


На современных сверлильных станках осуществляют следующие работы:
а — сверление; б — рассверливание; в — зенкерование; г — зенкование; д — развертывание; е — раскатывание; ж – нарезание внутренней резьбы; з — подрезании (цекование) торцов

Режущий инструмент:
Отверстия на сверлильных станках обрабатывают различными режущими инструментами: сверлами, зенкерами, зенковками, развертками, резцами и метчиками.
В зависимости от назначения сверла по конструкции подразделяются на спиральные, перовые, центровочные, сверла для глубокого сверления и другие обеспечивают шероховатость Ra 12,5…3,2.
Спиральное сверло

Ввиду того, что зенкер предназначен для обработки уже имеющихся отверстий, у него отсутствует поперечная режущая кромка.
В отличие от сверл он имеет три или четыре режущих зуба, на каждом из которых имеется главная и вспомогательная режущие кромки. Наличие большего количества режущих кромок обеспечивает более высокую производительность и точность обработки по сравнению со сверлением.
Обработка зенкерованием обеспечивает шероховатость Ra 6,3 …1,25
 Развертка – осевой режущий инструмент, предназначенный для предварительной и окончательной обработки отверстий с точностью, соответствующей 6…11 – му квалитету, и шероховатостью Ra 2,5…0,32 мкм.
Развертка – осевой режущий инструмент, предназначенный для предварительной и окончательной обработки отверстий с точностью, соответствующей 6…11 – му квалитету, и шероховатостью Ra 2,5…0,32 мкм.
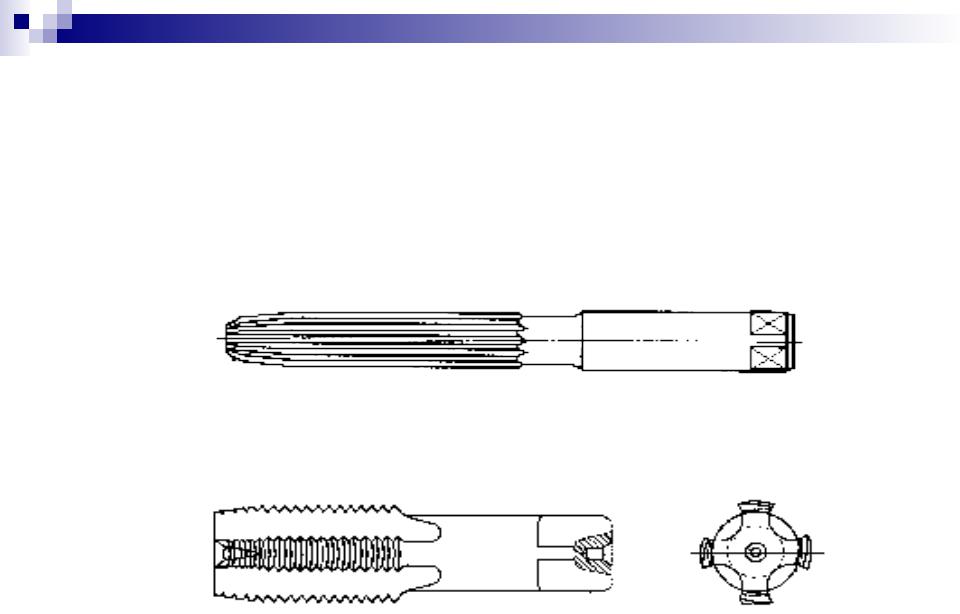
Метчик предназначен для образования резьбы в отверстиях.

Приспособления для сверлильных
станков
При обработке деталей разной формы и размеров их необходимо надежно закрепить на станке, для чего применяются различные приспособления.
Детали плоской формы очень часто закрепляются в тисках или прижимаются к поверхности стола станка с помощью различных прижимов;

Для сверления отверстий на боковых поверхностях цилиндрических деталей их устанавливают на призмах;
Для обработки отверстий на деталях сложной формы используются угольники;
Для сверления нескольких отверстий в деталях, выпускаемых небольшими партиями, используют шаблоны, а при обработке больших партий используют кондукторы;
1 – крышка кондуктора; 2 – втулки; 3 – деталь.


 Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты: переходные сверлильные втулки, сверлильные патроны, оправки и т.д.
Для крепления сверл, разверток, зенкеров и других режущих инструментов в шпинделе сверлильного станка применяют следующие вспомогательные инструменты: переходные сверлильные втулки, сверлильные патроны, оправки и т.д.
Переходные конические втулки служат для крепления режущего инструмента с коническим хвостовиком.
Наружные и внутренние поверхности переходных втулок выполняют с конусом Морзе семи номеров от (0 до 6) по ГОСТ 8522—70.
Втулку вместе со сверлом вставляют в конусное гнездо шпинделя станка.
Если одной втулки недостаточно, то применяют несколько переходных втулок, вставляя одну в другую.

 Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 20 мм.
Сверлильные патроны используют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 20 мм.
В трехкулачковом сверлильном патроне инструменты закрепляют ключом.
Для зажима сверл малого диаметра с цилиндрическими хвостовиками часто используют цанговые патроны.

Расточные станки:
Расточные станки применяются для обработки отверстий в крупных и средних заготовках корпусных деталей, отверстий с точно координированными осями, требующих высокой точности размеров и чистоты поверхности.
На расточных станках выполняется в основном растачивание отверстии специальными расточными резцами или блоками. Также может производиться сверление, зенкерование и развертывание отверстий, обрабатываются наружные цилиндрические поверхности, плоские торцевые поверхности, нарезаются наружные и внутренние резьбы, производится фрезерование всеми видами фрез.
Горизонтально-расточные станки являются наиболее распространенным типом расточных станков
1 – станина;
2 – стойка;
3 – шпиндельная бабка;
4 – планшайба;
5 – суппорт;
6 – шпиндель;
7 – задняя стойка;
8 – подвижный подшипник;
9 – салазки;
10 – каретка; 11 – стол.