

Курсовой Глубокий / 2_Skhemy_obrabotki_Glazunov
.docx2 Технологические схемы обработки и движения на токарно -затыловочных станках
-
Технологические схемы обработки и виды инструмента затылуемых на станке
Затыловочные станки предназначены для затылования задних поверхностей зубьев дисковых фасонных (Рис.2.а) и модульных (Рис.2.б) фрез; резьбовых дисковых и гребенчатых (Рис. 2.в) фрез; цилиндрических фрез с прямыми и винтовыми (Рис.2.г) зубьями; червячных цилиндрических (Рис.2.д) и конических (Рис.2.е) зуборезных фрез; метчиков и плашек с целью сохранения неизменности профиля зубьев и величин задних углов режущих зубьев при переточках их по передним поверхностям.
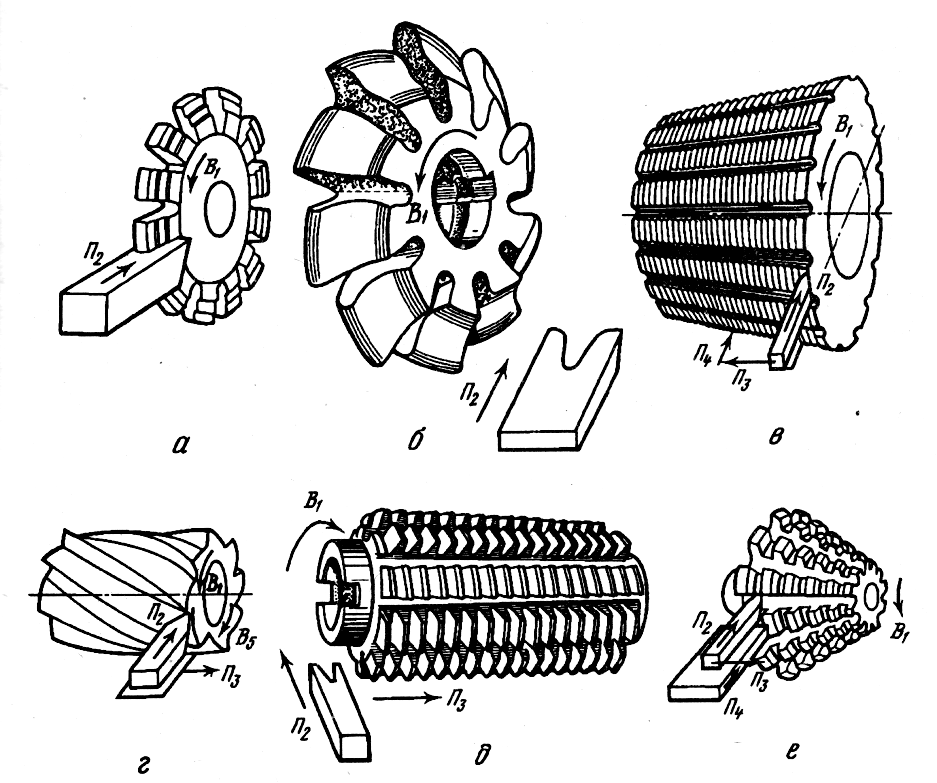
Рис.2. Виды фрез, затылуемых на токарно-затыловочных станках
а – фасонная дисковая; б – модульная дисковая; в – резьбовая гребенчатая;
г – цилиндрическая с винтовыми зубьями; д – червячная цилиндрическая;
е – червячная коническая.
-
Формы поверхностей и движения на станке
Форма задних поверхностей затылуемых зубьев в направлении падения затылка у дисковых и гребенчатых фрез образована архимедовой спиралью, а у остальных инструментов – сложной пространственной спиралью.
При затыловании инструментов профильными резцами, форма задних поверхностей зубьев образуется методом следа посредством одного сложного движения формообразования. Характер этого движения зависит от вида затылуемого инструмента.
Для затылования дисковых и гребенчатых цилиндрических фрез необходимо движение Фυ(В1П2), для цилиндрических червячных фрез и метчиков – Фυ(В1П2П3) и для конических червячных фрез и метчиков – Фυ(В1П2П3П4). При затыловании шлифованием профильными кругами форма задних поверхностей зубьев образуется методом касания с помощью двух движений формообразования – простого и сложного Простым движением является вращательное движение круга Фυ(Ви), а сложным – одно из перечисленных выше движений в зависимости от вида затылуемого инструмента.
