

§ 7.9. Пазы шпоночные
Стандартами предусмотрено изготовление призматических, клиновых и сегментных шпонок, устанавливаемых в пазах соединяемых деталей для предот-
вращения их относительного перемещения при передаче крутящего |
момен- |
та (п. 5.2.4). |
|
Формы и размеры шпоночных пазов установлены следующими |
стан- |
дартами: |
|
ГОСТ 23360–78 для пазов под призматические шпонки (табл. 7.31);
ГОСТ 24071–97 для пазов под сегментные шпонки (табл. 7.32);
ГОСТ 24068–80 для пазов под клиновые шпонки (табл. 7.33).
Способы изготовления и простановки размеров шпоночных пазов под шпонки различных типов представлены на рис. 7.30…7.32.
На рис. 7.33 приведены другие варианты простановки размеров шпоночных пазов (на валу и втулке) на рабочих чертежах.
а) |
б) |
в) |
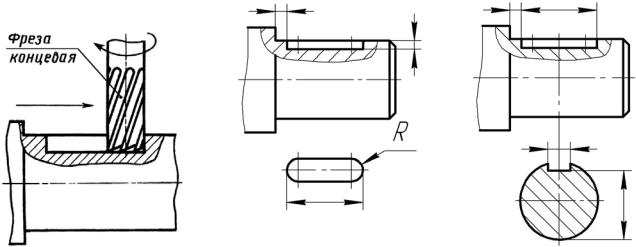
Рис. 7.30. Паз под призматическую шпонку:
а – изготовление паза с помощью концевой фрезы; б, в – изображения и размеры паза
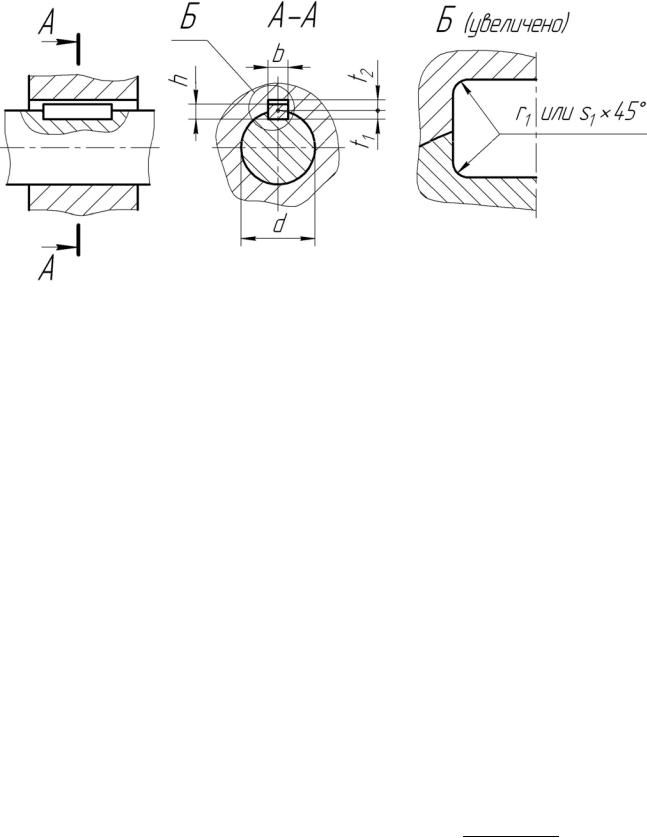
Таблица 7.31 Размеры шпонок призматических и сечений пазов (ГОСТ 23360–78), мм
|
|
|
|
|
|
|
|
|
Шпоночный паз |
|
|
Диаметр вала d |
Сечение |
|
|
|
|
Глубина |
Радиус закругления r1 |
||||
|
шпонки |
|
|
или фаска s1×45° |
|
|
b×h |
|
|
||
|
Вал t1 |
Втулка t2 |
не более |
не менее |
|
|
|
||||
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
От 6 до 8 |
2×2 |
1,2 |
1,0 |
0,16 |
0,18 |
|
|
|
|
|
|
Св. 8 до 10 |
3×3 |
1,8 |
1,4 |
|
|
|
|
|
|
|
|
Св. 10 до 12 |
4×4 |
2,5 |
1,8 |
|
|
|
|
|
|
|
|
Св. 12 до 17 |
5×5 |
3,0 |
2,3 |
0,25 |
0,16 |
|
|
|
|
|
|
Св. 17 до 22 |
6×6 |
3,5 |
2,8 |
|
|
|
|
|
|
|
|
Св. 22 до 30 |
7×7; 8×7 |
4,0 |
3,3 |
|
|
|
|
|
|
|
|
Св. 30 до 38 |
10×8 |
5,0 |
3,3 |
0,40 |
0,25 |
|
|
|
|
|
|
Св. 38 до 44 |
12×8 |
5,0 |
3,3 |
|
|
|
|
|
|
|
|
Св. 44 до 50 |
