§ 8.4. Неразъемные соединения
К неразъемным соединениям относят соединения деталей, которые нельзя разъединить без какого-либо разрушения. Детали в таких конструкциях соединяют в одно целое различными швами: сварными, паяными, клеевыми и при помощи заклепок (табл. 8.2).
8.4.1. Соединение пайкой
Условное изображение и обозначение швов паяных соединений устанавли-
вает ГОСТ 2.313–82.
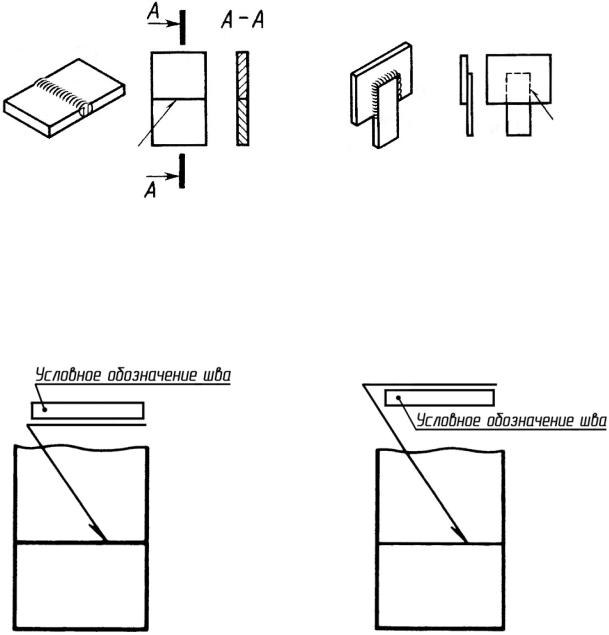
Швы паяных соединений изображаются сплошной утолщенной линией толщиной 2s (где s – толщина линии обводки чертежа). От линии, изображающей шов, проводится линия-выноска со стрелкой. На наклонном участке линиивыноски наносится условный знак пайки « » сплошной основной линией
» сплошной основной линией
(R ≈ 5 мм) (рис. 8.11а).
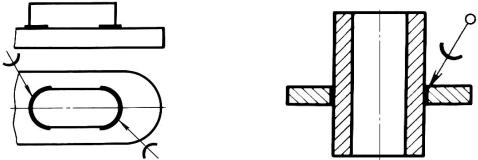
Если паяный шов выполнен по замкнутому контуру, то линия-выноска заканчивается окружностью диаметром 5 мм, проведенной тонкой сплошной лини-
ей (рис. 8.11б).
а) б)
Рис. 8.11. Обозначение на чертеже паяного шва: а – незамкнутого; б – по замкнутому контуру
В случае необходимости на изображении паяного соединения указываются размеры шва и обозначение шероховатости поверхности.
Обозначение припоя приводится в технических условиях чертежа или в спецификации в разделе «Материалы».
Если паяный шов изображен на нескольких видах (или разрезах) соединения, то его условное обозначение наносится один раз на том изображении, где он наиболее понятен.
8.4.2. Соединение сваркой
Соединение сваркой состоит в том, что место соединения расплавляется электродугой или пламенем специальной газовой горелки и промежуток между кромками свариваемых деталей заполняется расплавленным металлом самого электрода или особого прутка; в результате затвердевший металл в месте соединения образует сварной шов. Для каждого вида сварки и способов ее осуществления соответствуют определенные стандарты, например: ручная дуговая сварка – ГОСТ 5264–80; автоматическая и полуавтоматическая сварка под флюсом – ГОСТ 11533–75; дуговая сварка в защитном газе – ГОСТ 14771–76; контактная сварка – ГОСТ 15878–79 и др.
Условное изображение и обозначение швов сварных соединений устанавли-
вает ГОСТ 2.312–72.
Швы сварных соединений условно изображаются, как показано на рис. 8.12: видимые швы – сплошной толстой основной линией; невидимые швы – штриховой линией.
Для обозначения сварки от изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение лицевого шва наносится над полкой линии-выноски (рис. 8.13а), оборотного – под полкой ли- нии-выноски (рис. 8.13б).
