

медицина (в том числе крио
.pdfскую энергию от преобразователя к рабочему инструменту. В качестве согласующих устройств используют акустические концентраторы, которые одновременно могут служить и рабочим инструментом.
По принципу действия электромеханические излучатели делятся на электромагнитные, электродинамические (на электромагнитные и электродинамические вибраторы), магнитострикционные и пьезоэлектрические. В настоящее время электромагнитные и электродинамические преобразователи применяются редко и здесь не рассматриваются.
В диапазоне УНЧ нашли применение магнитострикционные преобразователи. Они, используя явление магнитострикции, генерируют ультразвуковые волны до 50кГц. У ферромагнитных материалов (никель, железо, железоалюминиевые сплавы – альферо и др.) под действием магнитного поля происходит незначительное изменение линейных размеров. Так, например, никелевый стержень, помещенный в переменное магнитное поле, совершает правильные колебания с соответствующей частотой.
Для излучения ультразвука в области УСЧ и УЗВЧ применяются главным образом пьезоэлектрические преобразователи, использующие явление пьезоэлектричества. Если к кварцевой пластине приложить переменное напряжение высокой частоты, то пластина будет совершать колебания соответствующей частоты. Таким способом можно получать частоты до 104 кГц. Как правило для увеличения амплитуды колебаний и излучаемой в среду мощности применяются колебания магнитострикционных и пьезоэлектрических элементов на их собственной резонансной частоте.
Для излучения УСЧ и УЗВЧ основными пьезоэлектрическими материалами служат пьезокварц, ниобат лития, дигидрофосфат калия, титанат бария.
Рис 3.8 - Схематичное изображение магнитострикционного эффекта Магнитострикционные излучатели представляют собой сердечник сте-
ржневой или кольцевой формы с обмоткой, по которой протекает переменный ток (рисунок 3.8).
Пьезоэлектрические излучатели – пластина или стержень из пьезоэлектрического материала с металлическими электродами, к которым прикладывается переменное электрическое напряжение (рисунок 3.9)
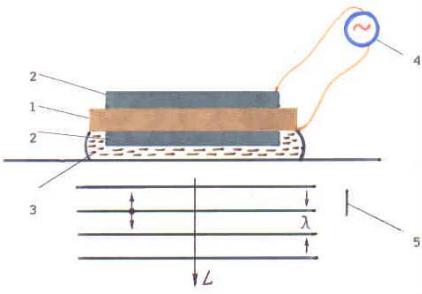
Рисунок 3.9 - Излучение (прием) продольных волн L пластинкой , колеблющейся по толщине в твердое тело
1 - кварцевая пластинка среза X толщиной λ2 , где λ - длина волны в кварце;
2- металлические электроды;
3- жидкость ( трансформаторное масло ) для осуществления акустического контакта;
4- генератор электрических колебаний;
5- твердое тело
Вследствие обратимости пьезоэффекта он широко применяется и для приема ультразвука.
3.4 Применение ультразвука в технике
Первоначально ультразвук применяли при создании приборов подводной связи, а затем его начали использовать для обнаружения подводных препятствий.
Основываясь на явлении отражения ультразвука от границ двух сред советский ученый С.Я. Соколов в 1928 году создает ультразвуковые дефектоскопы.
В последние десятилетия ультразвук находит применение как в определенных областях науки и техники, так и различных отраслях народного хозяйства как-то: машиностроении, металлургии, радиоэлектронике, геологии, пищевой промышленности, военном деле и т.д.
Мы ограничимся рассмотрением примеров применения ультразвука в машиностроении.
3.4.1 Применение ультразвука в машиностроении
Конкурентоспособность продукции, выпускаемой машиностроительными предприятиями, зависит от экономичности и технического совершенства, применяемых технологических процессов. К таковым процессам относятся и электрофизические методы обработки материалов, в частности и, ультразвуковые методы.
Так распространение ультразвук получил в процессах очистки и обезжиривания деталей из чугуна, различных сталей, и цветных металлов, керамики и стекла, а также других материалов от заусенцев, механических загрязнении, масел, пыли т.п.
