

положением пятна контакта на зубьях колеса при регулировке зацепления во время сборки редуктора.
После сборки редуктора это окно закрывают крышкой.
8.5.2. СВАРНЫЕ КОРПУСА РЕДУКТОРОВ
При единичном производстве экономически выгоднее корпусные детали вы-
полнять сварными.
8.5.2.1.СВАРНЫЕ СОЕДИНЕНИЯ
8.5.2.1.1.ОБЩИЕ СВЕДЕНИЯ
Сварка является основным способом получения неразъемных соединений в машиностроении.
Существует несколько видов сварки.
По образованию металлической связи сварку делят на две группы способов:
1.Способы сварки плавлением:
-дуговая (ручная, механизированная и автоматическая под флюсом, аргонодуговая, в углекислом газе, атомно-водородная);
-электрошлаковая;
-плазменная;
-электронно-лучевая;
-газовая;
-лазерная;
-печная;
-термитная.
2.Способы сварки давлением:
сприменением нагрева:
-контактная (точечная, шовная и стыковая);
-диффузионная;
-трением;
-индукционная;
-газопрессовая.
без применения нагрева:
-ультразвуковая;
-холодная сварка;
-взрывом.
Наибольшее распространение получила дуговая электросварка.
Стандарты, регламентирующие основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений, даны в табл. 8.2.
Выбор способа сварки определяется следующими факторами:
-маркой свариваемого материала;
-требуемыми свойствами сварного соединения;
-конструкцией сборочной единицы.
Необходимо принимать во внимание и дополнительные факторы, влияющие на выбор способа сварки (например, общий объем сварки в изделии, серийность и стоимость процесса сварки), и рассматривать их с учетом конкретных условий производства сварной конструкции.
319
Таблица 8.2
Стандарты, регламентирующие основные типы, конструкционные элементы, размеры и условные обозначения сварных соединений
ГОСТ |
Наименование |
5264–80 |
Ручная дуговая сварка. Соединения сварные |
8713–79 |
Сварка под флюсом. Соединения сварные |
11533–75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. |
Соединения сварные под острыми и тупыми углами |
|
11534–75 |
Ручная дуговая сварка. |
Соединения сварные под острыми и тупыми углами |
|
14771–76 |
Дуговая сварка в защитном газе. Соединения сварные |
14776–79 |
Дуговая сварка. Соединения сварные |
14806–80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. |
Соединения сварные |
|
15164–78 |
Электрошлаковая сварка. Соединения сварные |
15878–79 |
Контактная сварка. Соединения сварные |
16038–80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно- |
никелевого сплава |
|
16310–80 |
Соединения сварные из полиэтилена, полипропилена и винипласта |
23518–79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и |
тупыми углами |
|
23792–79 |
Соединения контактные, электрические, сварные |
Для правильного выбора способа сварки ниже приводится краткое описание возможностей и особенностей некоторых из них.
8.5.2.1.2. РУЧНАЯ ДУГОВАЯ СВАРКА
Ручная дуговая сварка осуществляется дугой, горящей между металлическим электродом и основным металлом.
Применяются как неплавящиеся, так и плавящиеся электроды, вспомогательные материалы (активные и неактивные флюсы, защитные газы и газовые смеси).
Неплавящиеся электроды изготавливают из электротехнического угля, синтетического графита или из вольфрама.
Плавящиеся электроды изготавливают из холоднотянутой калиброванной проволоки диаметром (0,3-12) мм, а также горячекатаной или порошковой проволоки.
Ручная дуговая сварка металлическими электродами является универсальным способом сварки плавлением, позволяющим выполнять все виды соединений из всех марок конструкционных, углеродистых, легированных и высоколегированных сталей и сплавов при различном сочетании свариваемых материалов толщиной до 100 мм.
Ручной дуговой сваркой допускается сваривать детали из чугуна, титана, медных и алюминиевых сплавов.
Преимущества: легкая регулировка процесса, возможность получения весьма высоких температур, сохранение химического состава материалов свариваемых деталей. Это один из наиболее дешевых способов сварки.
320
8.5.2.1.3. ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ
При сварке в среде защитных газов электрическая дуга и расплавленный металл сварочной ванны защищены от атмосферного воздуха оболочкой, состоящей из защитного газа.
По характеру воздействия защитной среды на расплавленный металл сварка делится на две группы:
-сварка в среде инертных газов;
-сварка в среде углекислого газа.
Сварка в среде инертных газов выполняется двумя способами:
-неплавящимся (вольфрамовым) электродом с применением или без применения присадочной проволоки;
-плавящимся электродом.
Всреде инертных газов рекомендуется сваривать детали из алюминиевых, медных и титановых сплавов, высоколегированных сталей и сплавов, а также детали из разнородных сталей и сплавов.
Всреде углекислого газа рекомендуется сваривать детали из углеродистой и легированной сталей толщиной до 20 мм. Сварку в среде углекислого газа не допускается применять при изготовлении конструкций из алюминиевых, титановых и медных сплавов.
8.5.2.1.4. ГАЗОВАЯ СВАРКА
При газовой сварке свариваемый и присадочный металлы расплавляют в пламени, получающемся при сгорании какого-либо горючего газа (чаще всего – ацетилена) в кислороде.
