

1. Устройство проемов в кирпичных стенах
Работы по устройству проемов начинают с установки временных креплений. Борозды (штрабы) пробивают с двух сторон в месте установки перемычки поочередно. Высота и ширина борозд должна соответствовать высоте и ширине перемычки и иметь зазор порядка 40...60 мм для плотной заклинки вновь подведенных элементов с существующей кладкой.
До монтажа стальных заменяющих балок из профильной стали (уголков, швеллеров) последние обворачивают сетками. При монтаже балок обеспечивается тщательное заполнение раствором марки не ниже М100 зазоров между кирпичной кладкой и устанавливаемой конструкцией. После заполнения раствором стальные балки стягивают болтами. Шаг стяжных болтов принимают не более 500 мм при пролетах не более 2400 мм и не более 800 мм при пролетах более 2400 мм. Расстояние от торцов профиля до стяжного болта принимается не менее 100 мм.
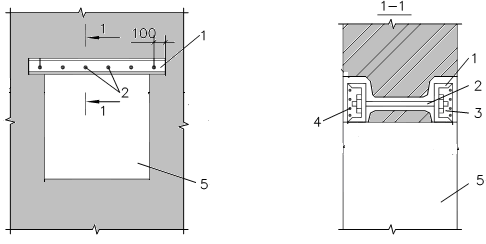
Рис. 14.14. Устройство нового проема в существующих стенах: 1 – швеллер, 2 – стяжные болты, 3 – раствор, 4 – стальная сетка, 5 – устраиваемый проем
Номер профиля швеллера стальных перемычек для конкретной ширины проема при различных толщинах стен указан в таблице. После монтажа элементов перемычки и твердения раствора осуществляется пробивка проемов под перемычками. Величина опорных зон для стальных перемычек из швеллеров при существующих или проектируемых проемах устанавливается согласно таблице.
2. Дефекты и повреждения сварных швов. Ух устранение. Усиление соединений со стыковыми швами.
Дефекты: 1.трещины;2.полости, поры, свищи, усадочные раковины, кратеры;3.твердые включения; 4.несплавления и непровары;5.нарушения формы шва – подрезы, усадочные канавки, превышения выпуклости, превышения проплава, наплавы, смещения, натеки, прожоги и др.;6.прочие дефекты.
За измеритель дефектов можно принять степень ослабления шва (отношение фактической и номинальной высоты шва, глубина подреза, отношение длины дефектного участка шва к полной и т.д.) ;
Наиболее часто дефекты и повреждения сварных швов встречаются в к-циях из кипящ. стали. Неполномерные швы с уменьш., по сравнению с проектом, высотой катетов снижают несущ. сп-ть узлов. Подрезы, кратеры, неравномерная высота шва повышают концентрацию напряжений и особенно опасны в случае эксплуатации при отрицательной температуре (в неотапливаемых зданиях) и при наличии динамических и вибрационных воздействий (например, подвесных кранов). При близком расположении швов в фасонках (ферм) создается поле растягивающих сварочных напряжений, что повышает опасность хрупкого разрушения. Низкое качество швов, выполненных вручную или полуавтоматом, создает дополнительную концентрацию напряжений. Глубина проплавления швов, даже выполненных автоматом, часто не превышает 0,5 высоты шва и по линии сопряжения стенки и пояса возникает непровар.
Устранение сварочных дефектов:Крупные трещины в швах ликвидируют путем их заварки. Предварительно сверлят сквозные отверстия на расстоянии 40—50 мм от каждого конца трещины, чтобы предупредить ее дальнейшее распространение. Затем пневматическим зубилом, газовым резаком для поверхностной резки или воздушно-дуговым резаком производят V- или Х-образную разделку трещины, зачищают ее кромки от шлака и заваривают обратно-ступенчатым способом (рис. 7). Иногда перед сваркой металл в конце трещины нагревают газовой горелкой до температуры 150—200° С с тем, чтобы шов и нагретые участки остывали одновременно. Это позволяет избежать появления остаточных напряжений на концах шва.Швы с внутренними мелкими трещинами, непроварами, газовыми и шлаковыми включениями полностью вырубают или выплавляют и заваривают вновь. Аналогичным образом поступают с пережженными участками.В сварных конструкциях, изготовленных из углеродистых сталей, применяют как выплавку, так и вырубку швов; в конструкциях же из легированных сталей швы можно только вырубать, так как при выплавке происходит изменение структуры и свойств основного металла. Неполномерность шва устраняют наплавкой дополнительных слоев, а подрезы заваривают тонкими валиковыми швами.Наплавы, натеки, а также чрезмерное усиление шва (лишний металл в сечении шва) удаляют пневматическим зубилом или абразивным инструментом.При перегреве металла выполняют соответствующую термическую обработку.
Усиление соединений со стыковыми швами.
Стыковые швы не усиливают, так как их высота определяется толщиной стыкуемых элементов и устройство валика шва, выступающего от поверхности элементов, может только ухудшить условия его работы из-за концентрации местных напряжений.
Стыковые
соединения стержней, забракованные по
результатам контроля, могут быть вырезаны
или усилены. Вырезанное соединение
следует заменить вставкой и заварить
вновь.
Допускается
усиление некачественных сварных
соединений накладками согласно схеме,
приведенной на рис. 1 и рис. 2.
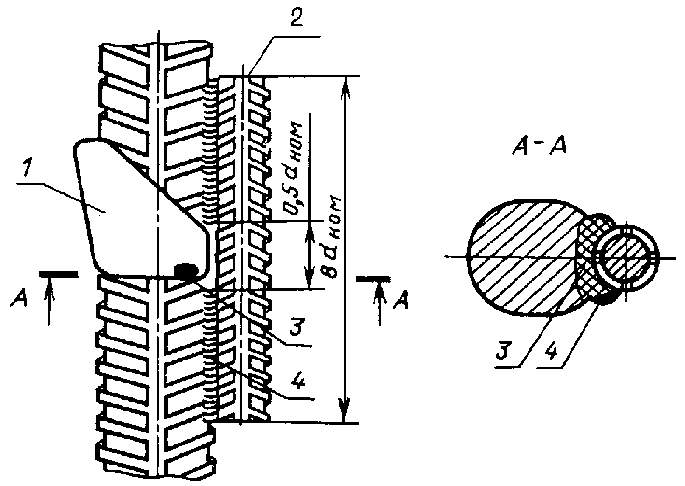
Рисунок
2. 1 - сварное соединение; 2 - стальная
скоба; 3 - накладка;
3.Усиление ж\б перекрытий изменением расчетной схемы