

Расчетно-конструкторский раздел
.docx
Оглавление
Введение 1
Расчет гидропривода сборочного портала 2
Расчет канатного стропа 5
Расчет электромагнитных грузозахватных устройств 6
Расчет эксцентрикового грузозахватного устройства 10
Расчет двух стоечного кантователя 12
Заключение 14
Список литературы 15
Введение
Механизация производства, замена ручных средств труда машинами и механизмами с применением для их действия различных видов энергии, тяги в отраслях материального производства или процессах трудовой деятельности. Механизация производства охватывает также сферу умственного труда. Основные цели механизация производства — повышение производительности труда и освобождение человека от выполнения тяжёлых, трудоёмких и утомительных операций. Механизация производства способствует рациональному и экономному расходованию сырья, материалов и энергии, снижению себестоимости и повышению качества продукции. Наряду с совершенствованием и обновлением технических средств и технологии механизация производства неразрывно связана с повышением уровня квалификации и организации производства, изменением квалификации работников, использованием методов научной организации труда. Механизация производства является одним из главных направлений технического прогресса, обеспечивает развитие производительных сил и служит материальной основой для повышения эффективности общественного производства, развивающегося интенсивными методами.
В данном курсовом проекте рассматриваются сборочно-сварочные приспособления и их расчет. В комплекте оборудования электросварочного цеха современного машиностроительного завода входит оборудования двух видов: а) электротехническое , т.е. собственно сварочное оборудования ,осуществляющее процесс сварки и его регулирования ;в его состав входят сварочные головки , автоматы и полуавтоматы, сварочные трансформаторы и другие источники питания ,контактные машины и т.д.; б) механическое оборудование , с помощью которого осуществляются не сварочные операции, а сборочные, транспортные, кантовочные , рабочее и установочное перемещение сварочных органов, различные вспомогательные операции. В курсовом проекте рассматривается и рассчитывается второй вид оборудования. Эти машины, устройства и приспособления осуществляют механизацию сборочно-транспортных работ.
Расчеты приведенные в курсовом проекте необходимы для дальнейшего подбора соответствующего оборудования.
-
Расчет гидропривода сборочного портала
В проектном варианте используется один сборочный портал , в состав которого входит гидропривод.
На четвертом рабочем месте портал используется для прижатия нижних поясов и основания к корпусу балки балансира. На сборочном портале установлены два гидроцилиндра для поджатия собираемых деталей. Оба гидроцилиндра работают в вертикальном положении и поджимают два нижних пояса и основания к корпусу балки.
Усилие и ход штоков гидроцилиндра:
Усилие прижима – 5,9-7,8кН
Ход штока -0,8м
Скорость хода – 0,01м/с
Наиболее экономичны в изготовлении цилиндры диаметром от 40 до 120мм.
Давления при заданных диаметрах цилиндров (min и max) определяются соотношением:
 ,
,
где η-КПД гидроцилиндра (η=0,9)



Так как цилиндра два , то




Давление принимаем равным 80% от давления развиваемое насосом т.к. имеются потери давления при движении жидкости по трубопроводам .
Давление развиваемое насосом должно лежать в пределах:


Предварительно выбираем пластинчатый насос БГ12-2:


Определение диаметров цилиндра :
где
Р=0,8 ,
,
 -
номинальное давление насоса .
-
номинальное давление насоса .
Р=
0,8

Диаметр штока определяем по формуле:

где

 -
скорость подвода(0,3м/с);
-
скорость подвода(0,3м/с);
 -скорость
отвода (0,8м/с).
-скорость
отвода (0,8м/с).
d=26 принемаем d=25мм.
принемаем d=25мм.
Для
прижима выбран гидроцилиндр МС 50/25
D=50мм;
d=25;
Тянущее усилие -21,56кН
Длинна цилиндра-1005мм
Ход поршня -800мм
Масса-11,7кг.
-
Расчет канатного стропа
Подобрать
четырехветвевой канатный строп общего
назначения, предназначенный для подъема
груза 5000 кг . угол равен 60 .
.
Усилие в ветви стропа

где
 -масса
груза(кг);
-масса
груза(кг);
 -количество
ветвей стропа;
-количество
ветвей стропа;
 -угол
наклона ветви стропа к вертикали .
-угол
наклона ветви стропа к вертикали .
Количество ветвей стропа 2 штуки, угол наклона равен 60°.
Учитываем , что траверса массой 4200кг и грузоподъемность груза до 5000кг.
Общая масса равна 9200кг.

