

288
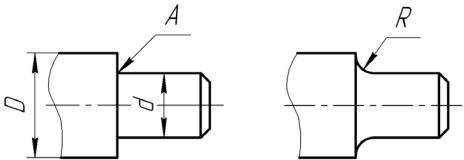
Г а л т е л и – скругления внешних и внутренних углов на деталях машин, широко применяемые для облегчения изготовления деталей литьем, штамповкой, ковкой (рис. 7.9г, д), для притупления острых кромок точеных деталей (рис. 7.9б), для повышения прочностных свойств валов, осей и других деталей в местах перехода от одного диаметра к другому (рис. 7.10). На рис. 7.10 буквой А отмечено место концентрации напряжений, могущей вызвать трещину или излом детали. Применение галтели устраняет эту опасность за счет распределения напряжений по торовой поверхности.
Рис. 7.10. Предотвращение излома детали посредством галтели
§ 7.3. Канавки и проточки
Канавки и проточки применяют в основном для установки в них стопорящих деталей (п. 7.3.3), уплотняющих прокладок (п. 7.3.2), а также для «выхода» режущих инструментов, например: при нарезании резьбы (п. 7.1.2), зубьев зубчатого колеса, шпоночного паза (§ 7.9), для выхода шлифовального круга (п. 7.3.1).
На основных изображениях проточки, как правило, дают с упрощениями, а их действительные формы и размеры раскрывают выносными элементами.
289
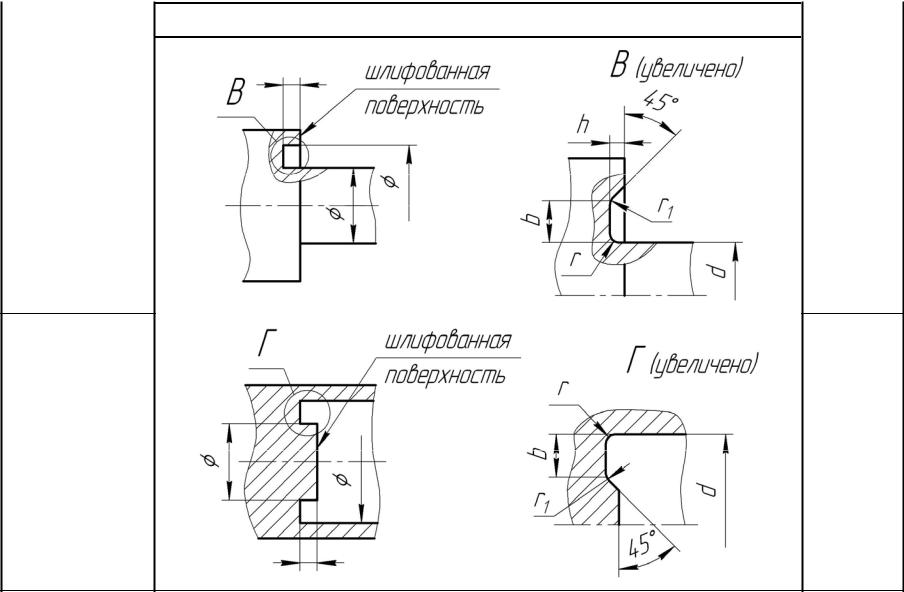
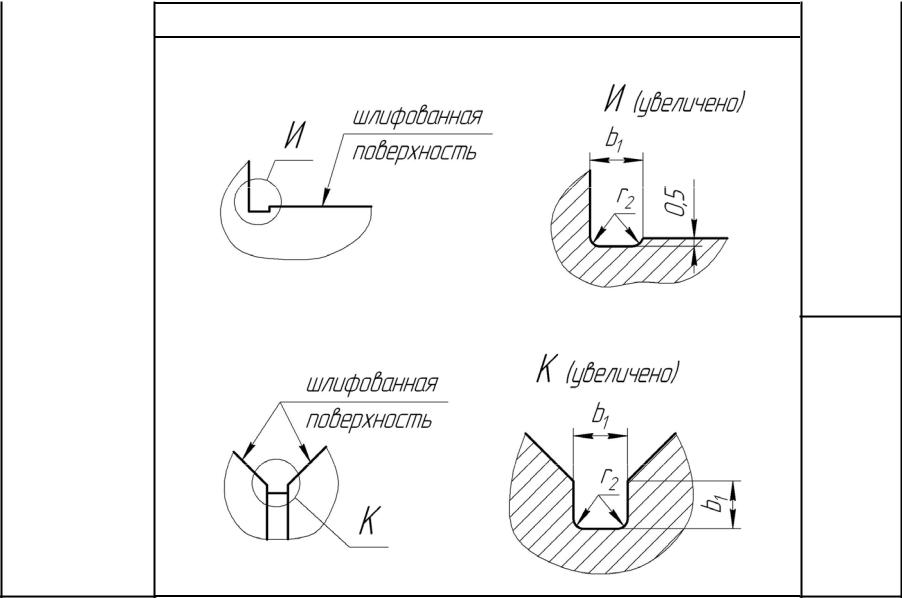
7.3.1. Канавки для выхода шлифовального круга
Форма и размеры канавок для деталей со шлифованными поверхностями установлены ГОСТ 8820–69 «Канавки для выхода шлифовального круга. Форма и размеры».
