

Анализ соответствия требований точности назначению изделия
•теоретические исследования физической сущности явлений, сопутствующих работе изделия;
•проведение экспериментов на опытных образцах и моделях или первых экземплярах изделия;
•изучение опыта эксплуатации изделий аналогичного типа;
•суждения логического характера на основании опыта, которым обладает технолог, выполняющий анализ.

Схема типичного твэла
Заглушка |
Оболочка |
Сердечник |
|
Газосборник |
Зазор |
Заглушка |

Параметры, определяющие качество
–значения полей допусков на внешний и внутренний диаметры оболочек;
–значения полей допусков на таблетку;
–шероховатость поверхностей таблетки и оболочки;
–коррозионная стойкость оболочки;
–наличие дефектов оболочки и топлива.
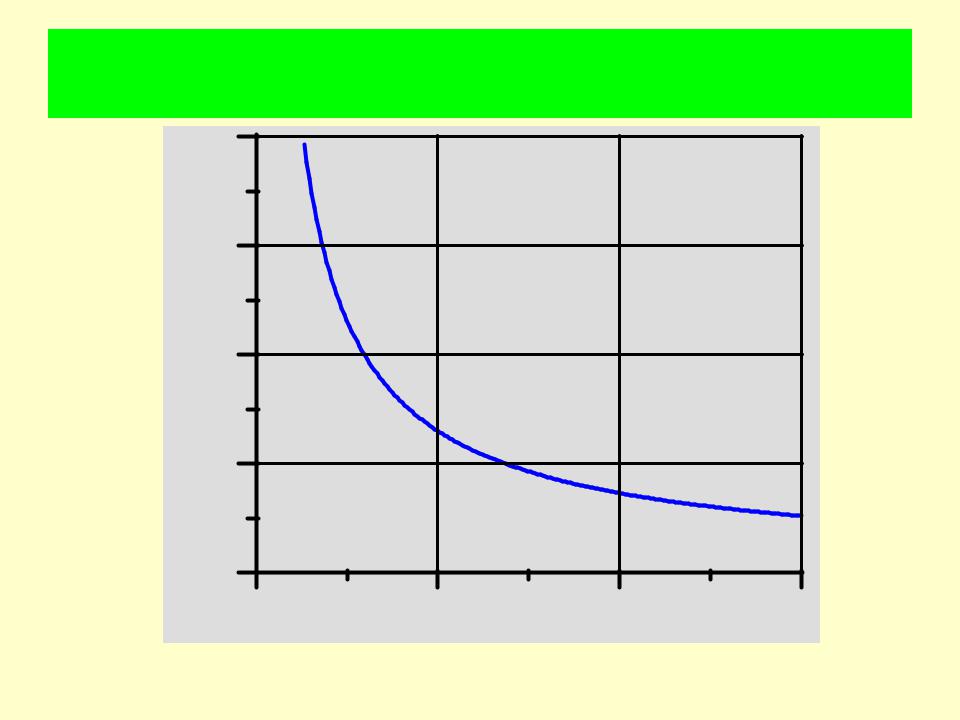
Зависимость брака от точности |
||||||||
1 |
6 |
|
|
|
|
|
|
|
1 |
2 |
|
|
|
|
|
|
|
% |
|
|
|
|
|
|
|
|
ê , |
|
|
|
|
|
|
|
|
à |
8 |
|
|
|
|
|
|
|
ð |
|
|
|
|
|
|
|
|
Á |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
0 |
4 |
0 |
8 |
0 |
1 |
2 |
0 |
|
|
|
Ä î ï ó ñ ê , ì ê ì |
|
|
|
|
|

Влияние точности на себестоимость
Î ò í î ñ è ò å ë ü í à ÿ ñ å á å ñ ò î è ì î ñ ò ü
5
4 |
Ø |
ë |
è |
ô |
î |
â ê à |
|
|
ï |
ð |
è |
ò è |
ð |
ê à |
|
|
|||||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ø |
ë è ô î â ê à |
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
Î á ò à ÷ è â à í è å |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Õ |
î |
ë |
î |
ä |
í |
î |
å |
|
|
|
|
|
|
â |
î |
ë |
î |
÷ |
å |
í |
è å |
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
4 |
0 |
8 |
0 |
|
|
|
|
|
|
1 |
2 |
0 |
Ä î ï ó ñ ê , ì ê ì

Точность обработки деталей
Тип детали |
Метод обработки |
Квалитет |
Вал |
Обтачивание на токарных станках |
8, 9 |
|
Шлифование бесцентровое |
7 |
|
Холодная штамповка, вытяжка |
10, 11 |
Отверстие |
Сверление |
10, 11 |
|
Растачивание на токарных станках |
8, 9 |
|
Протягивание |
6, 7 |
|
Калибровка |
5, 6 |
Характеристики качества
Ê à ÷ å ñ ò â î ï î â å ð õ í î ñ è
Ô è ç è ê î - õ è ì è ÷ å ñ ê è å õ à ð à ê ò å ð è ñ ò è ê è
Ì è ê ð î ñ ò ð ó ê ò ó ð à
Ì è ê ð î ò â å ð ä î ñ ò ü
Ï î â å ð õ í î ñ ò í û å í à ï ð ÿ æ å í è ÿ
Õ è ì è ÷ å ñ ê è é ñ î ñ ò à â
|
Ý ë å ê ò ð î ä |
í û é |
||
|
ï î ò å |
í ö è |
à |
ë |
|
||||
|
|
|
|
|
|
|
|
|
|
|
À ä |
ã å ç è |
|
ÿ |
|
|
|||
|
|
|
|
|
à å î ì å ò ð è ÷ å ñ ê è å õ à ð à ê ò å ð è ñ ò è ê è
Î ò ê ë î í å í è å ô î ð ì û
|
S / R á î ë ü |
ø å 1 0 0 0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
 î ë í è ñ ò î ñ ò ü |
|
|
|
|
S / R 5 0 |
- 1 0 0 0 |
|
|
|
|
|
|
|
Ø å ð î õ î â à ò î ñ ò ü S / R ì å í ü ø å 5 0
Ñ ó á ì è ê ð |
î |
ø å ð î õ î â |
à ò î ñ ò ü |

Геометрические характеристики качества поверхности
H
S
Отклонение формы S/H 1000
Волнистость S/H = 50 - 1000
Шероховатость S/H 50

Влияние неровностей на износ
ñ |
ñ |
|
î |
||
î |
||
çí |
||
í |
||
ç |
È |
|
È |
||
|
 î ë í è ñ ò î ñ ò ü |
Ø å ð î õ î â à ò î ñ ò ü |

Достижимые параметры шероховатости
Тип детали |
Метод обработки |
Квалитет |
Вал |
Обтачивание на токарных станках |
8, 9 |
|
Шлифование бесцентровое |
7 |
|
Холодная штамповка, вытяжка |
10, 11 |
Отверстие |
Сверление |
10, 11 |
|
Растачивание на токарных станках |
8, 9 |
|
Протягивание |
6, 7 |
|
Калибровка |
5, 6 |