а) б)
Рис. 8.12. Изображение на чертеже сварных швов: а – видимого; б – невидимого
а) б)
Рис. 8.13. Нанесение на чертеже условного обозначения сварного ша:
а– лицевого; б – оборотного
Вусловном обозначении стандартного сварного шва (рис. 8.14а) указывается:
поз. 1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
поз. 2 – буквенно-цифровое обозначение шва;
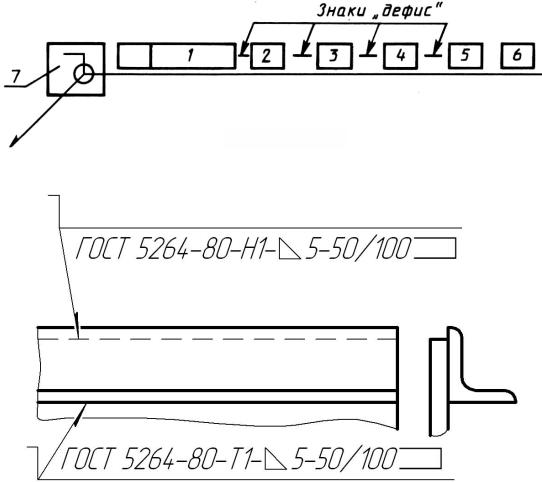
поз. 3 – условноеобозначениеспособасварки(допускаетсянеуказывать);
поз. 4 – знак № 3 из табл. 8.4 и размер катета шва;
поз. 5 – обозначение параметров швов: прерывистых, цепных, одиночной точечной сварки и др.;
поз. 6 – вспомогательные знаки из табл. 8.4;
поз. 7 – вспомогательные знаки № 1 или № 8 из табл. 8.4.
а)
б)
Рис. 8.14. Условное обозначение стандартного сварного шва:
а – структура условного обозначения; б – пример обозначения шва на чертеже

Буквенно-цифровое обозначение шва (поз. 2 в условном обозначении) включает условное обозначение вида сварного соединения и способ подго-товки кромок.
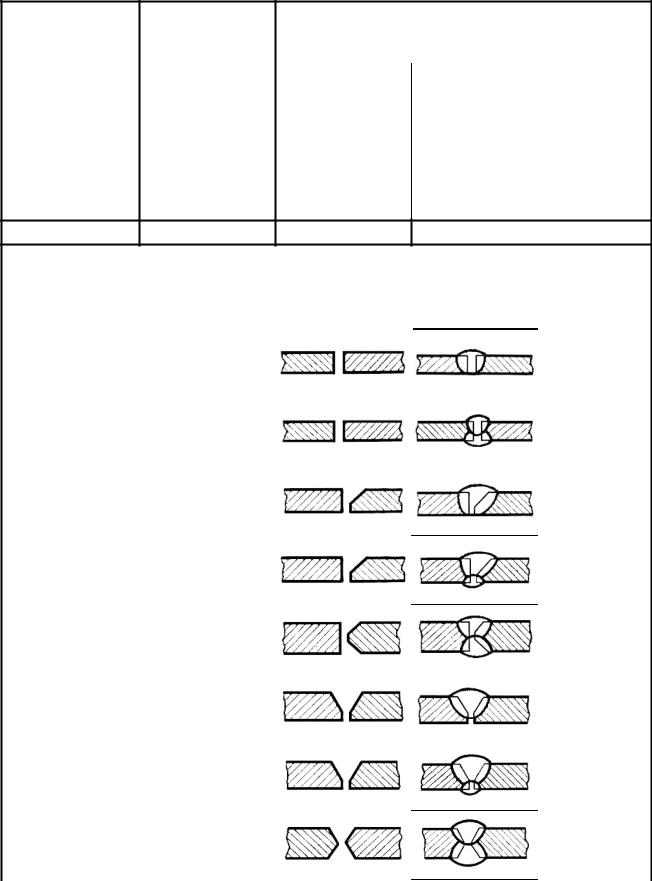
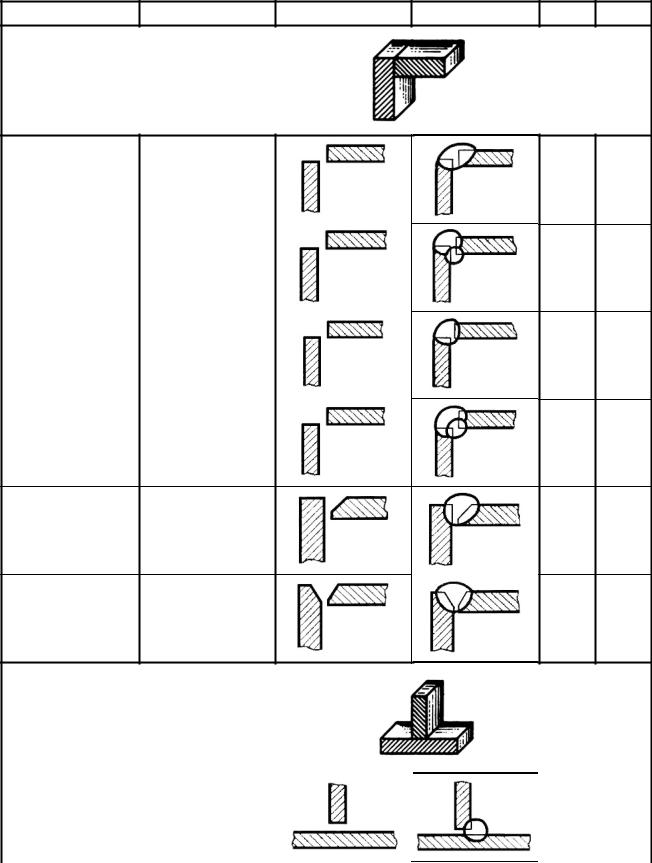
ГОСТ регламентирует типы сварных соединений в зависимости от взаимного расположения свариваемых деталей (рис. 8.15):
стыковые (стандартное условное обозначение – С);
угловые (У);
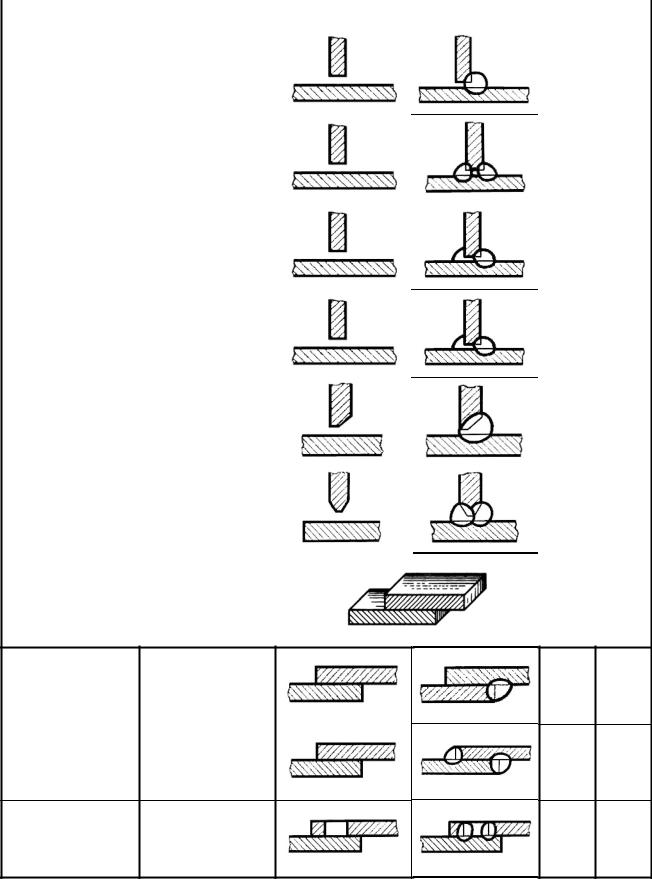
тавровые (Т);
нахлесточные (Н).
|
|
Таблица 8.4 |
|
|
Вспомогательные знаки в обозначении сварных швов |
||
|
|
|
|
№ знака |
Знак |
Обозначение |
|
|
|
|
|
1 |
|
Шов по замкнутой линии (диаметр знака 3…5 мм) |
|
|
|
|
|
2 |
|
Шов по незамкнутой линии (знак применяют, если рас- |
|
|
|
положение шва ясно из чертежа) |