14×9 |
5,5 |
3,8 |
|
|
|
|
|
|
|
|
Св. 50 до 58 |
16×10 |
6,0 |
4,3 |
|
|
|
|
|
|
|
|
Св. 58 до 65 |
18×11 |
7,0 |
4,4 |
|
|
|
|
|
|
|
|
Св. 65 до 75 |
20×12 |
7,5 |
4,9 |
0,60 |
0,40 |
|
|
|
|
|
|
Св. 75 до 85 |
22×14 |
9,0 |
5,4 |
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 7.31 |
||
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
Св. 85 до 95 |
24×14; 25×14 |
9,0 |
5,4 |
0,60 |
0,40 |
|
|
|
|
|
|
|
|
Св. 95 до 110 |
28×16 |
10,0 |
6,4 |
|
|
|
|
|
|
|
|
|
|
Св. 110 до 130 |
32×18 |
11,0 |
7,4 |
|
|
|
|
|
|
|
|
|
|
Св. 130 до 150 |
36×20 |
12,0 |
8,4 |
1,00 |
0,70 |
|
|
|
|
|
|
|
|
Св. 150 до 170 |
40×22 |
13,0 |
9,4 |
|
|
|
|
|
|
|
|
|
|
Св. 170 до 200 |
45×25 |
15,0 |
10,4 |
|
|
|
|
|
|
|
|
|
|
Св. 200 до 230 |
50×28 |
17,0 |
11,4 |
|
|
|
|
|
|
|
|
|
|
Св. 230 до 260 |
56×32 |
20,0 |
12,4 |
1,60 |
1,20 |
|
|
|
|
|
|
|
|
Св. 260 до 290 |
63×32 |
20,0 |
12,4 |
|
|
|
|
|
|
|
|
|
|
Св. 290 до 330 |
70×36 |
22,0 |
14,4 |
|
|
|
|
|
|
|
|
|
|
Св. 330 до 380 |
80×40 |
25,0 |
15,4 |
2,50 |
2,00 |
|
|
|
|
|
|
|
|
Св. 380 до 440 |
90×45 |
28,0 |
17,4 |
|
|
|
|
|
|
|
|
|
|
Св. 440 до 500 |
100×50 |
31,0 |
19,5 |
|
|
|
|
|
|
|
|
|
|
а) |
б) |
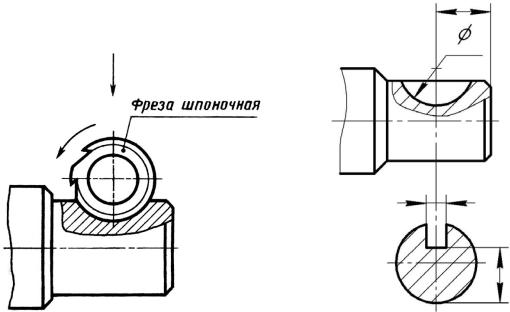
Рис. 7.31. Паз под сегментную шпонку:
а– изготовление паза с помощью шпоночной фрезы;
б– изображения и размеры паза
Таблица 7.32 Размеры шпонок сегментных и сечений пазов (ГОСТ 24071–97), мм
|
|
|
|
|
|
|
|
Размеры |
|
|
Шпоночный паз |
|
|
||
шпонки |
|
|
|
|
|
|
|
Ширина b |
Глубина |
|
Радиус R |
||||
b×h1×D |
|
|
|
|
|
|
|
|
Вал t1 |
|
Ступица t2 |
|
не более |
не менее |
|
|
|
|
|
||||
1 |
2 |
3 |
|
4 |
|
5 |
6 |
|
|
|
|
|
|
|
|
1,0×1,4×4 |
1,0 |
1,0 |
|
0,6 |
|
0,16 |
0,08 |
|
|
|
|
|
|
|
|
1,5×2,6×7 |
1,5 |
2,0 |
|
0,8 |
|
|
|
|
|
