

Лекциямана - Проектирование литейных цехов / 13-LEC
.RTF13. Технологическая схема литейного цеха - Лекция 22
Обязательными производственными отделениями любого литейного цеха являются:
- плавильное отделение с промежуточным складом шихтовых материалов и участком дозирования и набора шихты;
- формовочно-заливочно-выбивное отделение;
- стержневое отделение;
- смесеприготовительное с промежуточным складом формовочных материалов;
- термообрубное отделение.
Кроме того в здании каждого литейного цеха должны быть размещены вспомогательные отделения и участки, как то: склады моделей, ремонтные и энергетические службы.
После определения состава цеха разрабатывается технологическая схема цеха, т. е. взаимное размещение его производственных, вспомогательных отделений и участков.
Определяют ориентировочно общую площадь цеха и площадь его основных отделений. При отсутствии детальных разработок средние площади для составления технологических схем цехов различного назначения можно принимать по таблице 13.1.
При разработке технологической схемы следует унифицировать ширинупролетов. Пример технологической схемы с грузопотоками приведен на рис. 13.1.
Прорабатывая технологическую схему цеха, исходя из технологических и строительных соображений, определяют этажность здания литейного цеха. В современных условиях производства нерационально размещать на уровне одного этажа весь комплекс помещений и оборудования технологического, транспортного, санитарно-гигиенического и энергетического назначения. Ранее многое из этого оборудования размещали в подвалах, тоннелях, на площадках и антресолях. Сейчас потребность в таких сооружениях сильно возросла и площадь подвалов под современными одноэтажными литейными цехами составляет 40 - 60% площади застройки.
Таблица 13.1.
|
Сплав, назначение отливок |
Мощность цеха, тыс. |
|
|
|
выпуск отливок с 1 м2 площади т/год |
|||
|
|
т/год |
общей |
формо-вочный |
cтержневой |
термообрубной |
|||
|
Серый чугун - детали автотракторные - детали станков, машин: мелкие <100 кг/шт средние 100-1000 кг крупные 1000-5000 кг |
50-100
40-60 40-60 30-40 |
1,8
1,5 1,3 1,2 |
10
7 5,2 4,3 |
12
11 6 4,8 |
8
8 6 5 |
|||
|
Ковий чугун детали автотракторные |
50-100 |
1,6 |
8 |
12 |
5,5 |
|||
|
Сталь детали автотракторные детали станков, машин: мелкие средние крупные |
50-100
40-50 40-50 30-40 |
1,5
1,4 1,2 1,1 |
9
6 5 4 |
11,5
10 5,5 4,5 |
7
6 5 4 |
|||

Рисунок 13.1. Технологическая схема литейного цеха:
1 - склад шихты; 2 - плавильное отделение; 3 - формовочное отделение;
4 - смесеприготовительное отделение; 5 - стержневое отделение;
6 - термообрубное отделение; 7 - силосы для песка; 8 - грунтовочное отделение.
Грузопотоки: а-шихта; б-жидкий чугун; в-стержни; г-формовочные и стержневые смеси; д-песок; е-отливки.
Для въезда на второй этаж рекомендуется устраивать пандус. Литейные цехи для производства крупных и тяжелых отливок с большими нагрузками на полы производственных помещений (>5 т/м2) проектируют обычно в одноэтажных зданиях. Для хранения запасных опок и отливок к зданию цеха пристраивают крановые эстакады.
-
Компоновочные схемы литейных цехов
Взаиморасположение основных производственных отделений литейного цеха в конкретных условиях проектируемого цеха определяется компоновкой, при разработке которой необходимо обеспечить:
- наименьшую протяженность основных производственных грузопотоков: шихты, жидкого металла, стержней, формовочных, стержневых и оборотных смесей. При этом в первую очередь из технологических соображений необходимо стремиться к наиболее коротким грузопотокам жидкого металла, стержневых смесей и готовых стержней (основные грузопотоки чугунолитейного цеха приведены на схеме (рис. 13.2.));
- удобные связи с заводскими транспортными, энергетическими и санитарнотехническими коммуникациями;
- размещение наиболее людных и с большими тепловыми выделениями производственных отделений (формовочные, стержневые, плавильные) в помещениях, обеспеченных хорошей освещенностью и вентиляцией;
-комплекс производственных и вспомогательных помещений литейного цеха может размещаться в одном или нескольких зданиях, что определяется в

