

Работы, выполняемые на фрезерных станках
На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, фрезеруют пазы, шпоночные канавки, зубья прямозубых и винтовых цилиндрических зубчатых колес, обрабатывают сложные поверхности набором фрез, нарезают резьбу. Рассмотрим основные работы, выполняемые на горизонтально и вертикально-фрезерных станках.
Горизонтальные плоскости обрабатывают цилиндрическими фрезами (рис. 11 a) на горизонтально-фрезерных станках либо торцевыми фрезами (рис. 11 в) на вертикально-фрезерных и продольно-фрезерных станках.
В большинстве случаев более производительна обработка торцевыми фрезами, крепление которых в шпинделе более жестко, число одновременно работающих зубьев больше, чем у цилиндрических фрез, и благодаря этому они работают более плавно. Наиболее производительна обработка плоскостей торцевыми фрезами со вставными ножами, оснащенными твердыми сплавами.
Вертикальные плоскости обрабатывают на горизонтально-фрезерных станках торцевыми или дисковыми фрезами, на продольно-фрезерных — торцевыми и на вертикально-фрезерных — концевыми фрезами (рис. 11в, г, д).
Наклонные плоскости и скосы обрабатывают на горизонтально-фрезерных станках угловыми фрезами (рис. 11e) или на вертикально-фрезерных станках с поворотной головкой — торцевыми (рис. 11 ж). При этом шпиндельную головку поворачивают на необходимый угол.
Прямоугольные пазы и уступы фрезеруют дисковыми фрезами на горизонтально-фрезерных или концевыми — на вертикально-фрезерных станках (рис. 11з,и).
Пазы Т-образные и типа «ласточкин хвост» фрезеруют на вертикально-фрезерном станке в два прохода. Ранее прорезают прямоугольный паз цилиндрической концевой фрезой, а затем окончательно обрабатывают паз фрезой соответствующего профиля (рис. 11 к, л).
Шпоночные пазы открытые обрабатывают на горизонтально-фрезерных станках дисковыми фрезами (рис. 11о), а закрытые — на вертикально-фрезерных станках концевыми (рис. 11м) или специальными шпоночными фрезами.
 Фасонные
поверхности обрабатывают
фасонными фрезами соответствующего
профиля (рис. 11л, р)
преимущественно
на горизонтально-
Фасонные
поверхности обрабатывают
фасонными фрезами соответствующего
профиля (рис. 11л, р)
преимущественно
на горизонтально-
фрезерных станках, а сложные пространственные фасонные поверхности — на специальных копировально-фрезерных станках.
Сложные поверхности, представляющие собой сочетание горизонтальных, вертикальных и наклонных плоскостей, а иногда и криволинейных поверхностей, часто фрезеруют набором фрез на горизонтально- и продольно-фрезерных станках (рис. 11с).
Фрезерные станки имеют весьма широкую область применения и разделяются на две основные группы: станки общего назначения и специализированные. К первой группе относятся станки консольные и бесконсольные, продольно-фрезерные, станки непрерывного фрезерования (карусельные и барабанные). Ко второй группе относятся станки копировально-фрезерные, зубофре-зерные, резьбофрезерные, шпоночно-фрезерные шлицефрезер-ные и др. Типоразмеры станков характеризуются площадью рабочей (крепежной) поверхности стола или размерами обрабатываемой заготовки (при зубо- и резьбообработке).
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.
Прихваты (рис. 5.10, а) используют для закрепления заготовок или каких-либо приспособлений непосредственно на столе станка с помощью болтов. Нередко один из концов прихвата Попирается на подставку 1 (рис. 5.10, б).
Если при обработке заготовок необходимо получить плоскости, расположенные под углом одна к другой, то применяют угловые.
Рис. 5.8. Установка торцовых насадных фрез на шпиндель станка: 1 — фреза; 2 — шпонка; 3 — винт; 4 — шпиндель
Р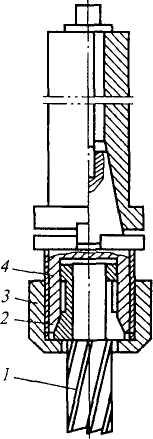 ис.
5.9. Установка концевых фрез с цилиндрическим
хвостовиком в патроне:
ис.
