

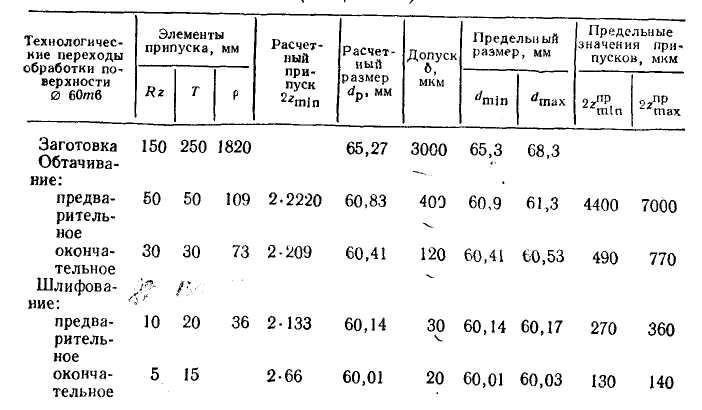
13 Припуски на обработку и способы их определения. Влияние припусков на производительность, точность и экономичность обработки.
Припуском (ПР) наз-ся слой металла который необходимо удалить с поверхности заготовки чтобы получить деталь заданных размеров и качества поверхности. Припуски могут быть: 1–общие, 2–межоперационные, 3–симметричные, 4–несимметричные..
Общий припуск- это ПР который необходимо снять с заготовки для получения изделия требуемой точности и качества.
Межоперационный ПР - это слой металла который удаляется с заготовки на определенной операции или переходе. Межоперационные ПР могут быть: -минимальными; -номинальными; -максимальными.
Минимальный ПР – миним. cлой металла срезаемый за одну операцию.
Номинальный ПР-это разность размеров номинальных предшествующей и номинальной после данной операции.
На величину ПР оказывают влияние следующие факторы: -Материал заготовки; -вид заготовки; -размер заготовки; -величина дефектного слоя на обрабатываемой поверхности; -сложность процесса мех. обработки; -величина погрешности установки. Геометрические погрешности формы поверхностей (овальность, конусность, вогнутость) могут быть допущены только в пределах поля допуска на размер, составляя некоторую его часть, и поэтому при расчете припусков не учитываются. Пространственные отклонения (кривизна осей, коробление и т.д.) эти погрешности имеют самостоятельное значение и учитываются при расчете припусков. При выполнении определенной операции возникают погрешности базирования, которые вызывают смещение заготовки и приводит к увеличению припуска на обработку. На поверхности исходной заготовки имеется исходная шероховатость Rz или шероховатость, полученная на предшествующей операции, имеется дефектный слой h, который в процессе обработки должен быть удален, так же присутствует остаточное пространственное отклонение , погрешность установки ε.
Расчет может производиться по 2-м вариантам:
Опытно-статистическим методом (по таблицам)
Расчетно-аналитичесим методом
Погрешность
установки на выполняем переходе :
![]()
Суммарное
значение пространственных отклонений
поверхностей определяется по формуле
![]()
Для несимметричных деталей Zmin=Rzi-1+hi-1+i-1+εi

Для симметричных деталей 2Zmin=2(Rzi-1+hi-1+ 2i-1+ε2i-1. )
14 Шероховатость, волнистость и макроотклонения поверхностного слоя. Методы и средства контроля качества поверхности. Влияние шероховатости на эксплуатационные характеристики деталей машин.
Качество обработанных поверхностей характеризуется шероховатостью и волнистостью, а также физико-механическими свойствами поверхностного слоя.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующая рельеф поверхностей детали и рассматриваемая на определенной (базовой) длине.
Причины: неравномерность подачи, неплоскостность направляющих, вынужденные колебания системы СПИЗ.
Под волнистостью поверхности (рис) понимают совокупность периодически повторяющихся неровностей, у которых расстояние между смежными возвышенностями и впадинами превышает базовую длину.
П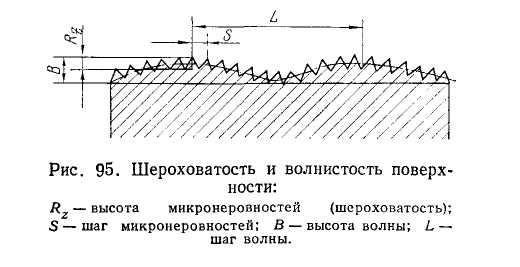 ричины:
возникновение нароста, жесткость
технологической системы, геометрия
инструмента.
