

30. Разделительные операции холодной листовой штамповки (отрезка, вырубка, пробивка, надрезка, зачистка)
Разделительная операция холодной листовой штамповки – это операция обработки металлов давлением, в результате которой происходит полное или частичное отделение одной части заготовки от другой. К разделительным операциям относятся отрезка (резка), вырубка, пробивка, надрезка, разрезка, обрезка, зачистка, проколка, высечка.
О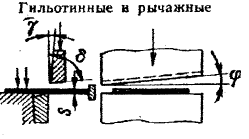
 трезка
–
полное отделение части заготовки по
незамкнутому контуру путем сдвига.
Листовые материалы для холодной штамповки
в большинстве случаев предварительно
разрезают на полосы или заготовки
необходимых размеров. Резка является
заготовительной операцией и производится
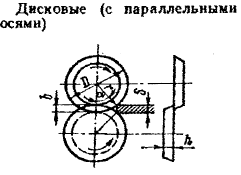
на рычажных, гильотинных, дисковых и
вибрационных ножницах, а также на
отрезных штампах.
трезка
–
полное отделение части заготовки по
незамкнутому контуру путем сдвига.
Листовые материалы для холодной штамповки
в большинстве случаев предварительно
разрезают на полосы или заготовки
необходимых размеров. Резка является
заготовительной операцией и производится
на рычажных, гильотинных, дисковых и
вибрационных ножницах, а также на
отрезных штампах.
1 - резка листовых материалов на полосы или штучные заготовки, до 40 мм
2 – резка листов на полосы, резка круглых (дисковых) заготовок с выходом на край листа) до 30 мм.
В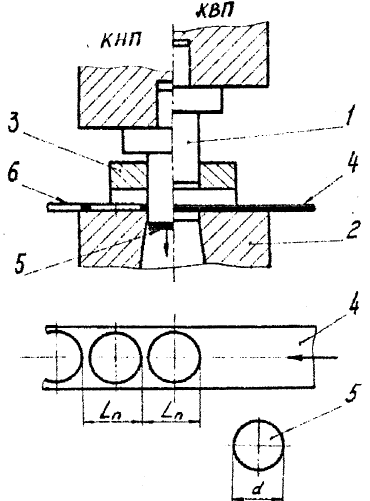 ырубка
–
полное отделение заготовки или изделия
от исходной заготовки по замкнутому
контуру путем сдвига (1 – пуансон; 2 –
матрица; 3 – съемник; 4 – заготовка; 5 –
деталь; 6 – отход. КНП – крайнее нижнее
положение ползуна; КВП – крайнее верхнее
положение ползуна – штамп простого
действия для вырубки диска диаметром
d)
ырубка
–
полное отделение заготовки или изделия
от исходной заготовки по замкнутому
контуру путем сдвига (1 – пуансон; 2 –
матрица; 3 – съемник; 4 – заготовка; 5 –
деталь; 6 – отход. КНП – крайнее нижнее
положение ползуна; КВП – крайнее верхнее
положение ползуна – штамп простого
действия для вырубки диска диаметром
d)
П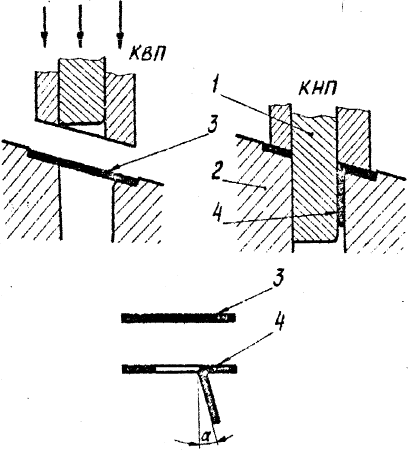 робивка
–
образование в заготовке отверстия или
паза путем сдвига с удалением части
металла в отход. Схема пробивки аналогична
схеме вырубки, если считать деталь 5
отходом, а отход 6 – деталь.
робивка
–
образование в заготовке отверстия или
паза путем сдвига с удалением части
металла в отход. Схема пробивки аналогична
схеме вырубки, если считать деталь 5
отходом, а отход 6 – деталь.
Надрезка – неполное отделение части заготовки путем сдвига. (1 - пуансон надрезки и матрица гибки; 2 – матрица надрезки и пуансон гибки; 3 – заготовка; 4 – деталь. Штамп совмещенного действия для надрезки и отгибки лапки в плоской детали)
Зачистка – удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения 7 шероховатости поверхности штампованной детали. Точность при зачистке может достигать 9-7 квалитета, высота микронеровностей – до 0,63 мкм. Процесс зачистки заключается в срезании стружки небольшой толщины (0,05-0,2 мм на сторону) по контуру детали или отверстия и производится в том же направлении, что и пробивка (вырубка).
Н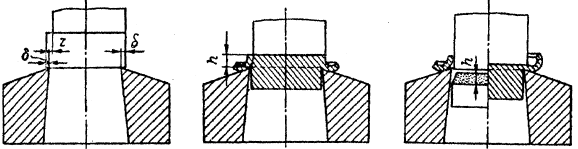 а
рисунке приведена последовательность
снятия стружки толщиной S при зачистке
с зазором Z между пуансоном и матрицей
(левая часть приведенных на рисунке 3
схем) и без зазора (правая часть схем) с
диаметром пуансона, большим диаметра
отверстия в матрице.
а
рисунке приведена последовательность
снятия стружки толщиной S при зачистке
с зазором Z между пуансоном и матрицей
(левая часть приведенных на рисунке 3
схем) и без зазора (правая часть схем) с
диаметром пуансона, большим диаметра
отверстия в матрице.
При зачистке с зазором еще до конца зачистки оставшаяся часть стружки отламывается, образуя скол высотой h на верхнем краю заготовки. При зачистке без зазора скола не образуется, так как стружка упирается в торцевую поверхность пуансона. В этом случае не требуется точного изготовления и пригонки пуансона по матрице, однако, часть срезанного припуска расплющивается у верхнего торца в тонкую пленку, что требует дополнительной зачистки.