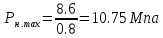
Принимаем строп 4СК-12,5 по РД. 10-33-93-«Стропы грузовые общего назначения . Требования к устройству и безопасной эксплуатации».
Рисунок 1. Канатный строп.
1-строп, 2-подвесное устройство,3-захватное устройство, 4-петля,d-диаметр стропа,L- длина канатного стропа.
-
Расчет электромагнитных грузозахватных устройств
Основные параметры круглого электромагнитного ГУ (применительно к электромагниту М62).
Наибольшая
грузоподъемность при перегрузке стальных
листов
 ;
вес груза
;
вес груза
 .
.
Необходимую силу тяги электромагнита примем с некоторым запасом:
 .
.
Воздушный
зазор δ выбираем в пределах 0,5… 5см.
Конструктивный фактор ν=
Индукцию
в воздушном зазоре принимаем равной
11,5 Гс,а
соотношение площадей внутреннего и
наружного полюсов
Гс,а
соотношение площадей внутреннего и
наружного полюсов
 Коэффициент ,учитывающий соотношение
полезных проводимостей наружного и
внутреннего полюсов примем κ=0,9.
Коэффициент ,учитывающий соотношение
полезных проводимостей наружного и
внутреннего полюсов примем κ=0,9.
Площадь внутреннего полюса
Площадь наружного полюса
Диаметр внутреннего полюса

Диаметр сердечника

Необходимое число ампер-витков катушки электромагнита

Примем
размер обмоточного пространства
 , т.е. А=50
, т.е. А=50
Коэффициент
заполнения примем

Диаметр среднего витка обмотки

Длинна среднего витка

Удельное сопротивление медного провода
Тогда мощность катушки

При
напряжении U=220+5 В сила тока (А)
В сила тока (А)
При нагреве обмотки до 100°С сопротивление возрастает в 1,33 раза; соответственно уменьшается сила тока, А:

Допуская
нагрузку в 2 А/ ,
получим необходимое сечение проводаf=30
,
получим необходимое сечение проводаf=30 ,
что и соответствует сечению ленты 1,25
,
что и соответствует сечению ленты 1,25 ,
мм, примененной в электромагните М62А.
,
мм, примененной в электромагните М62А.
Необходимое число витков
что имеет место в электромагните М62А, где это число витков распределено на 6 секций.
Общая длинна обмоточного провода (ленты)

Сопротивление
обмоточного провода (при


то
же ,при температуре обмотки


Фактическая
сила тока в горячей катушке с учетом
возможного падения напряжения на 10

Внутренний диаметр наружного полюса электромагнита

Ширину наружного полюса примем С=8,5см.
Тогда площадь наружного полюса

Что соответствует ранее определенной .
Наружный диаметр электромагнита

что близко к диаметру электромагнита М62, равному 1600мм.
Площадь поверхности охлаждения

При реализуемой мощности N=14кВт возможная температура нагрева катушки

что
близко к учтенной при расчете и меньше
предельной

Выбираем электромагнит М62.
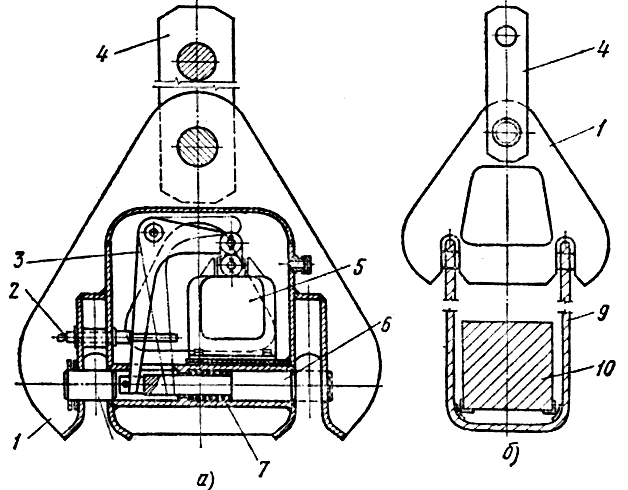
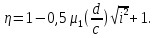
Рисунок 2. Электромагнитные грузозахватные устройства.
а-захват; б-схема подъема конструкции; 1-захват, 2-ручка,3-рычаг, 4-серьга, 5-электромагнит, 6-шток,7-пружина, 8-ось,9-канат, 10-монтируемое изделие.
-
Расчет эксцентрикового грузозахватного устройства
При
подъеме листа под действием его веса
 эксцентрик затягивается , в результате
чего возникает усилие распора N
, создающее силу трения :
эксцентрик затягивается , в результате
чего возникает усилие распора N
, создающее силу трения :
 ,
,
где
 =0,15
и
=0,15
и
 =0,1-
коэффициенты трения груза соответственно
об эксцентрик и заднюю стенку ГУ.
=0,1-
коэффициенты трения груза соответственно
об эксцентрик и заднюю стенку ГУ.
Необходимо
соблюдать условия
 .
Если толщина листа δ, а радиус эксцентрика
r,
то из уравнения моментов относительно
оси эксцентриков следует
.
Если толщина листа δ, а радиус эксцентрика
r,
то из уравнения моментов относительно
оси эксцентриков следует

или

откуда

Что и определяет параметры эксцентрика .
Передаточное число в эксцентриковом ГУ.


