

Система допусков формы и расположения поверхностей
Система допусков формы и расположения поверхностей построена в строгом соответствии с основными принципами построения систем допусков и посадок. Принцип ограничения предельных контуров детали реализуется через систему построения полей допусков формы и расположения поверхностей.
Зависимый допуск – допуск расположения поверхностей, числовое значение которого может изменяться в зависимости от действительных размеров рассматриваемого и/или базового элементов. В обозначение зависимого допуска входят условный знак допуска расположения, указание на радиусное или диаметральное представление допуска, значение постоянной части допуска, указание на то, что допуск зависимый (буква М в кружочке). Если буква М в кружочке стоит после значения допуска, допуск зависит от действительных размеров рассматриваемого элемента. Если буква М в кружочке стоит после обозначения базы, допуск зависит от действительных размеров базового элемента. Если буква М в кружочке стоит после значения допуска и такое же обозначение стоит после обозначения базы, допуск зависит от действительных размеров рассматриваемого и базового элементов.
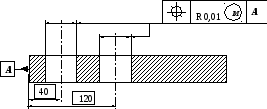
Назначение зависимого допуска означает, что нормируемое отклонение может выходить за пределы поля допуска, ограниченного постоянной частью допуска, если такое отклонение будет компенсировано отличием действительных размеров рассматриваемого и/или базового элементов от предела максимума материала (например, увеличением диаметра отверстия или уменьшением диаметра вала). На рисунке 6.17 показано как задаются зависимые позиционные допуски осей двух отверстий платы относительно базовой плоскости А. Допуски зависимые, зависящие от действительных размеров рассматриваемых элементов, постоянная часть допуска задана в радиусном выражении и равна 10 мкм. Однако оси отверстий могут сместиться от номинального положения более чем на 10 мкм, если такое смещение будет компенсировано увеличением отверстия вплоть до наибольшего предельного размера.
Рисунок
6.17 – Нормирование зависимых позиционных
допусков
Заключение о годности в этом случае дают с учетом действительного размера отверстия, поскольку смещение его оси от номинального расположения не может быть больше приращения действительного размера по сравнению с наименьшим предельным размером.
Из примера понятно, что зависимые допуски предназначены для увеличения выхода годных деталей за счет повышения собираемости деталей, действительные размеры которых смещаются в сторону минимума материала детали.
В крупносерийном и массовом производстве комплексный контроль рабочим проходным калибром дает однозначный ответ на вопрос о собираемости деталей. Для заключения о годности дополнительно потребуется также контроль размеров отверстий непроходными калибрами.
Система допусков формы и расположения поверхностей отличается высоким уровнем формализации значений допусков. В частности, ГОСТ 24643-81 содержит ряд числовых значений допусков в микрометрах, построенный на основе ряда предпочтительных чисел R10.
При выборе числовых значений допусков соосности, симметричности и пересечения осей стандарт выделяет для предпочтительного применения допуски в диаметральном выражении.
В системе стандартов допусков формы и расположения поверхностей дополнительно введено специальное понятие «уровней относительной геометрической точности», которые характеризуются соотношением между допуском формы или расположения и ограничивающим тот же элемент допуском размера. Стандарт предусматривает следующие соотношения между допусками формы и расположения и допусками размеров, ограниченных плоскими элементами: допуски формы и расположения составляют не более 60 % допуска размера (уровень A, или нормальная относительная геометрическая точность допусков формы и расположения поверхностей), 40 % (уровень В, или повышенная относительная геометрическая точность формы и расположения) и 25 % (уровень С, или высокая относительная геометрическая точность).
Поскольку допуски формы цилиндрических поверхностей назначаются не на диаметр, а на радиус, то их значения, соответствующие уровням A, В и С относительной геометрической точности, составляют соответственно не более 30 %, 20 % и 12 % допусков диаметральных размеров.