

ГОСы спецов / Bilet_22
.docxБилет 22
Вопрос 1. Производственный и технологический процессы. Структурные составляющие технологического процесса.
Производственный процесс - совокупность взаимосвязанных действий, в результате которых исходные материалы и полуфабрикаты превращаются в готовое изделие.
Технологический процесс - это часть производственного процесса, связанная с последовательным изменением состояния объекта производства.
Операция - часть техпроцесса, выполняемая на одном рабочем месте. Состоит из установов и переходов
Переход - часть операции, характеризуемая постоянством применяемого инструмента, обрабатываемых поверхностей или режима работы станка.
Вспомогательный переход Часть операции, которая не сопровождается изменением формы, размеров и шероховатости поверхности.
Проход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента и снятия одного слоя металла (рабочий ход).
Вспомогательный проход (ход) Законченная часть технологического перехода, состоящего из однократного перемещения инструмента относительно заготовки, без изменения размеров и
формы заготовки
Позиция - каждое отдельное положение заготовки занимаемая ею относительно станка при неизменном ее закреплении.
Установ - часть операции, выполняемая при одном закреплении заготовки или собираемого объекта.
Вопрос 2. Уравнение кинематического баланса привода вращения.
Уравнение, устанавливающее функциональную зависимость между величинами перемещений начального и конечного звеньев кинематической цепи, называется уравнением кинематического баланса.
Начальные звенья кинематической цепи в большинстве случаев имеют вращательное движение, конечные звенья получают как вращательное, так и прямолинейное движение.
Если начальное и конечное звенья оба вращаются, то уравнение кинематического баланса может быть представлено в следующем виде:
nк = nн i,
где nк – частота вращения конечного звена (например, шпинделя), об/мин; nн – частота вращения начального звена (например, вала электродвигателя), об/мин; i – передаточное отношение кинематической цепи.
i = i1 i2 i3...in,
где i1, i2, i3, ..., in – передаточные отношения отдельных кинематических пар цепи.
Если начальное звено имеет вращательное движение, а конечное – прямолинейное (что обычно имеет место в цепи подачи МРС), то при минутной подаче Sм конечного звена (задаваемой в мм/мин) уравнение кинематического баланса имеет вид
Sм = nн i H,
где H – ход кинематической пары (винтовой или реечной), преобразующей вращательное движение в прямолинейное.
Когда подача конечного звена Sо задается в миллиметрах на один оборот начального звена (единицы измерения мм/об), уравнение кинематического баланса имеет вид
Sо = 1об i H.
Это были уравнения кинематического баланса цепей в общем виде. Для того, чтобы написать уравнение кинематического баланса какой-либо цепи в развернутом виде, необходимо согласно кинематической схеме подробно расписать произведения i, H, и подставить значение nн.
Можно сформулировать общее правило построения уравнения кинематического баланса в развернутом виде: если движение передается последовательно, то дроби записываются одна за другой в строчку, а если движение может передаваться с вала на вал параллельно, несколькими путями, то дроби (варианты передачи движения) записываются одна под другой в столбик.
Анализ любой кинематической цепи станка не ограничивается написанием уравнения кинематического баланса цепи в развернутом виде.
После этого подсчитывается количество скоростей вращения шпинделя Z (либо, если анализируется цепь подачи, то количество возможных подач).
Методика определения максимальных оборотов шпинделя заключается в том, что из всех возможных вариантов передачи движения, которые обеспечиваются блоками зубчатых колес или муфтами, выбираются дроби, имеющие максимальное значение.