Сила
сжатия N=0,5 .
.
N=0,5 .
.
Реакция
в шарнире

Коэффициент
полезного действия

где
d-диаметр
оси шарнира ;
 -коэффициент
трения в шарнире.
-коэффициент
трения в шарнире.
В данном дипломном проекте предлагается применить эксцентриковое грузозахватное устройства типа 2-ИППЕ.
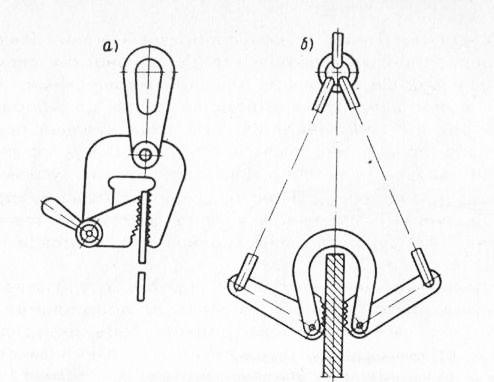
Рисунок 3. Эксцентриковые грузозахватные устройства. а- с одним эксцентриком; б- с двумя эксцентриками.
-
Расчет двух стоечного кантователя.
Кантователь двух стоечный для сварки концевых балок.
Кантователь предназначен для сварки концевых балок мостовых кранов .
Он состоит из двух основных узлов – приводной 2 и холостой 4 стоек.
Приводная стойка представляет собой металлоконструкцию , на которую установлены привод и опоры для вала шестерни и шпинделя. На шпинделе стойки смонтирован токосъемник . Сверху стойка закрыта кожухом.
Холостая стойка 4 установлена на подвижной тележке 5, которая снабжена захватами, обеспечивающими устойчивость от опрокидывания и отката назад. Изделие крепится вручную с помощью винтовых зажимов на раме 3.
Электрооборудования 1 предназначено для управления кантователем.
Кантователь перед работой устанавливают в удобное положение для производства сварочных работ. Затем устанавливаются и тщательно закрепляются свариваемые узлы.
Выбераем кантователь Кд-10.
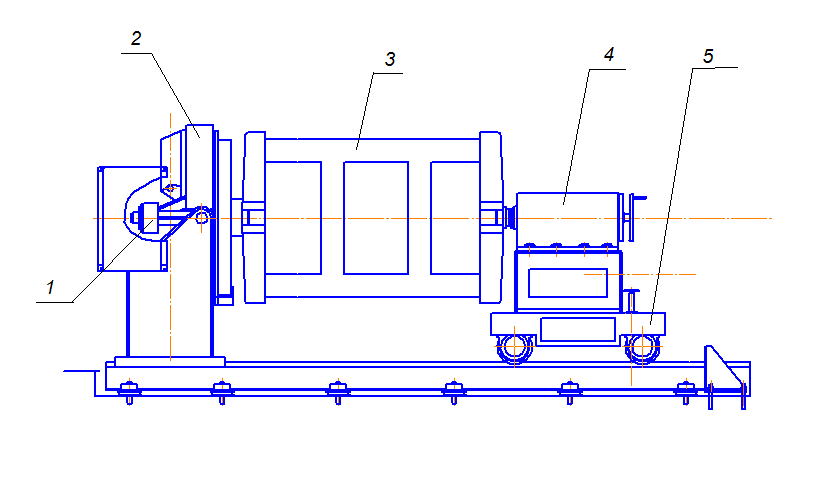
Рисунок4. – Кантователь двух стоечный.
1-электрооборудования, 2-приводная стойка, 3-рама, 4 – холостая стойка, 5-подвижная тележка.
Заключения
Механизация важный фактор в развитии производства. В курсовом проекте посчитано и выбрано необходимое оборудование для механизации данного участка сборки и сварки. Такие как гидравлический портал , электромагнитные грузозахватные устройства М62, эксцентриковые грузозахватные устройства 2-ИППЕ, кантователь-КД-10,канатные стропы строп 4СК-12,5 .
Список литературы
Вайнсон А.А. Крановые грузозахватные устройства. Справочник. –М.: Машиностроение / Вайнсон А.А., Андреев А.Ф. –Москва: Машиностроение, 1982.-304с.
Севбо П.И. Конструирование и расчет механизированного сварочного оборудования: учебник П.И. Севбо.- Киев: Наука думка, 1978.-400с.