

20 Гибка.
Г ибка
- это операция по приданию заготовке
изогнутой формы по заданному контуру.
Она осуществляется за счет упругопластической
деформации, протекающей по разному с
различных сторон заготовки.
ибка
- это операция по приданию заготовке
изогнутой формы по заданному контуру.
Она осуществляется за счет упругопластической
деформации, протекающей по разному с
различных сторон заготовки.
С внутренней стороны, т.е. со стороны пуансона заготовка испытывает напряжение сжатия и уменьшает свои размеры в продольном направлении.
В поперечном направлении материал испытывает напряжение растяжения с увеличением размеров заготовки.
С наружной стороны (матрицы) заготовка растягивается в продольном направлении и сжимается в поперечном. М/у наружным и внутренними слоями имеется нейтральный слой, длина которого не изменяется. По нейтральной линии выполняются технологические расчеты.
Основные схемы гибки:
1 Одноугловая 2 Двухугловая 3 4хугловая 4 у-образная
5
 Торцевая (закатка)
Торцевая (закатка)


![]()
Гибка осуществляется за счет пластической деформации (операции), сопровождающейся и упругой деформацией, величина, которая определяется законом Гука.
Пример: при одноугловой гибке после снятия внешней нагрузки упругая деформация высвобождается а заготовка частично расправляется.
Мерой
упругой деформации является разница
углов до и после снятия нагрузки ![]()
Δα - угол пружинения, это тот угол, на который необходимо уменьшить углы на пуансоне и матрице для компенсации пружинения.
Определяется сложными способами:
-
Аналитическим расчетом упругой деформации
-
Изготовлением опытных образцов детали и замерами углов
При двухугловой гибке пружинение можно компенсировать так же за счет изменения геометрии пуансона.
-
За счет обратного наклона боковых поверхностей пуансона
-
Выполнение вогнутой нижнего торца пуансона
Существенные особенности имеет гибка детали с малой кривизной, т.е. с большим радиусом.
В этом случае общая деформация близка к ее упругой составляющей, т.е. после гибки заготовка практически полностью расправляется. Для устранения этого гибку совмещают с пластической деформацией. За счет растяжения заготовки при гибке, что обеспечивает почти полное устранение упругой деформации

![]() %
%

21 Рельефная формовка. Раздача
Формовка - это операция, обеспечивающая получение на листовой заготовке местных углублений и выпуклостей за счет растяжения материала на ограниченных участках заготовки.
-
Р
 ебра
жесткости
ебра
жесткости -
Формовка мембраны