Он нашел применение и для сварки различных материалов, особенно в микроэлектронике. Ультразвуковая сварка обладает следующими преимуществами перед другими видами: сварка происходит без нагрева до точки плавления, не изменяется структура свариваемых материалов, не возникают остаточные напряжения в деталях, появляется возможность сварки материалов, не поддающихся соединению другими методами и относительно небольшой расход затрачиваемой энергии.
Сварка некоторых пластмасс, термопластических тканей стала возможной при использовании ультразвука.
Ультразвук также применяется для пайки и лужения быстро окисляющихся материалов, например алюминия. Он позволяет лудить, а затем и паять керамику.
Разработаны ультразвуковые методы обработки сверхтвердых и хрупких материалов, в том числе и токонепроводящих.
3.4.1.1 Ультразвуковая механическая обработка материалов
Механическая обработка сверхтвердых, хрупких и особенно токонепроводящих материалов связана с определёнными технологическими трудностями. Оказалось что формоизменение заготовок из этих материалов достаточно успешно можно осуществлять ультразвуковым методом. Этот процесс наиболее пригоден для обработки отверстий, пазов, и углублений сложной формы на деталях из хрупких материалов, получение которых другими способами затруднено или невозможно.
Реализация этого метода обработки материалов возможна в том случае, когда между инструментом, колеблющимся с ультразвуковой частотой и поверхностью обработки детали вводится абразивный материал. Под действием множества направленных микро ударов абразивных частиц о поверхность обработки материал разрушается, что позволяет инструменту постепенно углубляться в тело материала. Таким образом, при ультразвуковой обработке материалов необходимы: продольные колебания ультразвукового инструмента – главное движение и его поступательное движение – движение подачи, а также введение абразива (абразивной суспензии) между рабочей поверхнос-

тью инструмента и обрабатываемой поверхностью заготовки.
При этом продольные колебания ультразвукового инструмента являются источником энергии абразивных зерн, производящих микро разрушения на обрабатываемой поверхности заготовки.
Ультразвуковая обработка позволяет выполнять отверстия сложного профиля (копирования) за счет применения инструментов соответствующих форм, различного рода вырезы, изготавливать матрицы, выбирать гравюры и т.д.
В зависимости от используемой величины абразивных зерн при ультразвуковой обработке можно достичь довольно высокую точность (от 50 до 1 мкм)
К недостаткам ультразвуковой механической обработки относят: сравнительно малую глубину и площадь обработки, немалый износ ультразвукового инструмента, высокую энергоемкость процесса, невысокую производительность.
Производительность ультразвуковой обработки материалов определяется давлением инструмента на обрабатываемую поверхность заготовки, величиной подачи инструмента, глубиной обработки и т.д.
Одним из условий повышения производительности рассматриваемого процесса явилось сохранение режущих свойств абразивного материала в зоне обработки. Эта проблема была решена за счет нагнетания абразивной суспензии в рабочий зазор между инструментом и обрабатываемой поверхностью заготовки при повышенной силе прижима первого.
При этом оказалось, что за счет вывода абразивного материала, потерявшего свои режущие свойства (притупление микро режущих кромок, измельчение), из зоны резания и непрерывной замены его путем нагнетания свежей абразивной суспензии в рабочий зазор между заготовкой и инструментом можно повысить (в 5-10 раз) производительность и точность ультразвуковой обработки.
Средняя скорость ультразвуковой обработки подсчитывается по зависимости:
υ = 10004 fA м/с ,
где f – частота колебаний, Гц; А – амплитуда колебаний, мм.
На рисунке 3.10 приведены принципиальные схемы направлений использования ультразвуковой механической обработки материалов.