Форма задней поверхности зубьев у цилиндрических фрез для обработки плоскостей (Рис.2.г) образована в поперечном сечении архимедовой спиралью, а в продольном направлении прямой или цилиндрической винтовой линией. Для образования формы зубьев в поперечном сечении необходимо сложное движение Фυ(В1П2), а в продольном направлении для прямого зуба – ФS(П3) и для винтового зуба – ФS(П3В5). ' |
Помимо процесса формообразования при затыловании многозубчатых инструментов необходимы движения деления. У дисковых, гребенчатых и цилиндрических фрез вершины зубьев расположены равномерно по окружности и поэтому делительным движением будет простое вращательное Д(В1). Зубья цилиндрических червячных фрез и метчиков расположены по винтовой цилиндрической линии, а зубья конических червячных фрез и метчиков – по конической винтовой линии и в соответствии с этими делительными движениями будут Д(В1П3) и Д(В1П3П4).
Основные размеры затыловочных станков регламентированы ГОСТ 19660-74 "Станки токарные затыловочные. Основные размеры". Затыловочные станки по конструктивному оформлению схожи с токарными и их основной особенностью является наличие механизма затылования. Этот механизм располагается в суппорте станка и предназначен для обеспечения возвратно-поступательного движения П2 резца (Рис.2.а) в направлении к затылуемой поверхности и от нее Возвратно-поступательное движение резца обеспечивается применением дисковых сменных кулачков специального профиля (Рис.2.б). Профиль кулачка имеет рабочую аbс и нерабочую са части. Рабочую часть кулачка выполняют по архимедовой спирали, а нерабочую – по плавной кривой.
Сменный кулачок 1 (Рис.2.в), установленный в суппорте станка, под воздействием пружины 2 находится в постоянном контакте с пальцем 3, расположенном в подвижной части суппорта 4 с резцедержателем. При вращении кулачка его рабочая часть воздействует на палец, и подвижная часть суппорта перемещается на затылуемый зуб инструмента, сжимая пружину. Возврат подвижной части суппорта в исходное положение осуществляется пружиной по кривой нерабочей части профиля кулачка. Вращение кулачка кинематически связано с вращением шпинделя станка, и соотношение их скоростей регулируется с помощью гитары затылования.
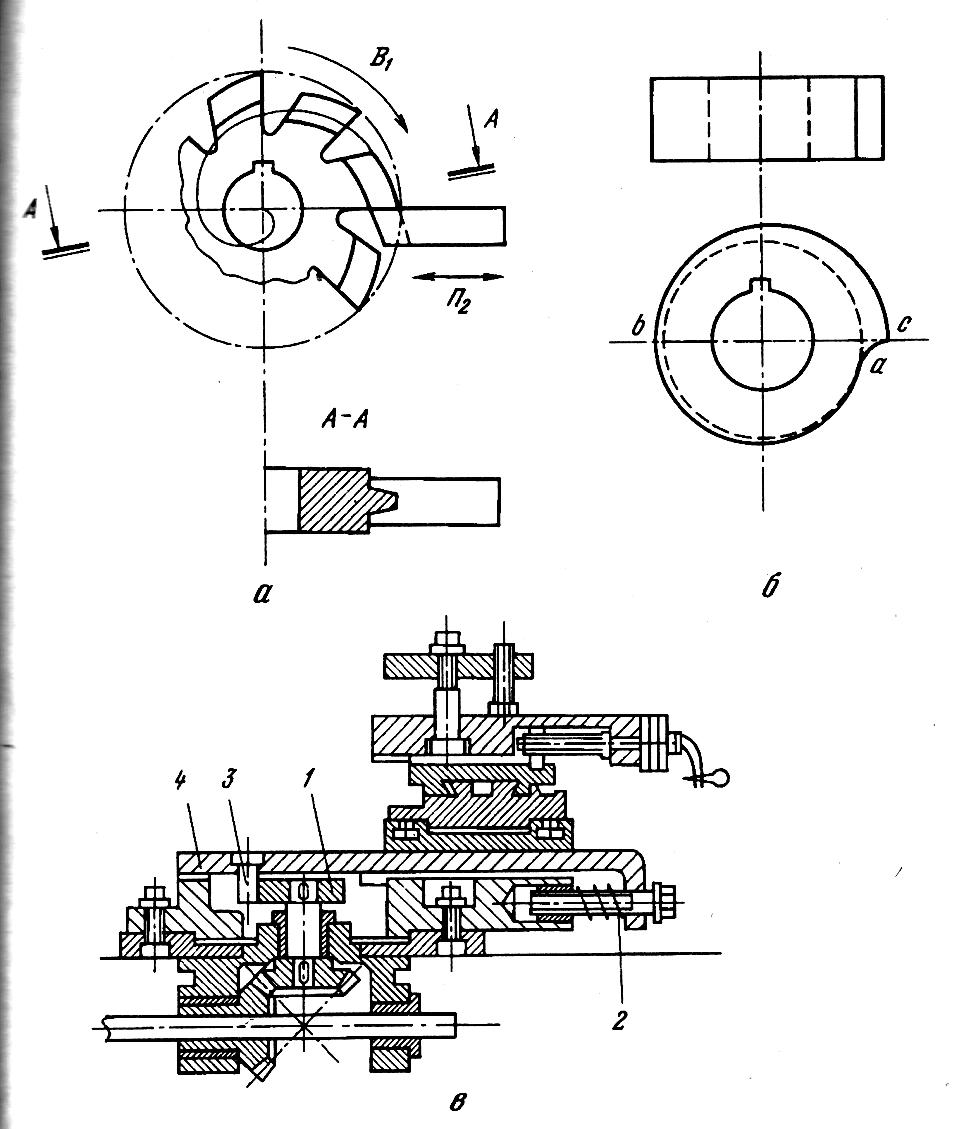
Рис.2. Механизм затылования
а – схема затылования; б – сменный кулачок;
в – затыловочный суппорт токарно-затыловочного станка.
Назначение станка. Станок предназначен для затылования зубьев червячных, фасонных и модульных фрез с прямыми и винтовыми канавками, а также метчиком. На станке К96 можно, кроме этого, производить нарезание резьбы и шлифование затылован-ных инструментов.
Движения в станке:
Движение резания – вращение шпинделя с затылуемым инструментом.