-
Крышка с выштампами
Рассмотрим последовательность операции формовки цилиндрического элемента жестким пуансоном.
Формовку данного элемента можно разбить на 3 этапа.
1.
На первом этапе осуществляется формовка
(пластическая деформация) кольцевого
пояска шириной b=R2-R1
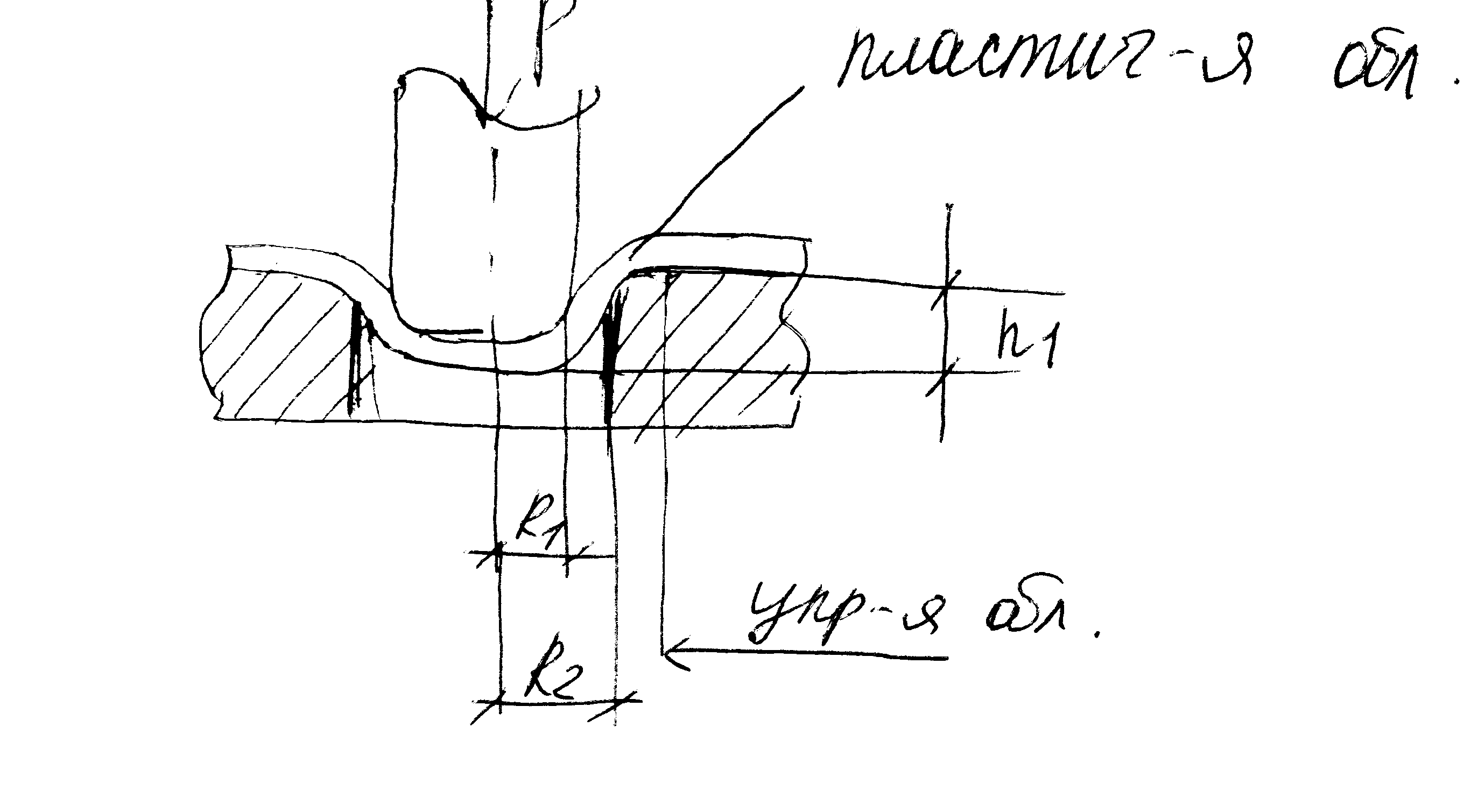
2. Полностью подвергается дно формуемого элемента b=R2
3 .
На третьем этапе пластической деформации
подвергаются дополнительно близлежащие
к радиусу R2
участки заготовки
.
На третьем этапе пластической деформации
подвергаются дополнительно близлежащие
к радиусу R2
участки заготовки
b=R3
![]()
П ри
последующем опускании пуансона возможна
резкая локализация деформации на стенке
или радиусе заготовки с последующим
нарушением сплошности материала.
ри
последующем опускании пуансона возможна
резкая локализация деформации на стенке
или радиусе заготовки с последующим
нарушением сплошности материала.
Растяжка или раздача – это операция по увеличению диаметра всей или части ассиметричной тонкостенной заготовки. Осуществляется за счет растяжения материалов в окружном направлении и уменьшения толщины стенки. Характеризуется коэффициентом раздачи Кразд=Dдет/Dзаг
Раздача осуществляется эластичным жидкостным и жестким пуансоном по жесткой матрице
-
Раздача эластичным пуансоном

-
Жидкостным пуансоном


-
Жестким раздвижным пуансоном
22 Правка. Обжим.

Обжим - это операция по уменьшению диаметра части тонкостенной ассиметричной заготовки. Применяется при выполнении горловин на трубах, колпачках, при изготовлении сужающихся кверху сосудов.
Обжим в жестких штампах осуществляется путем заталкивания заготовки в сужающиеся отверстие матрицы.
Технические возможности обжима ограничиваются потерей устойчивости заготовки в осевом (образ-е складок) и окружном (образ-е гофр) направлении.
Правка - это операция, обеспечивающая повышение точности формы и размеров плоских и профильных заготовок или деталей.
Правка тонкостенных пространственных заготовок называется КАЛИБРОВКОЙ.
При калибровке, кроме повышенной точности, уменьшается радиусы переходов.

