

2.2 Конструкция чугунной тюбинговой обделки кругового очертания.
Кольцо
представленной чугунной обделки состоит
из элементов трёх типов. Наибольшее
число элементов имеют один типоразмер
и поэтому эти элементы называют
«нормальными» и обозначают буквой Н.
Для удобства монтажа кольца под защитой
хвостовой оболочки проходческого щита,
в конструкцию обделки вводятся ещё два
типа элементов. Два тюбинга типа С имеют
скошенный под углом![]() градусов внутрь кольца продольный борт
(«скошенные» или «смежные» элементы),
а один тюбинг К имеет клиновидную форму
с продольными бортами, скошенными
сторону наружной поверхности обделки
(«замковый» или «ключевой» элемент).
Этот тюбинг монтируется в последнюю
очередь, заводясь в кольцо изнутри
тоннеля в радиальном направлении. По
мере монтажа кольца обделки тюбинги
соединяются между собой болтовыми
связями в продольных бортах. Соединение
колец чугунной обделки между собой
осуществляется при помощи болтовых
связей, устанавливаемых по кольцевым
(поперечным) бортам.
градусов внутрь кольца продольный борт
(«скошенные» или «смежные» элементы),
а один тюбинг К имеет клиновидную форму
с продольными бортами, скошенными
сторону наружной поверхности обделки
(«замковый» или «ключевой» элемент).
Этот тюбинг монтируется в последнюю
очередь, заводясь в кольцо изнутри
тоннеля в радиальном направлении. По
мере монтажа кольца обделки тюбинги
соединяются между собой болтовыми
связями в продольных бортах. Соединение
колец чугунной обделки между собой
осуществляется при помощи болтовых
связей, устанавливаемых по кольцевым
(поперечным) бортам.
Как правило, в продольных (радиальных) стыках чугунных тюбинговых обделок устанавливаются болтовые связи, однако, в определённых условиях продольные стыки бывают шарнирными, цилиндрической формы и без болтовых связей. Для обеспечения правильного взаимного расположения тюбингов в кольце обделки, в конструкцию шарнирного стыка вводятся монтажные шпильки.
Количество тюбингов в кольце обделки зависит, в основном, от диаметра тоннеля, так как линейные размеры тюбинга, по условиям их отливки, ограничены величиной 2 метра. Зная внутренний диаметр обделки и конструкцию продольного стыка можно предварительно назначить высоту борта тюбинга hб, затем определяется диаметр разбивочной линии (Dразб.= Dвн +hб), по которой будут располагаться болтовые отверстия в поперечных (кольцевых) бортах. Рекомендуется устанавливать болтовые связи по кольцевому борту с шагом 400 – 450 мм. Учитывая, что размер тюбинга по дуге рекомендуется принимать не более 2000 мм, по кольцевому борту каждого тюбинга располагают 3 или 4 болтовых отверстия (см.рисунок)
Таким образом, число длину тюбингов в кольце обделки можно определить по формуле:
L=![]() =1.95м
=1.95м
Ширина кольца обделки, то есть размер тюбинга по продольному борту b,в отечественных чугунных обделках принят равным 1,0 м. для обделок перегонных тоннелей и 0,75 м для станционных тоннелей метрополитенов.