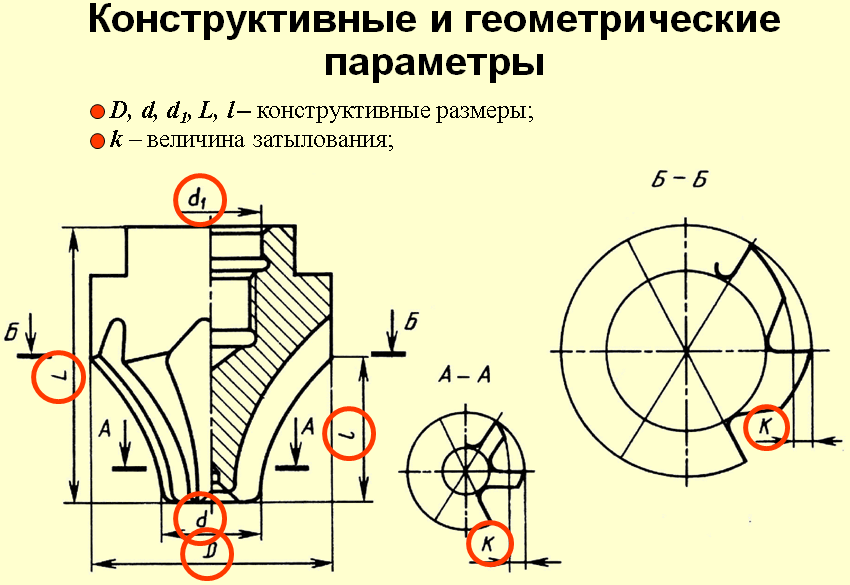
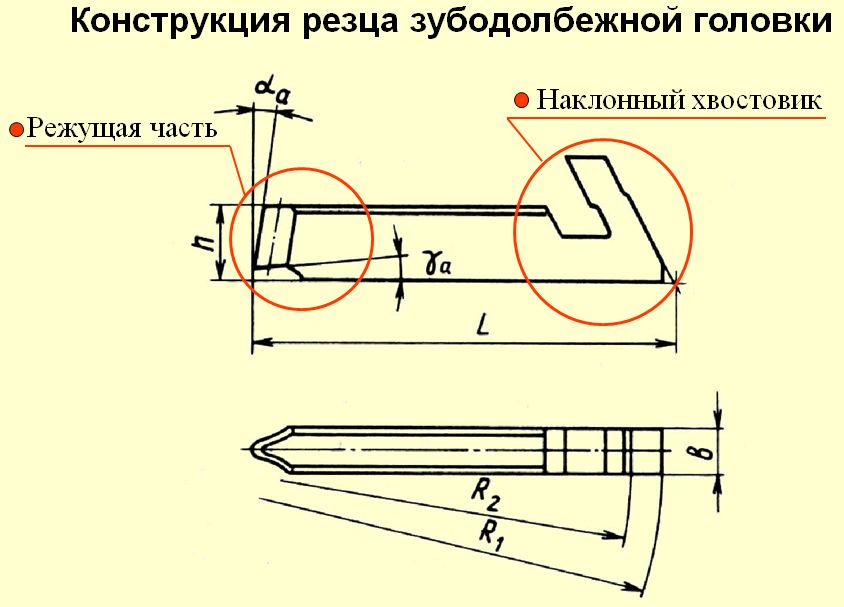
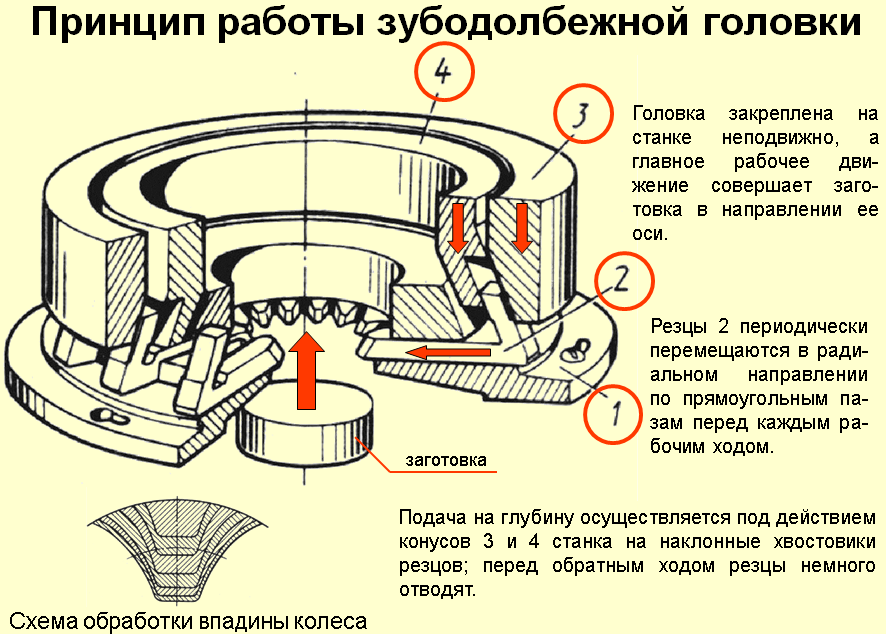
Вопрос 3. Режущие инструменты для обработки зубчатых колес, работающие методом копирования. Их конструкция, область применения, достоинства и недостатки.