Газовую сварку осуществляют и без применения присадочного материала –
формирование шва проводят за счет расплавления кромок основного металла (соединения – стыковое с отбортовкой и угловое).
Эту сварку применяют в основном при ремонтных работах, при заварке дефектов чугунного литья, при сварке тонколистовых конструкций из малоуглеродистых сталей (толщиной до 5 мм) и некоторых цветных металлов.
По сравнению с электродуговой сваркой, газовая сварка – процесс малопроизводительный.
Недостатки: прочностные качества сварных соединений на сталях и алюминии невысоки, возникают значительные деформации свариваемых деталей.
8.5.2.1.5. ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Основными видами сварных соединений дуговой и газовой сваркой являются:
-стыковые (С);
-угловые, которые в свою очередь подразделяются на:
-нахлесточные (Н),
-тавровые (Т),
-угловые (У).
Наиболее просты и прочны стыковые швы.
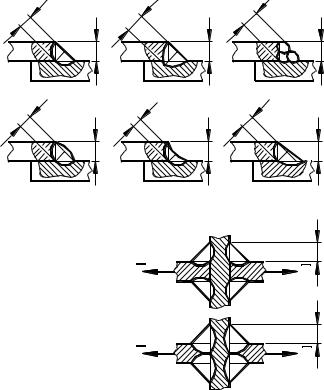
Угловые швы могут выполняться за один или несколько проходов автоматической, механизированной и ручной сваркой, что приводит к различной глубине провара основного металла (рис. 8.23, а; 8.23, в).
321
|
Угловые швы треугольного |
p |
|
|
p |
|
|
|
h |
|
p |
h |
|
профиля делают прямыми (нор- |
h |
|
||||
|
|
|
|
|
||
мальными) (рис. 8.23, а), выпуклы- |
K |
|
|
K |
K |
|
ми |
(рис. 8.23, г) и вогнутыми |
|
|
|||
|
|
|
|
|
||
(рис. 8.23, д) и иногда с неровными |
a) |
б) |
в) |
|
||
катетами (рис. 8.23, е). |
|
|
p |
|
|
|
|
Чаще всего применяют нор- |
p |
|
p |
|
|
|
h |
h |
h |
|
||
мальный шов. |
K |
|
|
K |
K |
|
|
Выпуклые швы (условно на- |
|
|
|||
|
|
|
|
|
|
|
зываемые швами с усилением) |
г) |
д) |
|
е) |
|
|
склонны к образованию подрезов |
|
|
||||
(непровары на участках соедине- |
|
|
Рис. 8.23 |
|
||
|
|
|
|
|
||
ния шва со стенками деталей) и обладают понижен- |
|
|
|
|||
ным сопротивлением усталости. |
|
|
|
|
K |
|
|
Наиболее прочны вогнутые швы, но выполнение |
F |
|
|||
|
|
F |
||||
их труднее и менее производительно. |
|
|
|
|
|
|
|
Швы с неравными катетами целесообразно при- |
a) |
|
|
||
менять в конструкциях, работающих на усталостные |
|
|
K |
|||
нагрузки. |
|
|
F |
|
||
|
|
|
F |
|||
|
Площадь среза углового шва зависит от расчет- |
|
||||
ной толщины шва hp и его длины (рис. 8.23). |
|
б) |
|
|
||
|
Расчетная толщина шва зависит от способа вы- |
Рис. 8.24 |
|
|||
полнения шва, его вида и связана с катетом шва K за- |
|
|
|
|||
висимостью: |
|
|
|
|
|
|
|
hp =βK , |
|
|
|
|
(8.31) |
где |
β – коэффициент для определения расчетной толщины углового шва, при- |
|||||
нимаемый равным: |
|
|
|
|
|
|
|
1 – для однопроходной автоматической сварки (рис. 8.24, б); |
|
||||
|
0,8- для однопроходной механизированной сварки; |
|
|
|||
|
0,7 – для ручной сварки (рис. 8.23, г), а также для многопроходной автома- |
|||||
тической и механизированной сварки (рис. 8.24, а); |
|
|
|
|
||
|
K – расчетный катет углового шва, равный катету вписанного равнобедрен- |
|||||
ного прямоугольного треугольника. |
|
|
|
|
|
|
|
Часто при расчетах прочности соединений с угловыми швами коэффициент β |
|||||
принимают равным 0,7 независимо от способа сварки. |
|
|
|
|||
|
Катет шва выбирают из условия K ≤ s , но не менее 3 мм при s ≥3 мм. Верх- |
|||||
ний предел толщины швов не ограничен, но швы, у которых K >20 мм, встречаются |
||||||
редко. |
|
|
|
|
|
|
|
Из-за дефектов сварки на концах шва (непровар в начале и кратер в конце шва) |
|||||
принимают минимальную длину шва не менее 30 мм. |
|
|
|
|
||
|
В нахлесточных соединениях принимают L ≥ 4s1 , где s1 |
– минимальная тол- |
||||
щина свариваемых деталей. |
|
|
|
|
|
|
|
Длина Lф лобовых швов не ограничена. Длина Lл |
фланговых швов не должна |
||||
превышать 60K для ограничения неравномерности распределения напряжений по |
||||||
длине флангового шва. |
|
|
|
|
|
|
322