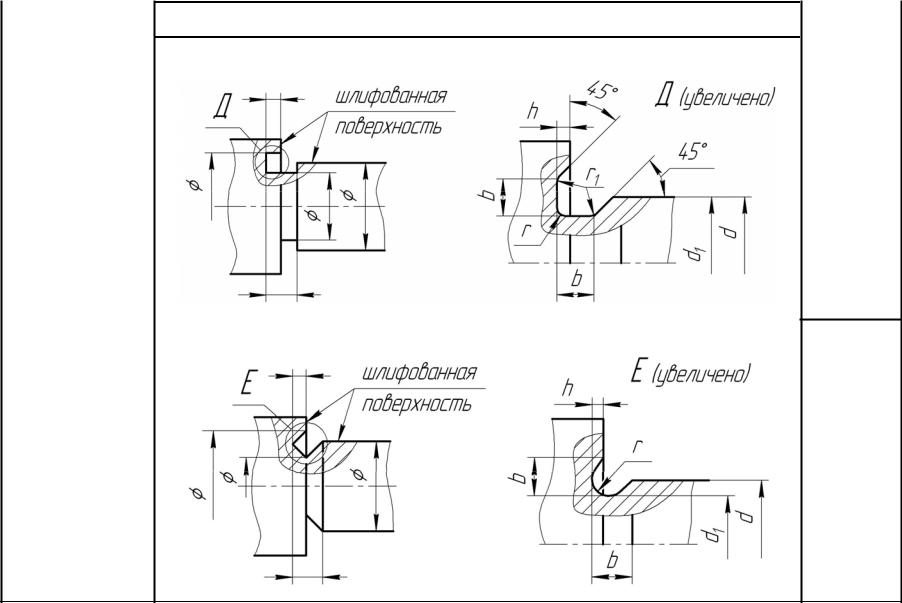
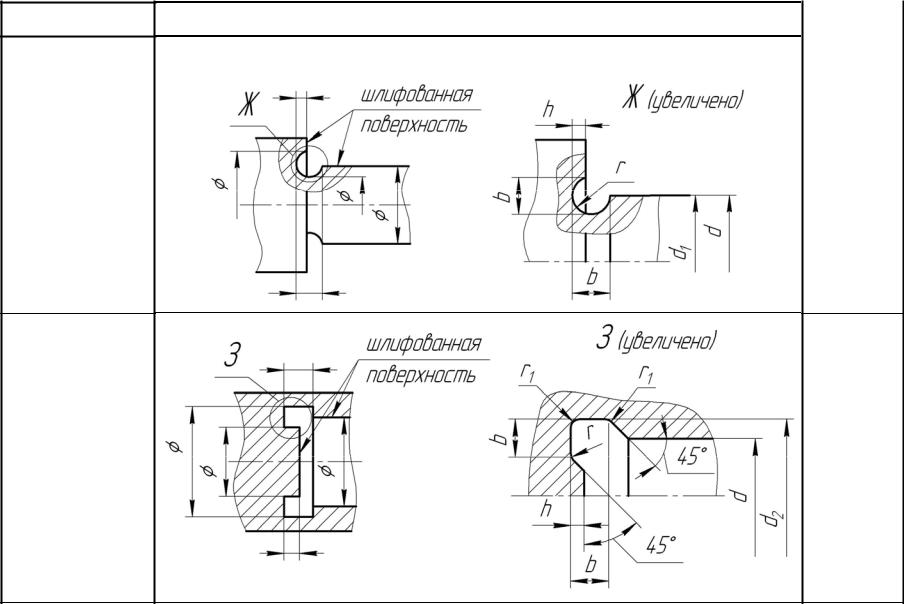
Стандартные изображения канавок для наружного и внутреннего шлифования по цилиндру, по торцу, смешанного типа и плоского шлифования приведены в табл. 7.12.