|
|
|
|
|
|
2,0×2,6×7 |
2,0 |
1,8 |
|
1,0 |
|
|
|
|
|
|
|
|
|
|
|
2,0×3,7×10 |
2,0 |
2,9 |
|
1,0 |
|
|
|
|
|
|
|
|
|
|
|
2,5×3,7×10 |
2,5 |
2,7 |
|
1,2 |
|
|
|
|
|
|
|
|
|
|
|
3,0×5,0×13 |
3,0 |
3,8 |
|
1,4 |
|
|
|
|
|
|
|
|
|
|
|
3,0×6,5×16 |
3,0 |
5,3 |
|
1,4 |
|
|
|
|
|
|
|
|
|
|
|
4,0×6,5×16 |
4,0 |
5,0 |
|
1,8 |
|
0,25 |
0,16 |
|
|
|
|
|
|
|
|
4,0×7,5×19 |
4,0 |
6,0 |
|
1,8 |
|
|
|
|
|
|
|
|
|
|
|
5,0×6,5×16 |
5,0 |
4,5 |
|
2,3 |
|
|
|
|
|
|
|
|
|
|
|
5,0×7,5×19 |
5,0 |
5,5 |
|
2,3 |
|
|
|
|
|
|
|
|
|
|
|
5,0×9,0×22 |
5,0 |
7,0 |
|
2,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 7.32 |
||
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
6,0×9,0×22 |
6,0 |
6,5 |
2,8 |
0,25 |
0,16 |
|
|
|
|
|
|
|
|
6,0×10,0×25 |
6,0 |
7,5 |
2,8 |
|
|
|
|
|
|
|
|
|
|
8,0×11,0×28 |
8,0 |
8,0 |
3,3 |
0,40 |
0,25 |
|
|
|
|
|
|
|
|
10,0×13,0×32 |
10,0 |
10,0 |
3,3 |
|
|
|
|
|
|
|
|
|
|
а) |
б) |
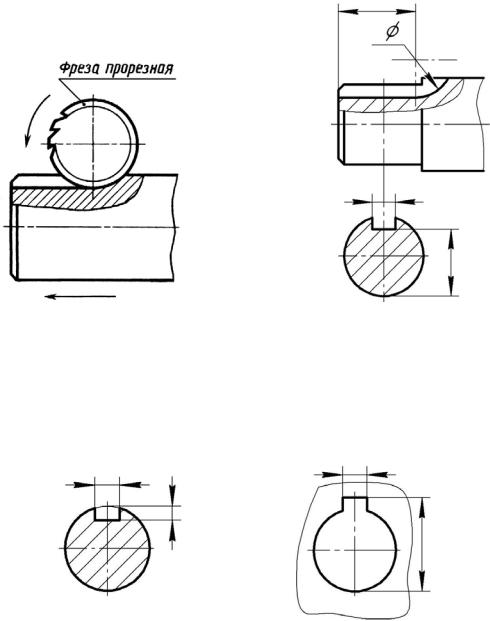
Рис. 7.32. Паз под клиновую шпонку:
а – изготовление с помощью прорезной фрезы; б – изображения и размеры паза
а) б)
Рис. 7.33. Другие варианты простановки размеров шпоночных пазов: а – на валу; б – во втулке
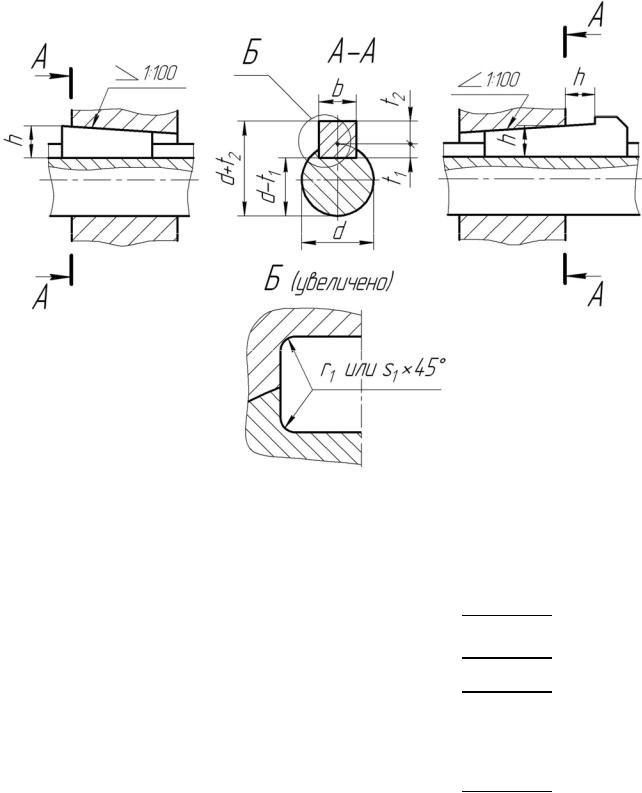
Таблица 7.33 Размеры шпонок клиновых и сечений пазов (ГОСТ 24068–80), мм
|
|
|
|
|
|
|
|
|
|
|
Шпоночный паз |
|
|
||
Диаметр вала |
Сечение |
|
|
|
|
|
|
Ширина b |
Глубина |
Радиус закругления |
|||||
d |
шпонки |
(вал и |
|
|
|
r1 |
|
|
b×h |
втулка) |
|
|
или фаска s1×45° |
||
|
|
|
|
|
не более |
|
|
|
|
|
Вал t1 |
Втулка t2 |
не менее |
||
|
|
|
|
|
6 |
|
|
1 |
2 |
3 |
4 |
5 |
|
7 |
|
|
|
|
|
|
0,08 |
|
|
От 6 до 8 |
2×2 |
2 |
1,2 |
0,5 |
|
0,16 |
|
|
|
|
|
|
|
|
|
Св. 8 до 10 |
3×3 |
3 |
1,8 |
0,9 |
|
|
|
|
|
|
|
|
|
|
|
Св. 10 до 12 |
4×4 |
4 |
2,5 |
