

Архив ZIP - WinRAR (2) / Материаловедение Экзамен / билет 28
.docxОсновные понятия теории сплавов: компонент, фаза, эвтектика. Твердые растворы и химические соединения. Виды твердых растворов и условия их образования.
Компоненты – элементы, образующие сплав.
Компоненты сплава при взаимодействии образуют фазы. Фаза – это однородная часть сплава, по составу, структуре и свойствам, отделенная от других частей границей раздела. При переходе через границу резко меняются строение и свойства. Сочетание и взаимное расположение фаз, формируемых при охлаждении сплава, образуют его структуру.
Основные фазы в сплавах:
жидкая фаза. Большинство компонентов металлических сплавов в жидком состоянии полностью растворяются друг в друге, образуя жидкий раствор или расплав.
твёрдые растворы,
химические соединения.
Кроме того, фазами могут быть чистые химические элементы, например углерод (графит) в серых чугунах.
Эвтектика – смесь двух твердых фаз, образованная из жидкой фазы.
Эвтектика кристаллизуется при постоянной температуре (как чистые металлы), остальные сплавы – в диапазоне температур
Твёрдый раствор – фаза, в которой сохраняется кристаллическая решетка основного компонента (растворителя). По характеру расположения растворенных атомов в кристаллической решетке растворителя различают:
твердые растворы замещения;
твердые растворы внедрения.
В твёрдых растворах замещения атомы растворенного компонента (В) располагаются в узлах кристаллической решетки, замещая атомы основного компонента (А). Такие растворы образуются между металлами. Они могут быть неограниченной и ограниченной растворимости.
Условия образования неограниченных твердых растворов:
одинаковый тип кристаллической решётки компонентов;
различие в атомных размерах компонентов не более 8…15%;
расположение элементов в одной и той же или соседних группах таблицы Менделеева.
Твердые растворы внедрения образуют металлы с неметаллами малого атомного радиуса – C,N,B,H. Твёрдые растворы внедрения всегда имеют ограниченную растворимость.
Твёрдые растворы обозначают α, β, γ, например, α=А(В) - твердый раствор компонента В в А.
Химические соединения – фазы, которые имеют свою кристаллическую решетку, отличающуюся от решеток компонентов. Это определяет резкое отличие свойств соединений от свойств образующих его компонентов. Для химических соединений характерны высокая твёрдость, хрупкость, высокая температура плавления и др.
Валентные соединения имеют постоянный состав, соответствующий законам нормальной валентности. Это могут быть соединения между металлами (интерметаллиды), а также соединения металлов с неметаллами: MgS, Al2O3, Ni3Ti, и др.
Фазы внедрения
образуют переходные металлы с неметаллами
малого атомного радиуса (Rнм/Rм<0,59),
например, карбиды и нитриды: Mo2C,
TiC, Fe4N,
VN и др. Фазы внедрения отличаются от твёрдых
растворов внедрения более высокой
концентрацией неметалла и простой
кристаллической решёткой типа К8, К12,
Г12. Фазы внедрения тугоплавки и обладают
высокой твёрдостью. Их используют в
легированных сталях и сплавах для
упрочнения.
Фазы внедрения отличаются от твёрдых
растворов внедрения более высокой
концентрацией неметалла и простой
кристаллической решёткой типа К8, К12,
Г12. Фазы внедрения тугоплавки и обладают
высокой твёрдостью. Их используют в
легированных сталях и сплавах для
упрочнения.
Электронные
соединения – это химические соединения
с определённой электронной концентрацией,
т.е. отношением числа валентных электронов
к числу атомов. Наиболее распространены
соединения с электронной концентрацией
3/2: СuZn, CuBe; 7/4: CuSn3 и
21/13: Cu5Zn8
 и
др. Их используют как упрочняющие фазы
в сплавах меди.
и
др. Их используют как упрочняющие фазы
в сплавах меди.
Виды и назначение отпуска стали. Процессы, протекающие при отпуске. Получаемые структура и свойства. Влияние легирующих элементов на температуру отпуска. Отпускная хрупкость и методы ее устранения.
Цель отпуска – получение окончательной структуры и свойств стали.
