

Расклепать |
|
|
d |
T |
T |
T |
|
T |
D |
1 |
D |
d |
1 |
d |
|
d |
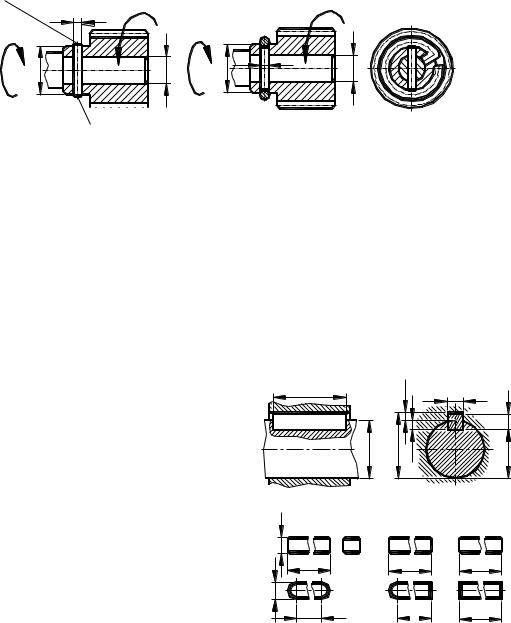
Расклепать







а) б)
Рис. 4.2
Типы, интервалы размеров и материалы стандартизованных штифтов приведены в табл. П.142.
4.2.1.2. ПОСАДКИ ШТИФТОВЫХ СОЕДИНЕНИЙ
Установочные штифты обычноустанавливаютпо посадке снатягом водной из соединяемыхдеталей; сдругойдетальюегоустанавливаютпопосадкеH7/js6 илиH7/h6.
4.2.2.ШПОНОЧНЫЕ СОЕДИНЕНИЯ
4.2.2.1.ОБЩИЕ ПОЛОЖЕНИЯ
Шпоночные соединения |
применяют |
l |
t2 |
b |
|
для передачи вращающего момента. Их ис- |
|
|
|
||
пользуют при небольших нагрузках, когда |
|
2 |
h |
||
соединения могут быть неподвижными или |
d |
-dt1 |
|||
подвижными вдоль оси вала, напряженными |
d+t |
||||
|
|
|
|
1t |
|
(при клиновых и тангенциальных шпонках) |
|
|
|
||
или ненапряженными (при призматических |
Исполнения шпонок |
||||
и сегментных шпонках). |
|
||||
Призматические |
шпонки |
(рис. 4.3) |
1 |
2 |
3 |
(табл. П.143) изготовляют следующих трех |
h |
|
|
||
типов: |
|
|
l |
l |
l |
- обыкновенные |
(ГОСТ 23360–78) и |
b |
lp |
lp |
|
высокие (ГОСТ 10748–79), которые исполь- |
lp |
||||
зуют для неподвижных соединений ступиц с |
|
Рис. 4.3 |
|
||
валами; |
|
|
|
|
|
- направляющие с креплением на валу |
|
|
|
||
(ГОСТ 8790–79), применяемые в том случае, когда ступицы должны иметь возмож-
ность перемещения вдоль валов; - скользящие сборные (ГОСТ 12208–66), соединяющиеся со ступицей высту-
пом (пальцем) цилиндрической формы и перемещающиеся вдоль вала вместе со ступицей.
Клиновые шпонки представляют собой самотормозящий клин с уклоном 1:100; их выполняют по ГОСТ 24068–80. Клиновые шпонки разделяют на закладные и за-
бивные.
Забивные шпонки изготавливают с головками для забивки и извлечения шпонок из пазов.
