

13. Варианты размещения оборудования относительно транспортного и по длине станочного участка в поточных линиях.
Выбор варианта расположения станков на участке или линии механической обработки определяется организационной формой производства, длиной станочных участков, видом межоперационного транспорта, способом удаления стружки и другими факторами.
В поточном производстве надо решить задачи вариантов размещения станков относительно транспортного средства, определение числа рядов и общей конфигурации поточной линии. Относительно транспортного средства возможно 3 варианта:
1. Фронтальное 2. Поперечное 3. Угловое 4. Кольцевое


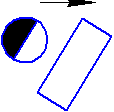
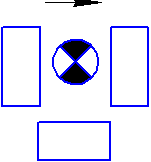
Фронтальное – наиболее благоприятные условия обслуживания станка рабочим. Поперечное – компактность; ухудшается обслуживание станка рабочим. Угловое – станки, имеющие большую длину (протяжной и т.д.). Кольцевое – удобно для многостаночного обслуживания, согласование со стружкоуборочным конвейером.
 одно/двух рядное трехрядное
четырехрядное
с накопителями
одно/двух рядное трехрядное
четырехрядное
с накопителями
14. Выбор оптимального варианта расположения станков на подетально- специализированных участках.
Серийное производство. Возможны 3 варианта размещения станков на предметно-специализированных участках:
1) точечный – отсутствуют межоперационные связи между станками. Возможен в тяжёлом машиностроении для крупных деталей, в лёгком и среднем при обработке на многооперационных станках. Возможен вариант на автоматных участках при изготовлении несложных деталей.
2) рядный – оборудование располагается в линейной последовательности соответствующей ходу техпроцесса характерных деталей.
3) гнездовой – станки размещают группами в зависимости от межоперационной связи между ними. Возможны комбинации всех 3х вариантов.
Пример: рядное расположение оборудования:
 Гнездовое
размещение:
Гнездовое
размещение:
При
выборе варианта расположения станков
надо стремиться к минимальному значению
целевой функции, которая является
суммарный грузопоток по участку, или
минимальная длина пути. Критерий
минимального грузопотока используют
при большой массе обрабатываемых
деталей:
 ,
,
Ni – годовая программа выпуска i-ой детали;
мi – её масса;
li – длина маршрута i-ой детали.
Минимальная
длина пути используется для лёгких
деталей:
 ,
Кi
– число запусков i-ой
детали в течении года.
,
Кi
– число запусков i-ой
детали в течении года.
Выбирают начальный вариант размещения станков, подсчитывают целевую функцию, возможными перестановками пытаются её уменьшить. Из полученных вариантов выбираем минимальный. Выбираем другой вариант расположения станков и снова… Из всех выбирается самый оптимальный.
15. Правила выполнения планировок оборудования и рабочих мест сборки.
Назначение планировки – взаимная увязка и расположение основного технологического и дополнительно оборудования, подъёмно-транспортных средств, рабочих мест, инженерных сетей, проездов и проходов в выбранном масштабе (1:100; 1:200 - большие; 1:50 - малые). Исходные данные: компоновочный план здания, выбранный вариант расположения станков, компоновочные планы станков, технологические нормы размещения оборудования.
Компоновочный план станка:

Элементы здания: колонны, стены, перегородки, двери, окна, и т.д. При разработке планировок компоновочные планы уточняются.
Обозначение осей на компоновочных планах:

Все станки должны иметь нумерацию. Их нумеруют с левого верхнего угла в пределах одного участка, потом сверху вниз и т.д. У каждого станка свой порядковый номер. Сначала нумеруют станки, затем транспортные средства. Если их много, то вводят другую нумерацию: Т1; Т2; К1; К2; Л1; Л2. Всё оборудование заносят в спецификацию:

Обозначают привязку станков к элементам здания:

Основные требования, которые надо учитывать при обработке планировок: Надо обеспечить требования техники безопасности, научной организации труда и производственной эстетики. 1) оборудование в цехе надо размещать в соответствии с принятой организационной формой техпроцессов и вариантом расположения оборудования в линиях и на участках. 2) расположение оборудования, проходов и проездов должно гарантировать удобство и безопасность работы, возможность монтажа и демонтажа станков, его ремонта, удобства подачи заготовок и инструментов, удобство уборки отходов. 3) выдержать расстояние между станками и станками и элементами зданий в соответствии с нормами технологического проектирования.

b=900 при габарите станка до 4 м; >4, то 1300, б – аналогично.

Приблизительно такие же расстояния по отношению к элементам зданий.
Расстояния назначаются от крайних габаритов станка с учётом крайних положений движущихся частей, открывающихся дверок и установочных ограждений.
При разных размерах 2х рядом стоящих станков расстояние между ними принимается по большему. Для тяжёлых и уникальных станков расстояние устанавливается применительно к каждому конкретному случаю. При установке станков на индивидуальные фундаменты расстояние между станками и элементами здания принимается с учётом конфигурации фундамента.
При обслуживании станков мостовыми кранами расстояние их от колонн принимают с учётом возможности обслуживания при крайнем положении крюка крана.
В зависимости от условий планировки, монтажа и демонтажа станков нормы расстояний могут быть увеличены при соответствующем обосновании.

Для видов напольного транспорта составляет А = габарит груза + 1400 мм (при одностороннем движении); и 2 габарита груза + 1600 мм (при 2х стороннем движении).
Ширина проезда при транспортировке электрическими погрузчиками дана с учётом поворота на 90°. При размерах транспортируемой детали > 3 м ширина проезда назначается индивидуально для каждого конкретного случая. Если уборка стружки осуществляется механизированными средствами, то должен быть предусмотрен проезд шириной не более 3х м.

4) планировку надо увязывать с применяемыми подъёмно-транспортными средствами. Предусматривать кратчайшие узлы перемещения заготовок, деталей, узлов. 5) планировка должна быть гибкой, то есть предусматривать возможность переустановки оборудования. 6) следует реально использовать не только площадь, но и весь объём цеха.