-
Расчет припусков
Припуск
слой материала, назначаемый для
компенсации погрешностей, возникающих
в процессе изготовления детали, в целях
обеспечения заданного ее качества. Он
удаляется с поверхности заготовки в
процессе ее обработки для получения
детали.
Для
определения припусков на размер

Исходные
данные: заготовка-штамповка на
горизонтально-ковочной машине ГКМ
повышенной точности; масса заготовки
– m=0,65;
группа стали М3; степень сложности
поковки С13. Табличный допуск
 используем
расчетно-аналитический метод по
определению припусков.
используем
расчетно-аналитический метод по
определению припусков.
Расчет
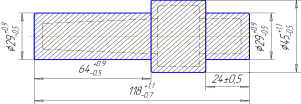
Составим технологический маршрут обработки в соответствии с заданной точностью для обрабатываемой поверхности ø40h8. В качестве заготовки выбрано штамповка на ГКМ повышенной точности С1 и группой стали М3. Эти данные выбраны из стандарта «Поковки стальные штампованные» ГОСТ 7505-89.
Маршрут состоит из обтачивания чернового и чистового, шлифования. Способ получения заготовки – штамповка на ГКМ. Данные заносим в расчетную таблицу.
Устанавливаем квалитет по технологическим переходам, используем [2, стр.8, т.4] и для заготовки [2, стр.192, т.32]. Для заготовки выбираем 15 квалитет с допуском Т=1000 мкм, данные заносим в таблицу. Допуски по переходам по полученным квалитетам выбираем из таблицы допусков.
Обтачивание и шлифование производится в центрах.
Определяем элементы припуска при обработки наружных цилиндрических поверхностей ппо формуле:
 ,
(1)
,
(1)
где
 -наименьший
припуск на обработку, мкм
-наименьший
припуск на обработку, мкм
 -
-
 -
-

ε
Определяем элементы припусков [1, стр.63, т.4.3], данные заносим в таблицу.
В данном случае обработка ведется в центрах, поэтому погрешность установки отсутствует, отмечаем таблицу.
Определяем суммарное отклонение по формуле [1, стр.67, т. 4.7]:
 ,
(2)
,
(2)
где
 -суммарное
отклонение, мкм;
-суммарное
отклонение, мкм;
 =1мм
– погрешность симметричности;
=1мм
– погрешность симметричности;
 – коробление;
– коробление;
 -
удельная кривизна, выбирается [1, стр.71,
т.48];
-
удельная кривизна, выбирается [1, стр.71,
т.48];
 -
погрешность центров, выбирается [1,
стр.66, т.47].
-
погрешность центров, выбирается [1,
стр.66, т.47].
 ,
(3)
,
(3)
где
 - допуск на исходную заготовку, определяем
по таблице [2, стр.146, т.23]
- допуск на исходную заготовку, определяем
по таблице [2, стр.146, т.23]