2.2.2. Обделка из чугунных тюбингов с плоским железобетонным лотковым элементом.(см.Рисунок)
Соединение лоткового элемента со смежными с ним предлотковыми тюбингами обеспечивается благодаря установке в железобетонный элемент закладных деталей, обеспечивающих установку болтовых связей
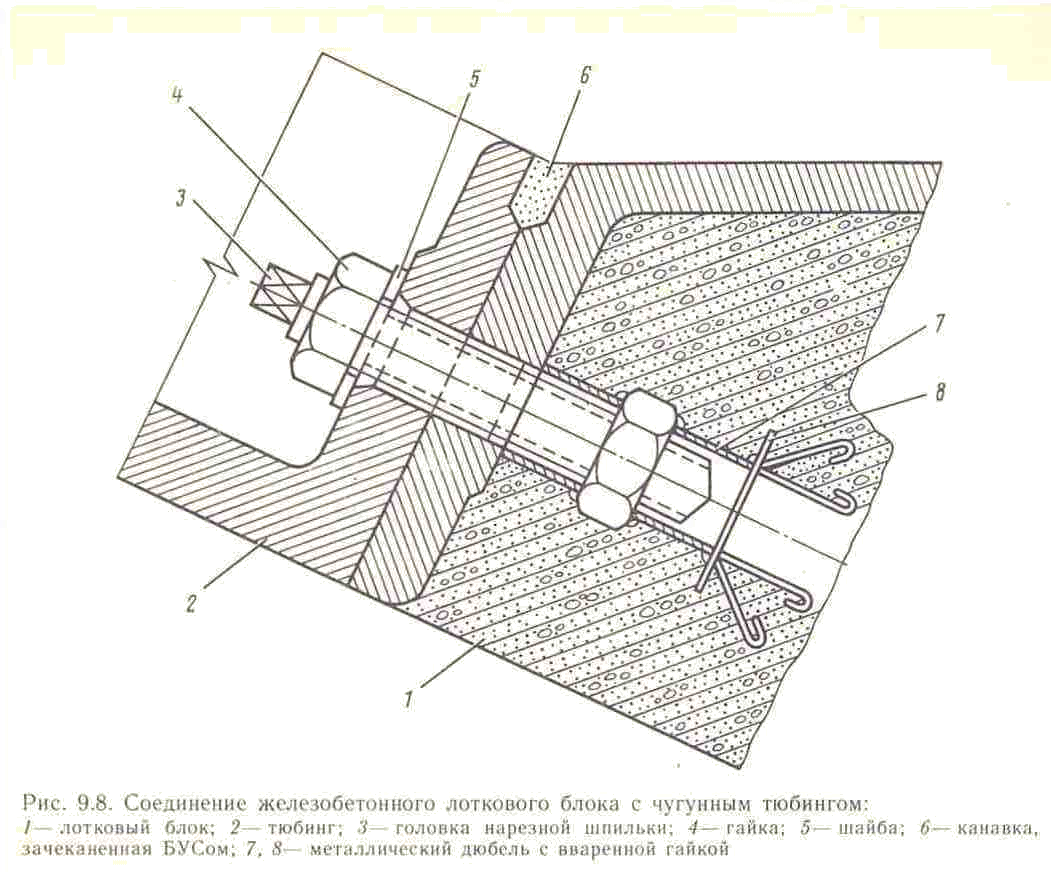
. Соединение железобетонного лоткового элемента с чугунным тюбингом:
1- железобетонный элемент; 2- чугунный тюбинг; 3- четырёхгранник на головке болта;
4 – болт; 5- шайба; 6- чеканочная канавка; 7- закладная втулка с гайкой; 8 –анкер.
Ширина
плоской поверхности лоткового элемента
Bл и соответственно его центральный угол![]() определяются удобством расположения
на этой плоскости двух откаточных путей.
В существующих конструкциях обделок с
плоским лотковым элементом Вл
находится в пределах 2,2 – 2,7 метра.
определяются удобством расположения
на этой плоскости двух откаточных путей.
В существующих конструкциях обделок с
плоским лотковым элементом Вл
находится в пределах 2,2 – 2,7 метра.
Основным недостатком рассмотренной конструкции является невозможность осуществления перевязки продольных стыков, что приводит к снижению жёсткости обделки относительно предыдущего варианта. Однако, если в конструкцию обделки ввести ещё один тип тюбинга, можно добиться перевязки продольных стыков обделки за исключением стыков между лотковым элементом и смежными с ним тюбингами. Тюбинг этого типа равен половине нормального тюбинга и поэтому получил название «половинного» П. Половинный тюбинг устанавливается рядом с лотковым элементом поочерёдно то слева, то справа от него, благодаря чему все продольные стыки смещаются то в одну, то в другую сторону относительно вертикальной оси тоннеля (см.рисунок)
При определении количества «длинных» тюбингов в кольце обделки с плоским лотком следует иметь в виду, что длина разбивочной линии Lразб. определяется без учёта длины дуги, приходящейся на лотковый элемент, а если в обделке предусмотрена перевязка продольных стыков, необходимо учесть ещё два болтовых отверстия половинного тюбинга.
Lполовинного тюбинга =1,95/2=97,5м
.