Таблица 3 Характеристика видов отпуска
Виды отпуска |
Температура, °С |
Структура |
Свойства |
Применение |
Низкий |
150…250 |
Мотп |
HRC, σв |
Инструмент,подшипники, детали после ХТО и ТВЧ |
Средний |
350…500 |
Тотп |
σупр, σ-1 |
Рессоры, пружины |
Высокий |
500…680 |
Сотп |
КС |
Валы, оси, шатуны |
Отпускная хрупкость
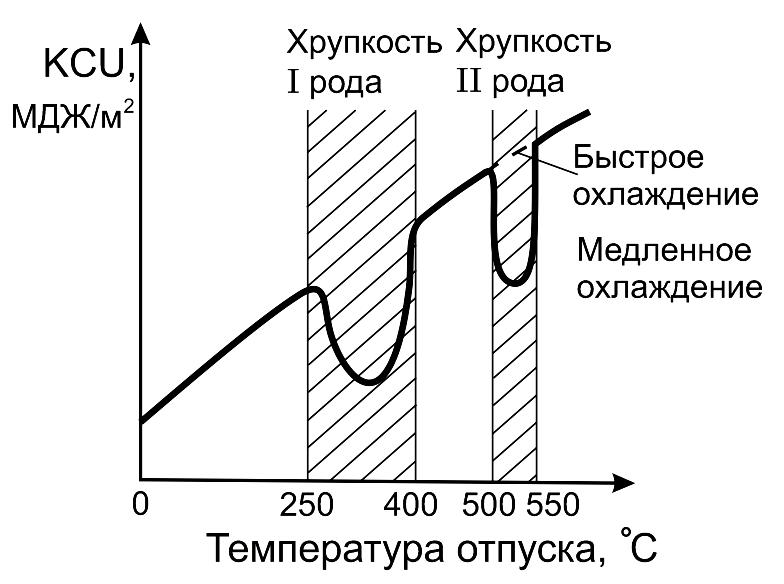
Существуют определенные температурные интервалы отпуска, в которых снижается ударная вязкость (Рис.44). Понижение ударной вязкости при температурах отпуска называется отпускной хрупкостью.
Отпускная хрупкость I рода (необратимая) наблюдается в температурном интервале среднего отпуска (250…400°С) у всех конструкционных сталей. Её связывают с неравномерным выделением карбидов из мартенсита по границам зёрен. Хрупкость I рода устраняется нагревом до температуры выше 400°С, снижающим, однако, твердость.
Отпускная хрупкость II рода (обратимая) проявляется при температуре 500…550°С в Cr-Ni- и Cr-Mn- улучшаемых сталях. Предполагаемая причина – скопление фосфора и элементов внедрения по границам зёрен при медленном охлаждении. Хрупкость II рода устраняется повторным отпуском с быстрым охлаждением. Для предупреждения обратимой хрупкости стали легируют молибденом (0,3%) или вольфрамом (до 1%).
Литейные алюминиевые сплавы. Их состав, структура, маркировка. Цель модифицирования.
Литейные сплавы содержат почти те же легирующие компоненты, что и деформируемые сплавы, но в значительно большем количестве (до 9—13% по отдельным компонентам). Литейные сплавы предназначены для изготовления фасонных отливок. Выпускают 35 марок литейных алюминиевых сплавов (АЛ), которые по химическому составу можно разделить на 5 групп. Например, алюминий с кремнием (АЛ2, АЛ4, АЛ9) или алюминий с магнием (АЛ8, АЛ 13, АЛ22 и др.).
Алюминиевые литейные сплавы маркируют буквами АЛ и цифрой, указывающей условный номер сплава. Сплавы на основе алюминия и кремния называют силуминами. Силумины обладают высокими механическими и литейными свойствами: высокой жидкотекучестью, небольшой усадкой, достаточно высокой прочностью и удовлетворительной пластичностью. Сплавы на основе алюминия и магния имеют высокую удельную прочность, хорошо обрабатываются резанием и имеют высокую коррозионную стойкость. Свойства алюминиевых литейных сплавов существенно зависят от способа литья и вида термической обработки. Важное значение при литье имеет скорость охлаждения затвердевающей отливки или скорость охлаждения при ее закалке. В общем случае увеличение скорости отвода тепла вызывает повышение прочностных свойств. Поэтому механические свойства отливок при литье в кокиль (металлические литейные формы) выше, чем при литье в песчано-глинистые формы (см. табл.). Литейные алюминиевые сплавы имеют более грубую и крупнозернистую структуру, чем деформируемые. Это определяет режимы их термической обработки. Для закалки силумины нагревают до температуры 520—540°С и дают длительную выдержку (5—10 ч), для того чтобы полнее растворить включения. Искусственное старение проводят при 150—180°С в течение 10—20 ч.Для улучшения механических свойств силумины, содержащие более 5% кремния, модифицируют натрием. Для этого в расплав добавляют 1—3% от массы сплава соли натрия (2/3 NaF + 1/3 NaCl). При этом снижается температура кристаллизации сплава и измельчается его структура.
Марка |
Способы литья |
Вид термической обработки |
Предел прочности при растяжении, σв МПа |
Твердость, HB |
Назначение |
АЛ2 |
зм, вм, км, к, д зм, вм, км, к, д |
—
Отжиг
|
150-160
140-150 |
50
50 |
Малонагруженные детали (корпуса приборов, кронштейны и т. и.) |
АЛ4 |
з, в, к, д к, д зм, вм, к
|
— Старение Закалка и полное старение |
150 200 230
|
50 70 70
|
Крупные нагруженные детали (корпуса компрессоров, картеров, блоков) |
АЛ9 |
з, в, к, д з, в, к, д з, в зм, вм
|
— Отжиг Закалка Закалка и полное старение
|
170 140 180
|
50 45 50
|
Детали средней нагруженности сложной конфигурации (головки цилиндров, поршни, картеры сцепления и т. п.) |
АЛ10В |
к, з |
Старение |
150-170 |
80-90 |
Детали, работающие при повышенных температурах |
АЛ8 |
з, в, к |
Закалка |
290 |
60 |
Детали высоконагруженные, воспринимающие вибрационные нагрузки |