Размеры канавок при шлифовании по цилиндру и торцу указаны в табл. 7.13, при шлифовании плоском – в табл. 7.14.
|
|
Таблица 7.12 |
|
|
Канавки для выхода шлифовального круга (ГОСТ 8820–69) |
|
|
|
Стандартное изображение канавки |
|
|
Тип шлифова- |
Размеры |
|
|
ния |
|
|
|
|
2 |
|
|
1 |
3 |
|
|
|
|
|
|
1. Шлифование |
|
|
|
по цилиндру |
|
|
|
наружное |
|
|
|
|
|
табл. 7.13 |
|
291
2. Шлифование по цилиндру внутреннее
табл. 7.13
|
|
Продолжение табл. 7.12 |
||
|
2 |
|
|
|
1 |
|
3 |
|
|
|
|
|
|
|
3. Шлифование |
|
|
|
|
по торцу |
|
|
|
|
наружное |
|
|
|
|
|
|
|
табл. 7.13 |
|
292
4. Шлифование по торцу внутреннее
табл. 7.13
|
|
Продолжение табл. 7.12 |
||
|
2 |
|
|
|
1 |
|
3 |
|
|
|
|
|
|
|
5. Шлифование |
Исполнение 1 |
|
|
|
по цилиндру |
|
|
|
|
|
|
|
|
|
и торцу |
|
|
|
|
(смешанное) |
|
|
|
|
наружное |
|
|
табл. 7.13 |
|
293
Исполнение 2
табл. 7.13
294
1
5.Шлифование по цилиндру и торцу (смешанное) наружное
6.Шлифование по цилиндру и торцу (смешанное) внутреннее
|
Продолжение табл. 7.12 |
||
2 |
|
|
|
|
3 |
|
|
Исполнение 3 |
|
|
|
|
|
|
|
табл. 7.13
табл. 7.13
|
|
Окончание табл. 7.12 |
||
|
2 |
|
|
|
1 |
|
3 |
|
|
|
|
|
|
|
7. Шлифование |
Исполнение 1 |
|
|
|
плоское |
|
|
|
|
|
|
|
|
|
наружное |
|
|
|
|
|
|
|
табл. 7.14 |
|
295
Исполнение 2
табл. 7.14
Таблица 7.13 Размеры канавок при шлифовании по цилиндру и торцу (ГОСТ 8820–69), мм
Ширина |
Наружное |
Внутреннее |
|
|
|
|
|
канавки b |
шлифование |
шлифование |
|
|
|
|
|
|
|
d1 |
d2 |
h |
r |
r1 |
d ≈ |
2 |
для исполнения 3 |
||||||
для исполнения 1; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,0 |
- |
d – 0,3 |
d + 0,3 |
0,2 |
0,3 |
0,2 |
≤ 10 |
|
|
|
|
|
|
|
|
1,6 |
- |
|
|
|
0,5 |
0,3 |
|
|
|
|
|
|
|
|
|
2,0 |
- |
d – 0,5 |
d + 0,5 |
0,3 |
0,5 |
0,3 |
|
|
|
|
|
|
|
|
|
3,0 |
1,50 |
|
|
|
1,0 |
0,5 |
> 10…50 |
|
|
|
|
|
|
|
|
5,0 |
2,25 |
d – 1,0 |
d + 1,0 |
0,5 |
1,6 |
0,5 |
> 50…100 |
|
|
|
|
|
|
|
|
8,0 |
2,80 |
|
|
|
2,0 |
1,0 |
> 100 |
|
|
|
|
|
|
|
|
10,0 |
5,00 |
|
|
|
3,0 |
1,0 |
|
П р и м е ч а н и я 1. При шлифовке на одной детали нескольких различных диаметров рекомен-
дуется применять канавки одного размера.
2. При ширине канавки b ≤ 2 мм допускается применять закругления с обеих сторон, равные r
Таблица 7.14 Размеры канавок при плоском шлифовании (ГОСТ 8820–69), мм
b1 |
h1 |
r2 |
|
|
|
2 |
1,6 |
0,5 |
|
|
|
3 |
2,0 |
1,0 |
|
|
|
5 |
3,0 |
1,6 |
|
|
|