Схема правки и калибровки.
-
Правка в гладких штампах применяется для правки тонкостенных плоских заготовок
-
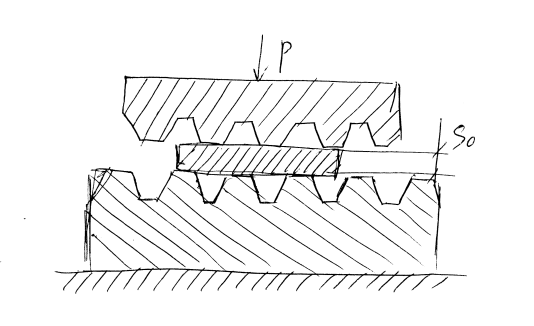
Правка в вафельных штампах. Применяется для правки относительно толстых заготовок, не допускающих глубоких отпечатков.
Зубцы в плане имеют прямоугольную или ромбическую форму с минимальной шириной b, b<0,5S0

-
П
 равка
в точечных штампах применяется для
правки толстых деталей, допускающих
глубокие отпечатки.
равка
в точечных штампах применяется для
правки толстых деталей, допускающих
глубокие отпечатки.
-
Профильная правка
Усилие P=q·F,кН,
Где q-давление необходимое для правки (50…120 МПа)
F- площадь подвергаемая правке
-
Пространственная правка или калибровка.
Применяется для уменьшения радиусов переходов тонкостенной детали и увеличение точности размеров.
Схема калибровки тонкостенной ассиметричной детали эластичной средой

23 Отбортовка.
Отбортовка - это операция по получению на листовой заготовке внутреннего или наружного борта.
П ри
получение внутреннего борта отбортовке
подвергается отверстие, наружный контур.
ри
получение внутреннего борта отбортовке
подвергается отверстие, наружный контур.
Значительно больше распространенной является отбортовка отверстия, которая может в том числе заменить операцию вытяжки с последующей обрезкой дна. Эффективно внутренняя отбортовка и при изготовлении детали с широким фланцем.
Схема отбортовки в жестких штампах

О тбортовка
осуществляется за счет растяжения
материала и уменьшения толщины заготовки
от фланца к торцу борта.
тбортовка
осуществляется за счет растяжения
материала и уменьшения толщины заготовки
от фланца к торцу борта.
Отбортовка характеризуется коэф-том отбортовки
Величина Кот зависит от:
1 Материала заготовки (плпстичности)
2 От радиуса борта
3 От формы рабочей поверхности пуансона
4 От способа получения отверстия d0
5 От состояния поверхности заготовки (наличия надрезов, царапин)
Отбортовка наружного контура
Если при отбортовке отверстия максимальная высота борта определяется чрезмерным утонением стенки в районе торца борта и нарушением ее сплошности, то при наружной отбортовке высота hб-нарушение уст-ти заготовки, образование гофр.
24 Вытяжка.
Вытяжка.- это формообразующая операция при которой получается полая тонкостенная заготовка из исходной плоской или полой заготовки.
Детали, получаемые вытяжкой можно объединить в след. Группы
1. Осесимметричные детали, с прямолинейной образующей
Цилиндрические (без фланца; с фланцем) Конические


2 Осесимметричные с криволинейной образующей 3 Коробчатые
(образующие, ступенчатые, сл.формы)