217
Тангенциальные шпонки отличаются от |
|
|
l |
t2 |
|
b |
|||
клиновых тем, что натяг между валом и сту- |
|
D |
|
|
|
h |
|||
пицей создается ими не в радиальном, а в ка- |
|
|
2 |
|
|||||
сательном (тангенциальном) направлении. |
|
|
|
d d+t t1 |
|
d-t1 |
|||
Эти шпонки применяют |
преимущественно |
|
|
|
|
||||
для тяжелонагруженных валов при передаче |
|
|
|
|
|
|
|||
реверсивных движений; их выполняют по |
1 |
|
Исполнения шпонок |
||||||
ГОСТ 24069–80 |
(нормальные) |
и |
l |
|
|
2 |
l |
||
ГОСТ 24070–80 (усиленные). |
|
|
|
|
|
||||
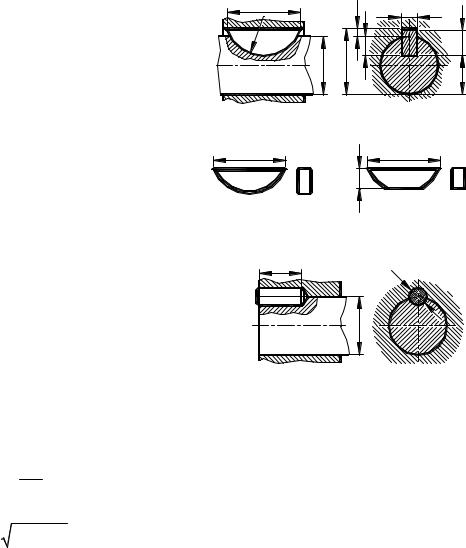
Сегментные шпонки (ГОСТ 24071–80) |
|
|
|
1 |
|
|
|||
|
|
|
h |
|
|
||||
(рис. 4.4) (табл. П.144) применяют на валах |
|
|
|
|
|
||||
|
|
|
|
h1=0,8h |
|||||
небольших диаметров (до 38 мм) и при ко- |
|
|
|
Рис. 4.4 |
|||||
роткой ступице; соединения просты в изго- |
|
|
|
|
|
||||
|
|
|
|
|
|
||||
товлении и сборке, однако вал ослабляется глубо- |
|
|
|
|
|
||||
ким пазом под шпонку. |
|
|
|
|
|
l |
|
d |
|
Круглые цилиндрические и круглые кониче- |
|
|
|
1 |
|||||
|
|
|
|
|
|||||
ские шпонки (рис. 4.5) не стандартизованы. Их ис- |
|
|
|
|
|
||||
пользуют в тех случаях, если втулку необходимо |
|
|
d |
|
|
||||
установить на конец вала. При диаметре вала |
d |
|
|
|
|
|
|||
диаметр круглой шпонки d1 равен: |
|
|
|
|
|
|
|
||
d1 = (0,16 −0,17)d , |
|
(4.1) |
|
|
|
Рис. 4.5 |
|
|
|
длина круглой шпонки равна: |
|
|
|
|
|
|
|
||
l = (3 −4)d1 . |
|
|
|
|
|
|
|
|
(4.2) |
Отверстия под эти шпонки получают при сборке с обеспечением в сопряжении |
|||||||||
посадки с натягом |
H7 . Центр отверстия должен быть смещен в сторону центра ва- |
||||||||
|
r6 |
|
|
|
|
|
|
|
|
ла (оси) на расстояние: |
|
|
|
|
|
|
|
|
|
e = 0,5 d − |
d 2 −d 2 |
. |
|
|
|
|
|
|
(4.3) |
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наиболее распространены призматические шпонки, которые, по сравнению с |
|||||||||
клиновыми, обеспечивают более удобный монтаж и демонтаж деталей, а также их |
|||||||||
лучшее центрирование. |
|
|
|
|
|
|
|
|
|
В случае использования двух призматических шпонок их устанавливают под |
|||||||||
углом 180°. |
|
|
|
|
|
|
|
|
|
Структура условного обозначения шпоночного соединения должна иметь сле- |
|||||||||
дующий вид: |
|
|
|
|
|
|
|
|
|
12 , |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
где 1 – основной посадочный размер b (ширина шпонки), мм; |
|
|
|||||||
2 – поле допуска шпоночного паза; |
|
|
|
|
|
|
|||
3 – поле допуска шпонки. |
|
|
|
|
|
|
|
||
4.2.2.2. РАСЧЕТ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Стандартизованные шпонки изготовляют из среднеуглеродистых чистотянутых сталей специального сортамента по ГОСТ 8787–68 и ГОСТ 8786–68. К этим
218
сталям относятся стали марок: Ст5, Ст6, 45, 50, 55 и 60. Допускается применять другие стали с временным сопротивлением разрыву σв=590 МПа.