Продольная подача – прямолинейное поступательное движение суппорта с режущим инструментом вдоль оси шпинделя.
Движение образования винтовой линии – также продольные перемещения суппорта с режущим инструментом, но кинематически увязанные с вращением шпинделя и определяемые шагом винтовой линии.
Затыловочно-делительное движение – прямолинейное возвратно-поступательное перемещение суппорта в радиальном направлении за время поворота затылуемого инструмента на один зуб.
Вспомогательные движения – ручное продольное перемещение суппорта, ручное поперечное перемещение суппорта, ручное перемещение верхней части суппорта и ручное перемещение пиноли задней бабки.
Принцип работы.
Обычная архимедова спираль может быть образована сочетанием двух движений:
-равномерного вращения затылуемого инструмента
-равномерного поступательного прямолинейного перемещения резца в радиальном направлении на величину равную шагу спирали за один оборот заготовки.
Винтовая архимедова спираль требует сочетания трех движений. Кроме двух указанных движений, для образования винтовой архимедовой спирали необходимо еще поступательное перемещение резца вдоль оси вращения затылуемого инструмента на величину равную шагу винтовой линии за один оборот шпинделя.
Однако затылуемые фрезы имеют не один зуб, а Z зубьев, следовательно, задача усложняется тем, что необходимо образовать не одну архимедову спираль, а Z спиралей, начала которых расположены на равных расстояниях друг от друга по окружности, иначе говоря, образовать Z – заходную спираль.
Для непрерывного образования многозаходных архимедовых спиралей необходимо вместо радиального перемещения в одном направлении сообщить резцу прямолинейное возвратно-поступательное движение с числом двойных ходов за один оборот шпинделя равным количеству заходов спирали.
Затылуемый инструмент закрепляется на оправке в центрах станка и получает вращательное движение. Режущий инструмент устанавливается в затыловочном суппорте, которому сообщается поперечное возвратно-поступательное затыловочное движение, согласованное с вращением заготовки.
При затыловании дисковых фрез суппорту сообщается только периодическая ручная поперечная подача.
При затыловании цилиндрических участков фасонных фрез суппорту сообщается также механическая продольная подача, величина которой не связана с параметрами фрезы и зависит исключительно от выбранных режимов резания.
При затыловании червячных фрез величина продольного перемещения суппорта за один оборот шпинделя должна соответствовать шагу фрезы. Для затылования фрез с винтовыми канавками затыловочный суппорт получает дополнительное движение, осуществляемое посредством дифференциального механизма.