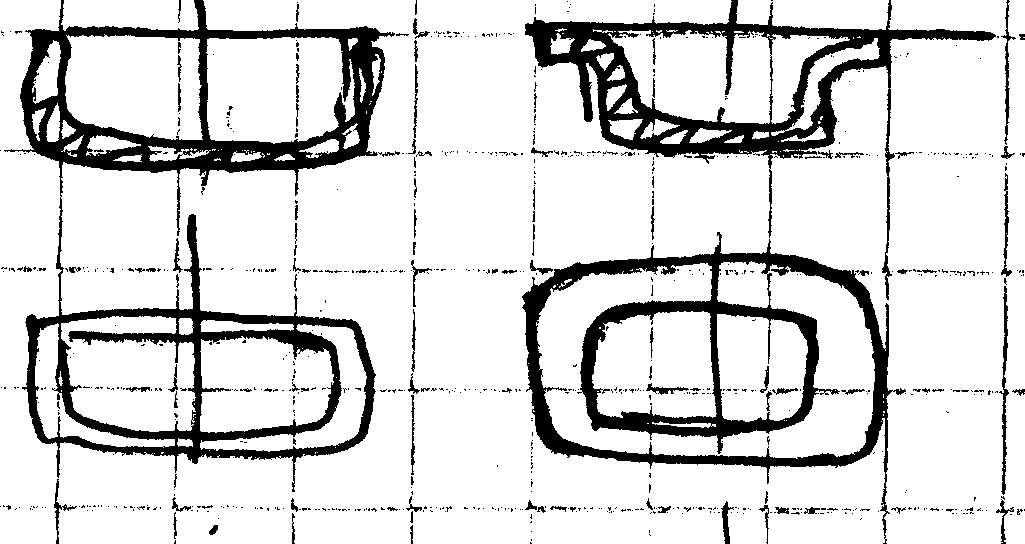
Схема вытяжки цилиндрической заготовки без фланца и без прижима
.

Вытяжка осуществляется на технологической оснастке, называемой штампами.
Вытяжкой изготовляется большое количество полых деталей разнообразной
формы, отличающихся друг от друга как формой в плане, так и формой боковых
стенок
Технологические расчеты и построение технологического процесса для них различны.
Способы вытяжки разделены на два основных:
1) без искусственного уменьшения толщины стенки (вытяжка);
2) с искусственным, преднамеренным уменьшением толщины стенки (вытяжка с утонением), в том числе комбинированная вытяжка.
Вытяжку осуществляют в специальных штампах, рабочие органы которых: матрица 1 со скругленной рабочей кромкой, пуансон 2 и, если это необходимо, прижимное кольцо 3. Между пуансоном и матрицей имеется зазор z, в который пуансон втягивает заготовку. При вытяжке внешняя сила, передаваемая пуансоном, приложена к донной части вытягиваемой детали, краевая же ее часть остается свободной, не нагруженной внешними силами.
Коэффициентом вытяжки m называют отношение диаметра d детали к диаметру D заготовки.
Чем больше радиус закругления, тем меньше напряжение в металле и меньше утонение стенок заготовки. Однако чрезмерно большой радиус закругления кромки матрицы ведет к образованию складок. Радиусы закруглений вытяжных кромок матрицы принимают в зависимости от глубины вытяжки и толщины материала по опытным данным для данного металла.
Радиус закругления пуансона принимается, по возможности, равным радиусу закругления матрицы, но может быть взят и значительно меньшим, соответственно требуемой форме вытягиваемой детали. Минимально допустимый радиус закругления пуансона равен удвоенной толщине вытягиваемого материала, так как-слишком маленький радиус закругления кромок пуансона вызывает значительное утонение материала.
Зазор между пуансоном и матрицей в вытяжных штампах принимают по наибольшей допустимой толщине вытягиваемого материала с добавкой на утолщение края заготовки при вытяжке. Для последнего перехода при вытяжке деталей с заданным наружным размером зазор устанавливают за счет пуансона, а при вытяжке с заданным внутренним размером — за счет матрицы. Для всех переходов, кроме последнего, направление зазора не имеет значения.
Независимо от числа операций вытяжки и степени утонения стенок детали толщина ее дна остается равной толщине заготовки (S).
Зазор г между вытяжным пуансоном и матрицей определяют для каждой операции в отдельности. Для первой вытяжки его устанавливают с учетом допускаемого колебания толщины заготовки, но во всех случаях он меньше величины S (толщины заготовки) и соответствует принятой степени деформации. Толщина S1 стенок вытянутой детали обычно получается несколько больше величины z.