Рисунок 13.2.
основном масштабом производства и требованиями генплана завода. Оптимальным считается размещение всех отделений цеха в одном здании.
Некоторые схемы рекомендуемых компоновочных решений чугуно- и сталелитейных цехов различного назначения показаны на рис. 13.3.
По некоторым схемам предусматривается двухэтажное решение. Некоторые схемы можно применять и для одноэтажных литейных цехов крупного и тяжелого литья.
Схема 1(а) предлагает компоновку цеха в одном здании шириной до 96 м. Эта схема рекомендуется для стале- и чугунолитейных цехов любого назначения. Недостаток ее - большая длина здания, и такое здание не всегда удобно размещается на генпланах заводов.
Схема 1(б) отличается от первой тем, что отделение термической обработки и обрубки размещается за складом шихты. Преимущество этой схемы - это короткий грузопоток возврата в шихтовый пролет, а открытое с торца стержневое отделение позволяет разместить силосные емкости ближе к потребителю.
- плавильное отделение - смесеприготовительное
и склад шихты отделение
- формовочное отделение - термообрубное отделение
- стержневое отделение
Схема 1(в) предопределяет большую ширину здания. Используют такую схему для цехов массового производства большой мощности, где большой объем термических и обрубных работ (сталелитейные и цехи ковкого чугуна). Литейные цехи, построенные по этой схеме,требуют искусственные освещение и вентиляцию.
Схема 1(г) требует минимальной длины цеха при большой ширине. Применяют для цехов малой и средней мощности. Особо подходит для мелкосерийного и единичного производства. Цех, выполненный по этой схеме, также требует искусственные вентиляцию и освещение.
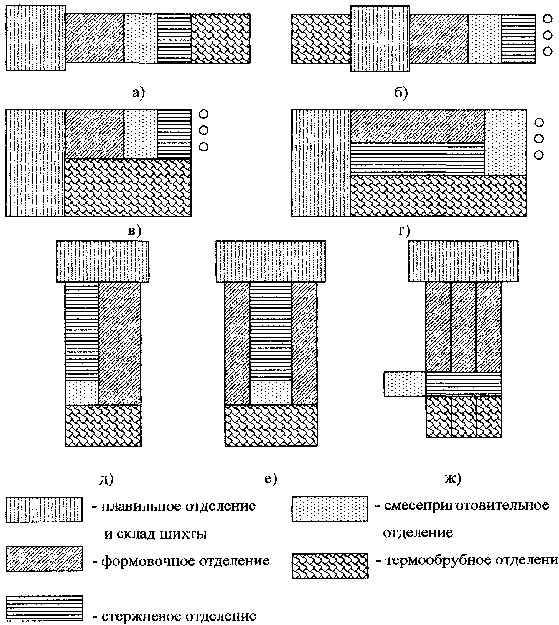
Рисунок 13.3.
Схема 1(д) для цехов малой мощности, чаще с мелкосерийным производством. Ширина здания 48 м, что обеспечивает хорошие естественные вентиляцию и освещение. Удобное транспортирование стержней на сборку.
Схема 1(е) также чаще применяется для цехов мелкосерийного производства средних и крупных отливок. Удобное расположение стержневого отделения между двумя формовочными отделениями. Ширина здания 96 м. Можно выполнить стержневое отделение в двухэтажном среднем пролете.
Схема 1(ж) аналогична предыдущей, рассчитана на широкую номенклатуру средних и крупных отливок. Центральное смесеприготовительное отделение, характерное для цехов мелкосерийного производства, вынесено в специальную пристройку, что обеспечивает просторное размещение смесеприготовительного оборудования и лучшие условия работы в цехе.
Приведенные выше схемы предоставляют широкий выбор компоновочных решений для цехов различного назначения и различных условий генпланов заводов.