Рис 3.10 - Принципиальные схемы ультразвуковой механической обра-
ботки
Размерная обработка (рисунок 3.10а), при которой обрабатываемые поверхности принимают форму инструмента. Для повышения производительности предварительной (черновой) обработки рекомендуется совмещение электрохимической и ультразвуковой обработок (рисунок 3.10б) например с абразивонесущим электролитом
Также ультразвуковые колебания используются: для снижения усиления резания при механической обработке шаржированным (рабочая поверхность инструмента насыщена частицами абразивного материала) инструментом (рисунок 3.10в), при обработке деталей абразивным материалом при ненаправленном воздействии ультразвука (рисунок 3.10г), для снижения усилия резания при механической обработке материалов за счет приложения ультразвуковых колебаний к резцу (рисунок 3.10д), для ультразвуковой очистки поверхности шлифовального круга в процессе работы на обычных шлифовальных станках (рисунок 3.10е), для интенсификации электроэрозионной обработки с помощью ультразвука (рисунок 3.10ж) и для снижения усилий при пластической деформации сталей и сплавов (рисунок 3.10з).
Реализация любой технологии возможна только при наличии соответствующего оборудования. Первые ультразвуковые станки появились в 1953 году. Принцип работы этих станков следующий. От генератора ток ультразвуковой частоты подается в акустическую головку, где электромагнитные колебания преобразуются в упругие механические колебания, которые усиленные концентратором передаются рабочему инструменту, воздействующему на обрабатываемую поверхность заготовки. В зону обработки непрерывно подается абразивная суспензия , концентратор одновременно может служить и рабочим инструментом.
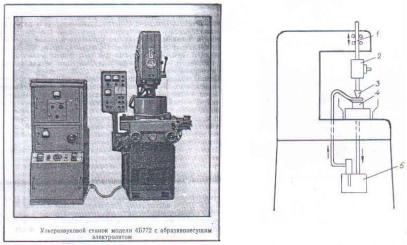
Рис 3.11 - Основные узлы ультразвукового станка
1 - механизм подачи головки; 2 - акустическая головка; 3 - стол со сменными ваннами; 5 - система подвода и отвода абразивной суспензии;
На рисунке 3.11 показаны общий вид ультразвукового станка 4Б772 с абразивонесущим электродом и основные узлы ультразвукового станка. Этот станок предназначен для обработки твердосплавных фильер и деталей штампов.
Он имеет следующие основные технические характеристики:
Акустическая мощность кВт |
1,5 |
Резонансная частота кГц 22 |
|
Диаметр обрабатываемых отверстий мм. 1-80 Наибольшая глубина обработки мм. 40 Точность обработки мм. 0.01
3.4.1.2 Ультразвуковая дефектоскопия
Известно, что ультразвуковые волны хорошо проходят через металлы, пластмассы, живые ткани, жидкости и т.п. среды. Вследствие различных скоростей распространения ультразвука в различных средах по его отражению и преломлению от границ раздела сред твердое тело – газ, возможно обнаружение твердых тел, газовых пузырей в жидкостях и живых тканях, а также различные изъяны (трещины, раковины и т.д.) в твердых телах.
Однако ультразвуковые волны не могут преодолеть воздушную среду. Среди методов неразрушающего контроля деталей машин и машиностроительных материалов заметное место занимает ультразвуковая дефектоскопия. Этот метод позволяет определять дефекты на габаритных деталях (глубина проникновения ультразвука в металле доходит до 8-10 м) и обнаруживать очень маленькие изъяны (до 10-6 мм), что недоступно даже рентгеновскому методу, разрешающая способность которого (размер обнаруживаемого дефекта) составляет 1,5 – 2 % от общей толщины детали. Например в металлическом листе толщиной 5 мм с помощью рентгеновских лучей практически нельзя заметить расслоение размером в несколько мкм.

Сказанное объясняется тем, что рентгеновские лучи практически невозможно сфокусировать и поэтому при рентгеноскопии получаются только теневые, силуэтные изображения. А ультразвук легко фокусируется акустическими линзами и зеркалами в узкие ограниченные в пространстве пучки, что позволяет достаточно четко заметить мельчайшие дефекты в исследуемом предмете.