5.9. Установка концевых фрез с цилиндрическим
хвостовиком в патроне:
1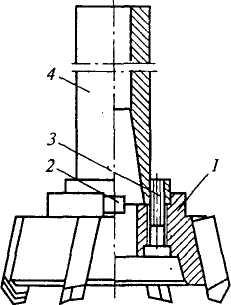 — фреза;2
— цанга;
3
—
гайка; 4
—
патрон
— фреза;2
— цанга;
3
—
гайка; 4
—
патрон
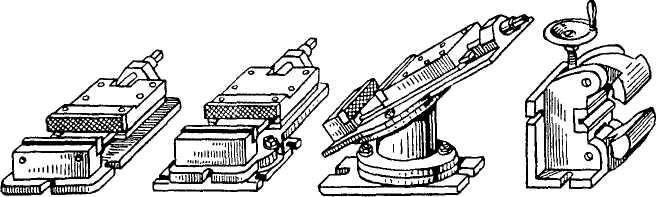
Машинные тиски могут быть простыми неповоротными (рис. 5.12, а), поворотными (поворот вокруг вертикальной оси, рис. 5.12, б), универсальными (поворот вокруг двух осей, рис. 5.12, в) и специальными (например, для закрепления валов, рис. 5.12, г): с ручным, пневматическим, гидравлическим или пневмогидравлическим приводом.
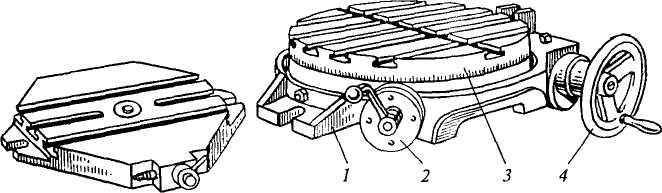
Столы для установки и закрепления заготовок бывают неповоротными (рис. 5.13, а) и поворотными (рис. 5.13, б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки уже готовые детали снимают и на их место устанавливают новые заготовки. Непрерывное вращение стола обеспечивает отдельный привод или привод станка.
2 3 4
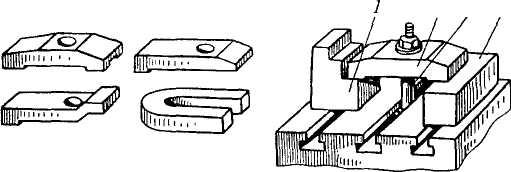
Рис. 5.10. Прихваты и подставка:
а — прихваты для крепления детали непосредственно на столе станка; б — прихват, опирающийся на подставку: 1 — подставка; 2 — прихват; 3 — болт; 4 —заготовка
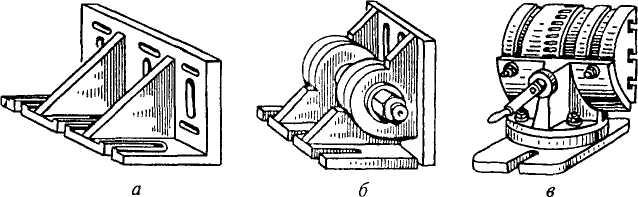
Рис. 5.11. Угловые плиты: а — обычные; б — универсальные, допускающие поворот вокруг одной оси; в универсальные, допускающие поворот вокруг двух осей
 ис.
5.13. Столы:
ис.
5.13. Столы:
а — неповоротный; б — поворотный: / — кронштейн для крепления стола на станке; 2 — стопор; 3 — шкала отсчета угла поворота; 4 — рукоятка ручного попорота
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые поводковые и цанговые патроны (рис. 5.14).
Значительного сокращения вспомогательного времени и повышения производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в условиях крупносерийного производства нередко используют вместе с загрузочными устройствами.
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис. 5.15). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
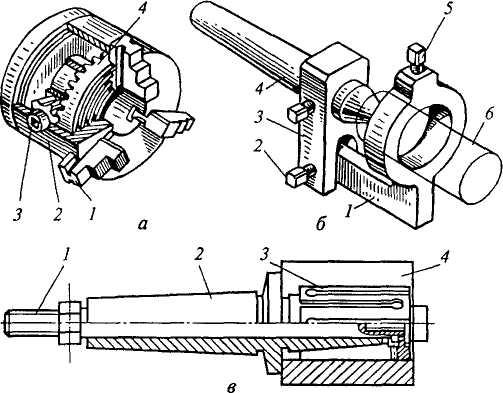
Рис. 5.14. Патроны:
а — кулачковый: / — кулачки; 2— корпус; 3— коническая шестерня с отверстием под ключ; 4 — зубчатая рейка для перемещения кулачков; б — поводковый: / — поводок; 2 — винт крепления поводка; 3 — скоба для крепления поводка; 4 — задний центр; 5 — винт крепления заготовки; 6 — заготовка; в — цанговый: / — винт крепления патрона; 2 — хвостовик; 3 — цанга; 4 — заготовка