Вопрос 4. Преимущества применения технологической оснастки в машиностроении.
Применение станочных приспособлений позволяет:
1. Устранить разметку заготовок перед обработкой, и устранить их выверку на станке по разметке;
2. Значительно повысить производительность труда в результате сокращения вспомогательного времени, увеличения числа одновременно обрабатываемых заготовок и числа одновременно работающих режущих инструментов, а также повышения режимов резания;
3. Обеспечить условия для многостаночного обслуживания нескольких станков одним рабочим;
4. Значительно облегчить труд рабочих-станочников и использовать рабочих с более низкой квалификацией;
5. Повысить точность изготовления деталей;
6. Расширить технологические возможности станков;
7. Создать условия для механизации или автоматизации станков;
8. Снизить себестоимость изготовления деталей.
Вопрос 5. Способы подготовки УП. Подготовка УП в САП.
Выделяют следующие способы составления УП
1. Ручной
УП составляется программистом непосредственно в кодах УЧПУ, без какой-либо помощи со стороны компьютера. При таком способе программист самостоятельно рассчитывает траекторию движения инструмента и либо вручную вносит его в УЧПУ либо готовит носитель перфоленту при помощи специального устройства (перфолента – flexowriter).
2. Автоматизированный
При разработке УП используются языки программирования вместо кодов. На таком языке готовится программа, состоящая из операторов и математических символов. Данная программа интерпретируется компьютером, в результате чего формируется машинно-независимый список элементарных перемещений режущего инструмента и технологических команд. Такой список называют CL – файлом (cutterlocationdatafile). CL-файл обрабатывается постпроцессором, в результате чего формируется УП в кодах конкретного УЧПУ.
Наиболее широко известным языком программирования является язык APT (AutomaticallyProgrammedTool). Фактически такой язык позволяет строить траекторию движения инструмента при помощи простых геометрических примитивов: линий и дуг.
3. Компьютеризированный
При таком способе используются специальные программные средства – САМ-системы. Траектория движения инструмента строится автоматически по геометрическим данным изделия подготовленным в CAD-системах.
Последовательность составления УП:
1.Подготовка геометрической модели изделия
2.Задание конструктивного элемента. Выбор геометрических элементов изделия, оказывающих влияние на траекторию движения инструмента.
3.Создание технологического объекта. Выбор вида обработки. Задание геометрии режущего инструмента. Выбор стратегии обработки, задание режимов и т. д.
4.Задание последовательности технологических объектов.
5.Процессинг - Расчёт траектории движения инструмента с генерацией CL-файла
6.Отладка УП
7.Постпроцессинг – формирование УП
8.Верификация УП.
Вопрос 6. Дать определение припуску, напуску. Отличие припуска от напуска.
Припуск - (на механическую обработку) – это слой металла у заготовки, который в последствии удаляется с поверхности заготовки, с целью получения требуемых по чертежу формы и размеров детали.
Напуск - это избыток металла на поверхности заготовки (сверх припуска) обусловленный технологическими требованиями: упростить конфигурацию заготовки для облегчения условий её получения. Пример напуска – штамповочные и литейные уклоны.