

Архив ZIP - WinRAR (2) / Материаловедение Экзамен / билет 21
.docxБилет 21
1

7.1 Отжиг
Цель отжига – получение равновесной структуры. Это достигается путем медленного охлаждения детали вместе с печью (рис. 38). Структуры сталей после отжига соответствуют равновесной диаграмме состояния (Fe-Fe3C):
доэвтектоидных - П+Ф,
эвтектоидной – П,
заэвтектоидных – П+ЦII.
Рис. 38. Диаграмма изотермического распада аустенита для эвтектоидной стали с нанесенными на нее скоростями охлаждения при различных видах термообработки
Виды отжига:
Рекристаллизационный отжиг проводится для снятия наклёпа. Температура нагрева сталей 650…700°С (Рис.39).
Отжиг для снятия остаточных напряжений (в отливках, сварных соединениях и др.) проводится при температуре 550..650°С.
Диффузионный отжиг (гомогенизация) применяется для легированных сталей с целью устранения химической и структурной неоднородности, Тнагр= 1100..1200°С (Рис.39), выдержка 15..20 часов. После диффузионного отжига формируется крупнозернистая структура (П+Ф).
Полный отжиг проводится для доэвтектоидных
сталей с целью получения мелкозернистой
равновесной структуры с пониженной
твёрдостью и высокой пластичностью и
снятия внутренних напряжений. Полный
отжиг проводится при температуре на
30..50°С  выше
линии АС3 (Рис.38), происходит полная
фазовая перекристаллизация, структура
– П+Ф, мелкозернистая. Полный отжиг
заэвтектоидных сталей не применяется,
так как приводит к образованию структуры
П+ЦII с хрупкой цементитной сеткой.
выше
линии АС3 (Рис.38), происходит полная
фазовая перекристаллизация, структура
– П+Ф, мелкозернистая. Полный отжиг
заэвтектоидных сталей не применяется,
так как приводит к образованию структуры
П+ЦII с хрупкой цементитной сеткой.
Неполный отжиг доэвтектоидных сталей проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью снизить твёрдость для улучшения обработки резанием. Происходит частичная перекристаллизация. Применяется вместо полного отжига, если не требуется измельчение зерна.
Для заэвтектоидных сталей назначается только неполный отжиг. Он проводится при температуре на 10…30°С выше линии АС1 (Рис.39) с целью получения зернистого перлита. Такой отжиг называется сфероидизирующим.
Изотермический отжиг применяется для легированных сталей и заключается в нагреве выше линии АС3, быстром охлаждении до 620…660°С с последующей изотермической выдержкой в течение 3…6 часов до полного распада аустенита с образованием сорбита пластинчатого. Далее ведут охлаждение на воздухе.

Рис. 39. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при различных видах отжига
7.2. Нормализация
Нормализация – это нагрев доэвтектоидных сталей на 40…50 °С выше АС3, заэвтектоидных – на 40..50°С выше АСm, выдержка и последующее охлаждение на спокойном воздухе (Рис.38, 40).
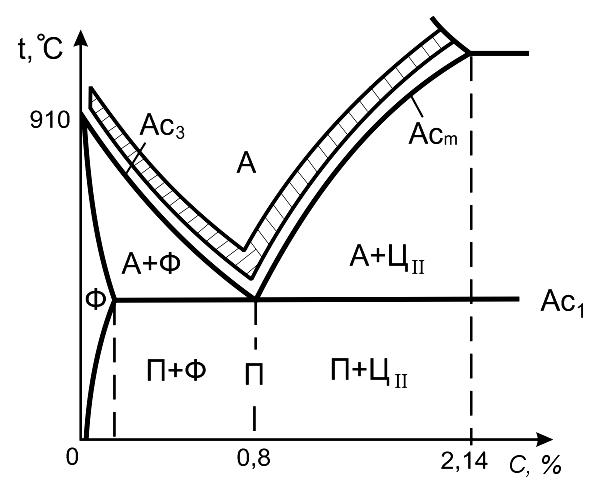
Рис. 40. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева при нормализации
При нагреве происходит полная фазовая перекристаллизация, в результате охлаждения получают высокодисперсные феррито-цементитные смеси. Структуры:
доэвтектоидных сталей - С+Ф,
эвтектоидной – С,
заэвтектоидных – С+ЦII.
После нормализации сталь имеет более высокую прочность, твёрдость, сопротивление хрупкому разрушению, по сравнению с отжигом.
Цель нормализации - устранение крупнозернистой структуры, полученной при предшествующей обработке (литье, горячей прокатке, ковке или штамповке, диффузионном отжиге). Нормализацию применяют:
для низкоуглеродистых сталей - вместо отжига,
для среднеуглеродистых – вместо закалки с высоким отпуском,
для высокоуглеродистых (заэвтектоидных) – для частичного устранения цементитной сетки,
для некоторых легированных сталей – вместо закалки.
7.3. Закалка
Закалка – нагрев доэвтектоидной стали на 30..50°С выше АС3, заэвтектоидной - на 30..50°С выше АС1, выдержка и последующее охлаждение со скоростью выше критической (Рис. 38, 42). Цель закалки – получение структуры мартенсита.
Структуры сталей после закалки:
доэвтектоидных - М+АОСТ,
эвтектоидной - М+АОСТ,
заэвтектоидных – М+АОСТ+ЦII.