При помощи ультразвуковых дефектоскопов можно выявлять структуру металла, определять величины зерна в сталях, контролировать качество деталей из пластмасс, стекла, керамики и других материалов. Кроме этого они позволяют определять состояние усталости металла, из которого изготовлены те или иные детали машин, без разбора сборочной единицы.
Имеется ряд методов ультразвуковой дефектоскопии. Среди них – теневой, эхо (импульсный), структурного анализа, свободных колебаний, резонансный, ультразвуковой визуализации и импедансный методы.
Выбор метода ультразвуковой дефектоскопии производится исходя из конкретных условий необходимого контроля, например характерных особенностях изделия (материал, габаритные размеры и т.д.), видов дефектов (непровары, трещины, расслоения и т.д.). В отдельных случаях прибегают к комбинированному применению различных методов ультразвукового контроля. Кратко рассмотрим принцип действия некоторых методов ультразвуковой дефектоскопии.
Теневой метод
Принцип действия ультразвукового дефектоскопа, основанного на применении теневого метода дан на рисунке 3.12. Он основан на том, что при наличии дефекта в теле контролируемого изделия, проходящие через его толщу ультразвуковые волны ослабляются, создавая ультразвуковую тень: Чем больше размеры дефектов тем ощутимее ослабление ультразвука и наоборот.
Рис 3.12 - Принцип действия ультразвукового дефектоскопа, основанный на теневом методе
Недостатки этих дефектоскопов: мало чувствительность (обнаруживают изъяны, которые вызывают изменение ультразвукового сигнала более 1520 %), для обнаружения дефекта необходимо иметь свободный доступ к двум противоположным поверхностям детали, что не всегда можно выполнить изза конструктивных особенностей изделий.
Теневой метод нашел применение для проверки тонких металлических листов.
Эхо (импульсный) метод
Эхо (импульсный) метод контроля изделий, принципиальная схема работы которого показана на рисунке 3.13, базируется на посылке в тело проверяемой детали коротких импульсов ультразвуковых колебаний и регистрации интенсивности и времени прихода сигналов, отраженных от имеющихся дефектов или от противоположных граней проверяемого объекта. Отраженные от дефектов сигналы регистрируются на экране дефектоскопа в форме всплесков.
Рассматриваемый метод обладает определенными преимуществами перед ранее описанным методом: значительно высокое чувствительность (воспринимает отражение до 1 % ультразвуковой энергии), осуществимость определения глубины и оценки размеров дефекта, а также возможность проверки деталей при одностороннем подходе к ним.
Рис 3.13 - Принципиальная схема импульсного метода (эхо-метод) ультразвуковой дефектоскопии
Недостатком эхо метода является его неприменимость для контроля деталей незначительных размеров. Дело в том, что дефекты, примыкающие к поверхностям контролируемых деталей, практически обнаружить нельзя. Это обстоятельство объясняется тем что из-за малости расстояния от излучателя ультразвука до приповерхностных дефектов проверяемого предмета отраженный от изъяна сигнал возвращается к приемнику в то время, когда еще продолжается излучение импульса, посылаемого в деталь. Оказывается существует некая приповерхностная полоса, в которой этим методом нельзя обнаружить дефекты в исследуемых предметах. Эту полосу называют еще “мертвой зоной”.
Уменьшение длительности импульса снижает размеры этой зоны. Одновременно от длительности импульса зависит разрешающая способность (свойство устройства различать очень близкие в пространстве, во времени объекты – в нашем случае дефекты) дефектоскопа.

Этот метод применяется для выявления внутренних дефектов деталей, изготовленных из различных материалов, и определения мест их расположения.
Метод ультразвуковой визуализации
Звуковидение основано на проникающей способности звука и особенно ультразвука и их визуализации. Приборы звуковидения позволяют получить с помощью звука видимое изображение дефекта, которое находится в оптически непрозрачной среде (металлы, биологические ткани и т.п.) При использовании метода ультразвуковой визуализации осуществляется преобразование ультразвукового изображения в видимое. Притом обнаруживаются не только дефекты но и их формы и размеры.
