиля
и
контрольно-измерительными
инструментами, необходи-
мыми для
определения технического состояния
кузова.При
приемке в ремонт кузовов, имеющих
аварийные
повреждения лонжеронов
или основания кузова, а также в
случав
затруднений в объективном определении
предсто-
ящего объема работ производят
проверку геометрии ку-
зова,
Кузова,
не подверженные аварийным повреждени-
ям,
имеют, как правило, износы, которые
проявляются
главным образом в виде
коррозии, трещин, разрывов и т.п.Правка
деформированных кузововСовременные
кузова легковых автомобилей собраны
из
листовых, штампованных на прессе
деталей. В резуль-
тата штамповки в
листовом металле возникают напряже-
ния.
удерживающие форму штампованной детали.
Наруж-
ные штампованные детали кузова
обычно имеют выпуклую
форму. В
результате удара (столкновения) возникают
но-
вые напряжения. Местами выпуклая
поверхность детали
сжимается,
выравнивается, затем становится
вогнутой, и
если удар очень сильный,
го металл вытягивается.Технология
устранения
деформации
кузова зависит от
вида перекоса и
характера деформации деталей.Вмятины
в панелях кузова и оперения, у которых
ме-
талл
после
удара не растянут, чаще всего
выравниваю!
выдавливанием или
вытягиванием вогнутого участка
до
придания ему правильной кривизны
и при необходимос-
ти последующей
рихтовкой выдавленной поверхности.

|
Компоненты |
Состав в мас. ч | |||||
|
№ 1 |
№ 2 |
№3 |
№4 |
№ 5 |
№6 | |
|
Эпоксидная смола ЭД-16 |
1 100 |
- |
- |
- |
- |
- |
|
Эпоксидная смола ЭД-20 |
- |
100 |
100 |
100 |
100 |
too |
|
Дибутилфталат |
20-25 |
15 |
20 |
|20 |
20 |
20 |
|
Графит |
- |
- |
- |
- |
45 |
50 |
|
Алюминиевая пудра |
- |
- |
- |
5 |
- |
- |
|
Молотая слюда |
100 - 150 |
20 |
50 |
40 |
|
|
|
Стальной или чугунный по- рошок |
- |
150 |
|
Ш |
|
6° 1 |
|
Полиэтиленполиамин |
11 -12 |
10 |
10-11 |
10-11 |
10 |
10 1 |
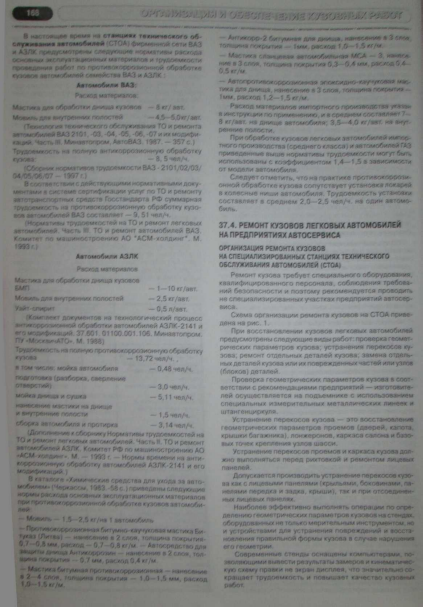
ОКРАСКА
ЛЕГКОВЫХ АВТОМОБИЛЕЙ
НА ПРЕДПРИЯТИЯХ
АВТОСЕРВИСА
СХЕМА
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОКРАСКИ

Полиэфирные
композиции применяют для выравни-
вания
небольших неровностей на наружных
панелях (де-
талях) кузова. Являются
двухкомпонентными. Приготав-
ливаются
непосредственно перед
употреблением.
Используются при
температуре 16—25*С. Время отверж-
дения
20—60 мин.
Как
правило, легковые автомобили имеют
трехслой-
ное покрытие, которое может
быть обыкновенным одно-
цветным,
обыкновенным с эффектом «металлика»;
покры-
тие на основе водоразбавляемых
компонентов
одноцветное с эффектом
«металлика»; покрытие на ос-
нове
полностью водоразбавляемых компонентов.Покрытие
состоит из грунтовки, промежуточного
слоя
и покрывных материалов (эмалей).Для
получения качественного
защитно-декоративно-
го покрытия
отремонтированного кузова необходимо
выбрать
схему технологического процесса
окраски. Наи-
менование и состав
внешней эмали при ремонтной ок-
раске
кузова определяется системой его
окраски на пред-
приятии-изготовителе
и, как правило, по химическому
составу
они должны быть однородны. Грунты и
шпатлев-
ки подбирают в зависимости
от выбранного покрывного

|
состава
эмали,
Таблица
3
Технологический
процесс окраски кузовов Операции |
Операции |
Эмали |
| |||
|
меламино алкидные |
нитроцел- люлозные |
глифта- левые и пентаф- талевые |
| |||
|
1 |
2 |
3 |
4 |
5 |
| |
|
1 |
Подготовка поверхности |
+ |
+ |
+ |
| |
|
2 |
Нанесение первого слоя грунта |
+ |
+ |
+ |
| |
|
3 |
Сушка |
+ |
+ |
+ |
| |
|
4 |
Нанесение шпатлевки |
+ |
+ |
+ |
| |
|
5 |
Сушка |
+ |
+ |
+ |
| |
|
6 |
Шлифование |
+ |
+ |
+ | ||
|
7 |
Нанесшие выявительного слоя краски |
+ |
+ |
+ |
| |
|
8 |
Сушка |
+ |
+ |
+ |
| |
|
9 |
Выправка поверхности шпатлевкой |
+ |
+ |
+ |
| |
|
10 |
Сушка |
+ |
+ |
+ |
| |
|
11 |
Шлифование |
+ |
|
+ |
| |
|
12 |
Нанесете первого слоя краски |
+ |
+ |
+ | ||
|
13 |
Сушка |
+ |
+ |
+ | ||
|
14 |
Нанесение второго слоя краски |
+ |
+ |
+ | ||
|
15 |
Сушка |
- |
+ |
+ | ||
|
16 |
Нанесение третьего слоя краски |
+ |
+ |
+ | ||
|
17 |
Сушка |
+ |
+ |
+ | ||
|
18 |
Нанесение четвертого слоя краски |
- |
+ |
+ | ||
|
19 |
Суша |
- |
+ |
+ | ||
|
20 |
Нанесение пятого слоя краски |
- |
+ |
- | ||
|
21 |
Сушка |
- |
+ |
- | ||
|
22 |
Шлифование |
- |
|
- | ||
|
23 |
Нанесение растворителя |
- |
+ |
- | ||
|
24 |
Сушка |
- |
+ |
- | ||
|
25 |
Полирование |
- |
+ |
- | ||