Рис. 42. «Стальной угол» диаграммы состояния Fe-Fe3C с нанесенными температурами нагрева под закалку
В качестве закалочных сред применяются: вода, водные растворы солей и щелочей, минеральное масло. Охлаждающая среда должна обеспечивать скорость охлаждения стали выше критической в области наименьшей устойчивости аустенита. В диапазоне температур мартенситного превращения скорость охлаждения желательно замедлить, чтобы уменьшить внутренние напряжения, возникающие при переходе аустенита в мартенсит, и предотвратить возникновение закалочных дефектов. Для углеродистых и низколегированных сталей применяют воду и водные растворы NaCl, NaOH. Для легированных сталей применяют минеральное масло.
Закалка, как правило, не является окончательной термообработкой, после нее следует отпуск.
2
8.5.1. Стали для режущих инструментов
Основные требования к режущим инструментам:
высокая твердость режущей кромки,
износостойкость,
теплостойкость (красностойкость) – способность стали сохранять высокую твердость при нагреве.
8.5.1.1. Углеродистые стали: У7…У13 (У8А…У13А).
Стали У7, У8, У9 применяют для деревообрабатывающих, слесарных и кузнечных инструментов. Их термообработка – закалка и средний отпуск на троостит.
Из сталей У10-У13 изготавливают мелкие метчики, напильники, пилы. Термообработка: закалка + низкий отпуск, структура: Мотп+ЦII+АОСТ, твердость 62…63 HRC.
Углеродистые стали обладают малой прокаливаемостью и малой теплостойкостью (<200С). Инструмент из углеродистых сталей используют для резания относительно мягких материалов с малой скоростью, так как их твердость сильно снижается при нагреве выше 190…200С.
8.5.1.2.Низколегированные стали 9ХС, ХВГ, 11ХФ
- обладают более высокой прокаливаемостью. После закалки и низкого отпуска стали получают структуру Мотп+карбиды+Аост, твердость 62…65 HRC, теплостойкость - до 250С. Применяются для изготовления сверл, фрез, протяжек, разверток диаметром до 45 мм, из стали ХВСГ - до 100 мм.
8.5.1.3. Быстрорежущие стали
- предназначены для инструмента, работающего на больших скоростях резания (резцы, сверла, фрезы, метчики, развертки, плашки, зенкеры). Они обладают высокой теплостойкостью (до 600…650С), что обеспечивается введением легирующих элементов W, Mo, V, Co, повышающих температуру отпуска мартенсита. В быстрорежущих сталях содержится в среднем 0,8%С, 4,2%Сr, 1…2%V. Основной легирующий элемент – вольфрам, его количество указывается в марке стали: Р9 (9%W), Р18 (18%W). Дополнительно стали могут быть легированы молибденом: Р6М5 (6%W, 5%Mo) и кобальтом: Р6М5К5 (6%W, 5%Mo, 5%Co).
Структурный класс быстрорежущих сталей в равновесном состоянии – ледебуритный. В литом состоянии структура стали состоит из перлита, ледебуритной эвтектики и карбидов: первичных и вторичных. Литую заготовку подвергают ковке для дробления первичных карбидов и отжигу на зернистый сорбит (перлит).
Термообработка готового инструмента из стали Р18: закалка + трехкратный низкий отпуск. Температура нагрева под закалку 1270…1290С обеспечивает наиболее полное растворение вторичных карбидов и получение высоколегированного аустенита. Охлаждение в масле приводит к получению структуры, состоящей из высоколегированного мартенсита, нерастворенных карбидов первичных и остаточного аустенита (25…30%). Остаточный аустенит снижает режущие свойства стали, и поэтому его повышенное количество в готовом инструменте недопустимо. Проводимый после закалки трехкратный низкий отпуск при температуре 550…570С снижает количество остаточного аустенита: на каждой стадии отпуска происходит выделение вторичных карбидов, это уменьшает легированность аустенита, который при охлаждении претерпевает превращение в мартенсит. Окончательная структура инструмента – Мотп+карбиды+Аост (1-2%).
Иногда вместо двух первых стадий отпуска для уменьшения количества остаточного аустенита проводится обработка стали холодом (при – 80С). Окончательная твердость стали после термообработки 63…65HRC.
3
Однофазные α-латуни (Л96, Л80) обладают пластичностью, хорошо обрабатываются давлением в горячем и холодном состоянии, упрочняются холодной пластической деформацией. Однофазные латуни применяются в виде полос, лент, проволоки, а также в качестве деталей (шайбы, втулки и т.д.).
Свинец улучшает обрабатываемость резанием на станках-автоматах, такие латуни (ЛС59-1) называют автоматными.
Бронзы
Бронзы – это сплавы меди с различными элементами: оловом, алюминием, кремнием, хромом, кадмием, бериллием и др. Маркировка бронз начинается с букв Бр, далее следуют буквенные обозначения легирующих элементов, а затем цифры, показывающие содержание каждого элемента. Например, бронза БрОЦС6-6-3 содержит 6%Sn, 6%Zn, 3%Pb, остальное – медь.
Алюминиевые бронзы
(БрА5, БрАЖ9-4) применяют для изготовления высокоответственных деталей типа шестерен, втулок, фланцев.
. Свинцовые бронзы
(БрС30) используют как антифрикционный материал для ответственных высоконагруженных подшипников