|
|
|
|
|
3 |
|
Знак, после которого ставят размер катета шва в милли- |
|
|
|
метрах (высота знака равна высоте цифр обозначения) |
|
|
|
|
|
4 |
|
Шов прерывистый или точечный с цепным расположе- |
|
|
|
нием (угол наклона линии 60°) |
|
|
|
|
|
5 |
|
Шов прерывистый или точечный с шахматным распо- |
|
|
|
ложением |
|
|
|
|
|
6 |
|
Усиление шва снять |
|
|
|
|
|
7 |
|
Наплывы и неровности шва обработать с плавным пере- |
|
|
|
ходом к основному металлу |
|
|
|
|
|
8 |
|
Шов выполнить при монтаже изделия |
|
|
|
|
|
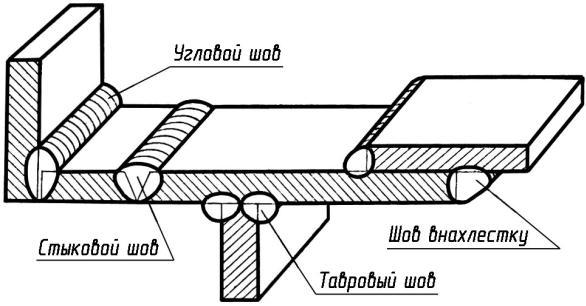
Рис. 8.15. Виды сварных соединений
Цифры, проставляемые после стандартного условного обозначения вида сварного соединения, определяются из таблицы ГОСТ и зависят от способа подготовки кромок (соединение может быть без скоса кромок, со скосом одной кромки, с криволинейным скосом одной кромки, со скосом двух кромок и т. д.). Примеры условных обозначений сварных соединений указаны в табл. 8.5.
Пример условного обозначения сварного шва на чертеже приведен на рис. 8.14б: верхний шов (изображен штриховой линией) нахлесточного соединения, нижний – таврового; оба шва прерывистые цепные (высота катета равна 5 мм, l = 50 мм и t = 100 мм), выполняемые ручной дуговой сваркой при монтаже по незамкнутым линиям.
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, а от изображений остальных одинаковых швов проводят линиивыноски с полками. Всем одинаковым швам присваивается один порядковый номер, который наносится на полке линии-выноски (рис. 8.16а). Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенными обозначением (рис. 8.16б).