Взвуковидении обычно используются упругие колебания в диапазоне от 10 кГц до 100 МГц и выше.
Вобщем случае звуковидение включает в себя источник ультразвука, предмет исследования, акустический объектив, с помощью которого формируется ультразвуковое изображение, и преобразователь ультразвукового изображения в оптически видимое.
Принципиальная схема метода ультразвуковой визуализации дана на рисунке 3.14.
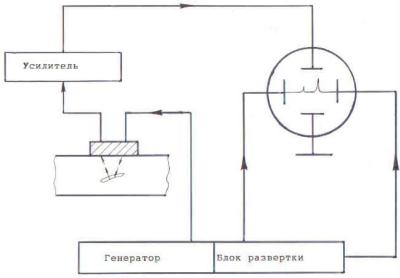
Рисунок 3.14 - Схема метода ультразвуковой визуализации
Принцип действия этого диагностического аппарата следующий. Ультразвуковая волна, создаваемая излучателем ультразвука, устремляется к предмету исследования, взаимодействуя с которым как бы “прощупывает” его внутреннее строение и накопив соответствующую информацию, доходит до акустического объектива, с помощью которого должным образом формируясь воздействует на мишень (пьезоэлектрическая пластина) электронноакустического преобразователя, где ультразвуковые сигналы (звуковое изображение) преобразуются в электрические (электрическое изображение). Электронно-акустические преобразователи обладают чувствительностью 10–9 - 10–10 Вт/см2. Электрические сигналы от электронно-акустического преобразователя усиливаются в и передаются в электроннолучевую трубку, на экране которой высвечивается видимое изображение.
3.5 Применение ультразвука в медицине.
В медицинской практике ультразвук используется как в лечебных целях в различных ее областях, так и для диагностики.
3.5.1 Ультразвуковая терапия.
Ультразвуковая терапия (метод физиотерапии) применяется при лечении воспалительных заболеваний (суставов, кожных миндалин и др.), а также стекловидного тела, роговицы и других болезней.
Ультразвуковое лечение – относительно новый физиотерапевтический метод. Оно определяется тепловыми, механическими и химическими факторами.
Тепловое действие ультразвука основано на его поглощении биологическими тканями. В живом организме происходит постоянное, беспорядочное тепловое движение частиц, к которым при ультразвуковом воздействии добавляются направленные колебательные движения. При этом часть энергии ультразвука поглощается и переходит в тепловую. Ткань же в зоне воздействия прогревается не с верхних слоев, а по всему объему равномерно.
Механическое воздействие ультразвука оказывает сжимающие и растягивающие действия на клетки и ткани при небольшой скорости и достаточно малом смещении частиц. Иначе говоря, при механическом воздействии ультразвука происходит некий микро массаж частиц тела.
Физико-химическое действие ультразвука сводится к изменению хода окислительно-восстановительных процессов, активизации ферментов, улучшению обмена веществ и т .п.
Ультразвук оказывает противовоспалительное, обезболивающее, бактерицидное и другие действия. Он улучшает крово- и лимфообращение, активизирует процессы обмена. Ультразвуковой массаж снимает боль, стимулирует деятельность нервной и эндокринной систем и т.д.
Однако при некоторых заболеваниях, например, раке, заболеваниях сердца и головного мозга, ультразвуковое лечение противопоказано.
Ультразвуком воздействуют на небольшие участки тела площадью 100-200 см2. Для ультразвуковой терапии применяют портативные и стационарные аппараты, которые обычно работают на частоте около 900 кГц (для ультразвуковой терапии могут быть использованы колебания в диапазоне от 500 до 3000 кГц). В непрерывном или импульсном режимах с плотностью мощности от 0,1 до 1,0 Вт/см2 площади излучателя.
На рисунке 3.15 показан общий вид ультразвукового терапевтического аппарата “УЛЬТРАЗВУК” для лечения радикулита, ишиаса, невралгии, артритов и др. болезней. Аппарат может работать как в непрерывном так и в импульсном режимах.