В нагруженных соединениях применяют шпонки из легированных сталей (например, из стали 40Х с термической обработкой до 37-47 HRCЭ). Термически обра-
ботанные шпонки шлифуют по рабочим граням. |
|
||||
|
Допускаемые напряжения смятия в неподвижных шпоночных соединениях |
||||
находят по формуле: |
|
||||
|
σсм |
= |
σт |
, |
(4.4) |
|
S |
||||
|
σт |
|
|
|
|
где |
– предел текучести наиболее слабого материала деталей – вала, шпонки |
||||
или ступицы; |
|
|
|||
|
S – |
|
коэффициент безопасности; |
|
|
|
|
|
при точном учете нагрузок S=1,25; |
|
|
|
|
|
в остальных случаях S=1,5-2. |
|
|
|
Допускаемое напряжение на срез определяют из соотношения: |
|
|||
|
τcp p = (0,1−0,2)σт . |
(4.5) |
|||
В связи с более точной расчетной схемой допускаемые напряжения для круглых и конических шпонок можно увеличить на (25-30)% по сравнению с допускае-
мыми напряжениями для призматических шпонок. |
|
||
|
Расчет призматических шпонок выполняют следующим образом. |
|
|
|
Условие прочности на смятие: |
|
|
|
Tmax = 0,5d (h −t)lpσсм p . |
(4.6) |
|
|
Условие прочности на срез: |
(4.7) |
|
|
Tmax = 0,5dblpτср p |
||
|
Расчет сегментных шпонок выполняют следующим образом. |
|
|
|
Условие прочности на смятие |
(4.8) |
|
|
Tmax = 0,475dDKσсм р |
||
|
Условие прочности на срез: |
(4.9) |
|
|
Tmax = 0,475dDbτсp р |
||
где |
Тmax |
– наибольший крутящий момент на валу, Н мм. |
|
|
d – диаметр вала, мм; |
|
|
|
lp – рабочая длина шпонки, мм; |
|
|
|
h – высота шпонки, мм; |
|
|
|
b – ширина шпонки, мм; |
|
|
|
D – диаметр шпонки, мм; |
|
|
|
K – выступ шпонки от шпоночного паза, мм; |
|
|
|
t – глубина шпоночного паза на валу, мм; |
|
|
|
σсм р |
– допускаемые напряжения на смятие, Н/мм2; |
|
|
τ |
– допускаемые напряжения на срез, Н/мм2. |
|
|
ср р |
|
|
219
4.2.2.3. ДОПУСКИ И ПОСАДКИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Применение для шпоночных соединений посадок колеса на вал:
-с зазором – недопустимо,
-переходных – крайне нежелательно.
Рекомендуется принимать следующие посадки колес на вал:
H7 |
|
H7 |
|
– для цилиндрических прямозубых колес; |
p6 |
|
r6 |
|
|
|
|
|
||
H7 |
|
H7 |
|
– для цилиндрических косозубых и червячных колес; |
r6 |
|
s6 |
|
|
|
|
|
||
H7 |
|
H7 |
|
– для конических колес. |
s6 |
|
t6 |
|
|
|
|
|
Посадки с большим натягом (приведены в скобках) используют для колес ре-
версивных передач.
Выбор посадок «шпонка – паз вала» и «шпонка – паз втулки» производят в зависимости от желаемого вида соединения, который, в свою очередь, выбирают в зависимости от назначения посадки (для скользящих шпонок, для неподвижного соединения, для направляющих шпонок и т.п.) и серийности изготовления.
Вбольшинстве случаев соединение шпонки с валом более плотное, чем с втулками. Это предотвращает выпадение шпонки из паза вала при монтаже и исключает ее передвижение при эксплуатации. Зазор же в соединении «шпонка – паз втулки» необходим для компенсации неточностей размеров, формы и взаимного расположения пазов.
Втабл. П.145, П.146 приведены посадки шпонок, поля допусков и предельные отклонения размеров шпонок и шпоночных пазов в соответствии с ГОСТ 23360–78.
Отклонения глубины паза на валу и во втулке приведены в табл. П.147. Допуск расположения паза во втулке или на валу приведены в табл. П.148.
4.2.2.4. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ШПОНОЧНЫХ |
|||
СОЕДИНЕНИЙ |
|
|
|
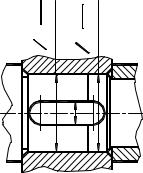
При посадке с натягом во время установки зубчатых |
H7 r6 |
H7 d11 |
|
колес на валы очень трудно совместить шпоночный паз ко- |
|||
Od |
Od |
||
леса со шпонкой вала. Для облегчения сборки рекомендуется |
|||
предусматривать направляющий цилиндрический участок |
|||
|
|
||
вала с допуском по d11 (рис. 4.3). |
|
|
|
С этой же целью направляющий участок вала делают |
|
|
|
коническим. |
|
b |
|
В начале сборки путем свободного поворота колеса от- |
|
|
|
носительно вала совмещают шпоночный паз колеса со |
|
|
|
шпонкой, а затем напрессовывают колесо на вал. |
Рис. 4.6 |
||
Посадочные поверхности под зубчатые и червячные |
|||
колеса чаще всего шлифуют. Поэтому перед упорным буртиком желательно на валу |
|||
выполнять канавку для выхода шлифовального круга. |
|
|
|
Форма и размеры канавок приведены в П.172, П.173. |
|
|
|
220