Билет 27
Вопрос 1. Типы машиностроительных производств и их характеристики. Показатели, определяющие тип производства.
Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
По
ГОСТ 14.004-83 тип производства определяется
по коэффициенту закрепления операций
Кзо-
отношение числа всех различных
технологических операций выполняемых
в течение месяца , к числу рабочих мест.

Если Кзо > 40 – единичное производство, Кзо = 21…40 – мелкосерийное, Кзо = 11…20 – среднесерийное, Кзо = 2…10 – крупносерийное, Кзо = 1 – массовое
Другие варианты определения типа производства
По
такту выпуска

 -
годовой фонд времени работы оборудования,
в часах
-
годовой фонд времени работы оборудования,
в часах
 -
годовая программа выпуска, шт
-
годовая программа выпуска, шт
Если
-
 штук.ср
- массовое производство
штук.ср
- массовое производство
 штук.ср
- серийное
штук.ср
- серийное
 штук.ср
– единичное
штук.ср
– единичное
Массовое - изделия изготавливаются непрерывно в большом количестве в течение нескольких лет. Kзо = 1.
Массовое производство характеризуется узкой номенклатурой и большим объёмом выпуска изделия. Применяется узкоспециализированное оборудование, специальные специализированные агрегатные станки, многошпиндельные автоматы и полуавтоматы. Применяется специальный режущий инструмент, быстродействующие приспособления, станки располагают по ходу выполнения техпроцесса. Применяют точные заготовки с минимальными припусками.(точное литье, литье под давлением) Работают рабочие низкой квалификации и высококвалифицированные наладчики. Технологическая документация разрабатывается тщательнейшим образом.
Серийное - изготавливаются изделия партиями или сериями состоящих из одноименных деталей
Серии запускаются в производство регулярно через определенные промежутки времени.
Крупносерийное - Kзо = 2…10
Среднесерийное - Кзо = 11……20
Мелкосерийное - Кзо = 21…..40
Применяются универсальные, станки с ЧПУ, специализированные станки, полуавтоматы, агрегатные станки, обрабатывающие центры. Оснастка – универсальная (тиски, кулачки). Приспособление – специализированное, специальное. Квалификация рабочих средняя, т.е. выше чем в массовом. Технологическая документация разрабатывается подробно для наиболее сложных и ответственных деталей. Технологическая оснастка:универсальная;универсально-сборная (УСП);специализированная;специальная.
Серийное производство – основной тип современного машиностроительного производства. Серийное производство экономичнее единичного.
Единичное – выпуск изделий широкой номенклатуры в малых количествах, Кзо > 40
Уникальные станки, тяжелое машиностроение, судостроительные верфи, ремонтные цехи.
Применяется универсальное точное оборудование, расставляется по технологическим группам. Рабочие – высококвалифицированные. Специальные приспособления и инструменты не применяют. Технологическая документация разрабатывается в самом сокращённом виде. Недостаток: высокая себестоимость.
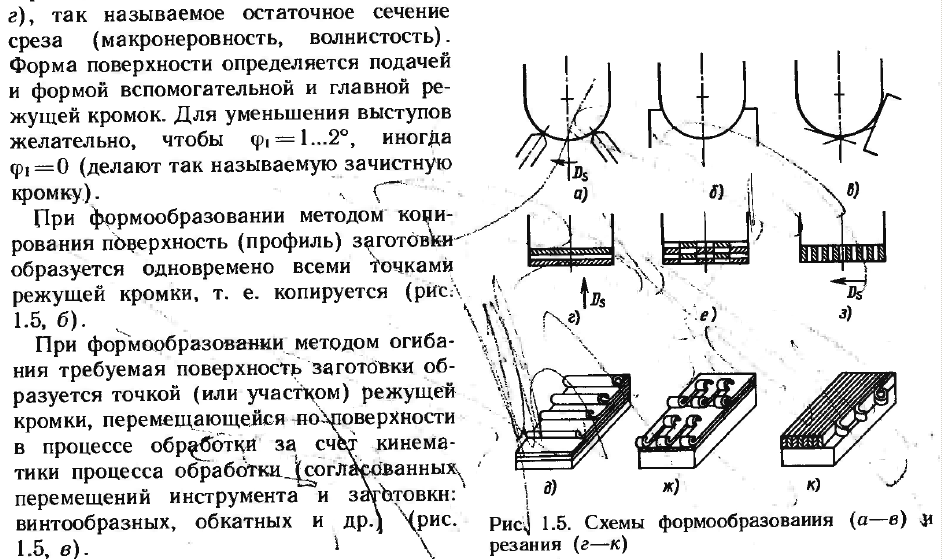
Вопрос 2. Схемы резания и формообразования при конструировании инструментов.