1,2 |
|
|
|
|
|
|
|
|
0,16 |
|
|
Св. 12 до 17 |
5×5 |
5 |
3,0 |
1,7 |
|
0,25 |
|
|
|
|
|
|
|
|
|
Св. 17 до 22 |
6×6 |
6 |
3,5 |
2,2 |
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|
|
Окончание табл. 7.33 |
||
|
|
|
|
|
6 |
|
|
1 |
2 |
3 |
4 |
5 |
7 |
|
|
|
|
|
|
|
0,16 |
|
|
Св. 22 до 30 |
8×7 |
8 |
4,0 |
2,4 |
0,25 |
|
|
|
|
|
|
|
0,25 |
|
|
Св. 30 до 38 |
10×8 |
10 |
5,0 |
2,4 |
0,40 |
|
|
|
|
|
|
|
|
|
|
Св. 38 до 44 |
12×8 |
12 |
5,0 |
2,4 |
|
|
|
|
|
|
|
|
|
|
|
Св. 44 до 50 |
14×9 |
14 |
5,5 |
2,9 |
|
|
|
|
|
|
|
|
|
|
|
Св. 50 до 58 |
16×10 |
16 |
6,0 |
3,4 |
|
|
|
|
|
|
|
|
|
|
|
Св. 58 до 65 |
18×11 |
18 |
7,0 |
3,4 |
|
|
|
|
|
|
|
|
0,40 |
|
|
Св. 65 до 75 |
20×12 |
20 |
7,5 |
3,9 |
0,60 |
|
|
|
|
|
|
|
|
|
|
Св. 75 до 85 |
22×14 |
22 |
9,0 |
4,4 |
|
|
|
|
|
|
|
|
|
|
|
Св. 85 до 95 |
25×14 |
25 |
9,0 |
4,4 |
|
|
|
|
|
|
|
|
|
|
|
Св. 95 до 110 |
28×16 |
28 |
10,0 |
5,4 |
|
|
|
|
|
|
|
|
|
|
|
Св. 110 до 130 |
32×18 |
32 |
11,0 |
6,4 |
|
|
|
|
|
|
|
|
0,70 |
|
|
Св. 130 до 150 |
36×20 |
36 |
12,0 |
7,1 |
1,00 |
|
|
|
|
|
|
|
|
|
|
Св. 150 до 170 |
40×22 |
40 |
13,0 |
8,1 |
|
|
|
|
|
|
|
|
|
|
|
Св. 170 до 200 |
45×25 |
45 |
15,0 |
9,1 |
|
|
|
|
|
|
|
|
|
|
|
Св. 200 до 230 |
50×28 |
50 |
17,0 |
10,1 |
|
|
|
|
|
|
|
|
1,20 |
|
|
Св. 230 до 260 |
56×32 |
56 |
20,0 |
11,1 |
1,60 |
|
|
|
|
|
|
|
|
|
|
Св. 260 до 290 |
63×32 |
63 |
20,0 |
11,1 |
|
|
|
|
|
|
|
|
|
|
|
Св. 290 до 330 |
70×36 |
70 |
22,0 |
13,1 |
|
|
|
|
|
|
|
|
2,00 |
|
|
Св. 330 до 380 |
80×40 |
80 |
25,0 |
14,1 |
2,50 |
|
|
|
|
|
|
|
|
|
|
Св. 380 до 440 |
90×45 |
90 |
28,0 |
16,1 |
|
|
|
|
|
|
|
|
|
|
|
Св. 440 до 500 |
100×50 |
100 |
31,0 |
18,1 |
|
|
|
|
|
|
|
|
|
|
|
П р и м е ч а н |
и е: размер |
t2 относится |
к большей глубине паза |
|
|
||