ричины:
возникновение нароста, жесткость
технологической системы, геометрия
инструмента.
К макрогеометрии можно отнести неровности на больших участках поверхности, при которых форма поверхности отличается от заданной.
Причины: геометрические неточности станков, погрешности установки заготовок, силовые и температурные деформации, износ инструмента.
Базовые длины: микрогеометрия L/H<40
волнистость 40<L/H<1000
макрогеометрия L/H>1000
Методы и средства контроля шероховатости.
Методы оценки шероховатости: прямые, косвенные. Для прямой ценки шероховатости применяют щуповые (профилографы и профилометры) и оптические (микроскопы) приборы. Для косвенной оценки используют эталоны шероховатости. Профилометры выпускают стационарного, переносного типа; они позволяют измерять шероховатость от 0,02 мкм. Действия профилометра основано на ощупывании алмазной иглой обработанной поверхности. Колебания иглы вызывают в электрической системе прибора соответствующую ЭДС, которая преобразуется на выходе в среднеквадратичное отклонение высоты микронеровности. Профилометры применяют для записи профиля поверхности в виде профилограмм. Волнистость поверхностей определяется профилографами. Для определения глубины и общей характеристики поверхностных слоев используют метод микрошлифов (алмазная пирамида, измер. диагональ).
6 показателей шероховатости: RZ, Ra, Rmax, Sm, , tp
RZ–высота неровностей профиля по 10 точкам.
Ra–среднее арифметическое отклонение профиля
Rmax–наибольшая высота неровностей профиля
tp– относительная опорная длина профиля–определяется отношением опорной длины к базовой длине.
Sm–средний шаг неровностей профиля–это среднее значение шага неровностей в пределах базовой длины
S–средний шаг местных выступов профиля–это среднее значение шагов выступов профиля, находящихся в пределах базовой длины.
Влияние шероховатости на эксплуатационные характеристики деталей. Трение и износ деталей в значительной степени зависят от высоты и формы неровностей поверхности и направления рисок обработки.
Конкретным условиям трения и износа соответствует определенная величина шероховатости, которая обычно создается на трущихся поверхностях к концу периода приработки. Такую шероховатость принято называть оптимальной.
На рис. 2 изображены кривые, показывающие, что оптимальной шероховатости (точкам О1 и О2) соответствует наименьший начальный износ. Вполне понятно, что для более тяжелых условий работы кривая износа смещается вправо и вверх (кривая 2), соответственно оптимальная шероховатость смещается в сторону больших величин.
У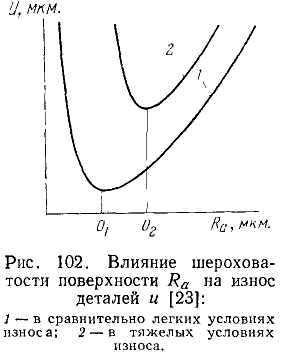 величенная
по сравнению с оптимальной шероховатостьприводит
к повышенному износу за счет скалывания
и среза неровностей
при их взаимном механическом зацеплении.
величенная
по сравнению с оптимальной шероховатостьприводит
к повышенному износу за счет скалывания
и среза неровностей
при их взаимном механическом зацеплении.
Уменьшение высоты неровностей против оптимальной обусловливает повышенный износ за счет того, что смазка на гладких поверхностях плохо удерживается и возникает явление молекулярного схватывания и заедания поверхностей.
Увеличение шероховатости отрицательно сказывается и на прочности соединений с натягом, так как при запрессовке микронеровности сминаются и прочность соединения снижается. Уменьшение шероховатости способствует повышению усталостной прочности. Так, например, полированные детали из высокопрочной стали имеют предел выносливости на 40% больше, чем грубо обточенные.
Грубо обработанные поверхности больше подвержены коррозии в атмосферных условиях. В агрессивных же средах влияние шероховатости на антикоррозийную стойкость сказывается слабо.
Шероховатость поверхности оказывает существенное влияние на условия смазки, теплопроводность стыков, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Поэтому ее нужно задавать в соответствии с эксплуатационными требованиями, предъявляемыми к каждому конкретному соединению.