6.4. Технологии сварки плавлением
Способы сварки плавлением обычно классифицируются по трем признакам: источнику нагрева металла; способу защиты расплавленного металла от окружающей атмосферы; степени механизации процесса сварки. В зависимости от источника нагрева металла способы сварки плавлением делятся на следующие:
1) дуговая сварка (источник нагрева металла – свободно горящая между электродом и изделием электрическая дуга);
2) плазменная сварка (источник нагрева металла – сжатая электрическая дуга, через которую со сверхзвуковой скоростью продувается газ, приобретающий свойства плазмы);
3) электрошлаковая сварка (источник нагрева металла – расплавленный флюс (шлак), по которому протекает электрический ток);
4) электронно-лучевая сварка (источник нагрева металла – кинетическая энергия электронов, движущихся в вакууме под действием мощного электрического поля);
5) лазерная сварка (источник нагрева металла – луч оптического квантового генератора (лазера) в световом или инфракрасном диапазоне);
6) газовая сварка (источник нагрева металла – высокотемпературное пламя, образующееся при сгорании газа в смеси с кислородом).
Первые пять способов иногда называют способами электрической сварки плавлением. Последний относят к газопламенной обработке металлов, поскольку электрическая энергия для его осуществления не используется. Наиболее распространенной среди способов сварки плавлением является дуговая сварка.

Для получения качественного сварного соединения расплавленный металл в процессе сварки необходимо защищать от окружающей атмосферы. В зависимости от применяемой защиты различают следующие способы сварки:
покрытыми электродами (роль защиты выполняет покрытие электрода, разлагающееся при нагреве);
под флюсом (защита осуществляется с помощью специального порошка (флюса), который подается в зону сварки из бункера);
в защитных газах (защита осуществляется с помощью газа, который, как правило, подается через сопло сварочной горелки);
порошковой проволокой (функцию защиты выполняет предварительно засыпанный в трубчатую сварочную проволоку порошок, который при нагреве разлагается с образованием газа и шлака);
в вакууме (расплавленный металл изолирован от окружающей атмосферы вакуумом, который создается в камере, где осуществляется сварка).
Для каждого способа сварки в классификации по источнику нагрева применяется тот или иной способ защиты. Для дуговой сварки могут применяться все пять способов защиты расплавленного металла от атмосферы.
Электронно-лучевая сварка выполняется только в вакууме, электрошлаковая – только под флюсом, плазменная – только в защитных газах.
6.5. Технологии сварки давлением
Контактная сварка: сварные соединения получаются в результате нагрева деталей проходящим через них током и последующей пластической деформации зоны соединения.
Сварка осуществляется на машинах, состоящих из источника тока, прерывателя тока и механизмов зажатия заготовок и давления.
К деталям с помощью электродов подводят ток небольшого напряжения (3…8 В) и большой силы (до нескольких десятков кА). Большая часть тепла выделяется в зоне контакта деталей.
По виду получаемого соединения контактную сварку подразделяют на точечную, шовную, стыковую. Схемы контактной сварки представлены на рис.
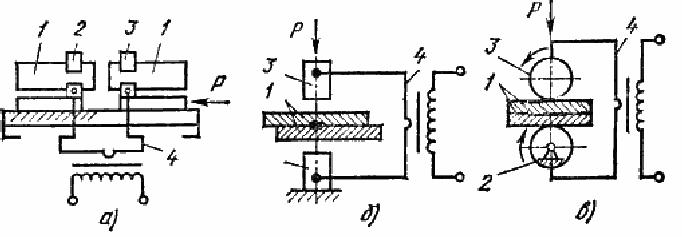
Рис. Схемы контактной сварки: а – стыковой; б – точечной; в – шовной
Диффузионная сварка – способ сварки давлением в вакууме приложением сдавливающих сил при повышенной температуре.
Свариваемые детали тщательно зачищают, сжимают, нагревают в ва-кууме специальным источником тепла до температуры рекристаллизации (0,4 Тпл), и длительно выдерживают. В начальной стадии процесса создаются условия для образования металлических связей между соединяемыми поверхностями. Низкое давление способствует удалению поверхностных пленок, а высокая температура и давление приводят к уменьшению неровностей поверхностей и сближению их до нужного расстояния. Затем протекают процессы диффузии в металле, образуются промежуточные слои, увеличивающие прочность соединения. Соединения получают при небольшой пластической деформации. Изменение размеров мало.
Сварка трением – способ сварки давлением при воздействии теплоты, возникающей при трении свариваемых поверхностей.
Свариваемые заготовки устанавливают соосно в зажимах машины, один из которых неподвижен, а другой может совершать вращательное и поступательное движения. Заготовки сжимаются осевым усилием, и включается механизм вращения. При достижении температуры 980…1300 0С вращение заготовок прекращают при продолжении сжатия.
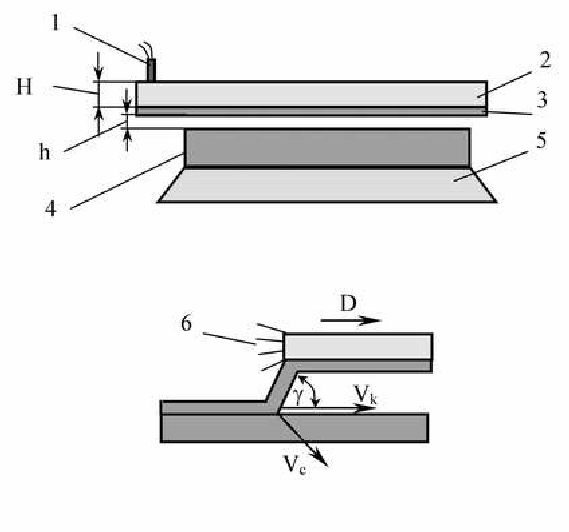
Сварка взрывом: большинство технологических схем сварки взрывом основано на использовании направленного взрыва.